También podría gustarte
- Partes Principales Del Torno para Madera.Documento4 páginasPartes Principales Del Torno para Madera.Angel Alberto Franco KukAún no hay calificaciones
- Atego Purgado de Mando Hidraulico HPS - AtegoDocumento4 páginasAtego Purgado de Mando Hidraulico HPS - AtegoNestor Zela Maman75% (4)
- Manual ModelismoDocumento19 páginasManual Modelismohemagopin17100% (3)
- Apache 200 Motor PDFDocumento25 páginasApache 200 Motor PDFJRustic Forero100% (1)
- Analisis Sube y Baja Cargas Máximas (Recuperado)Documento16 páginasAnalisis Sube y Baja Cargas Máximas (Recuperado)Marisol MoralesAún no hay calificaciones
- Informe de Estructuracion de La Maquina Prensadora de Ladrillos EcologicosDocumento43 páginasInforme de Estructuracion de La Maquina Prensadora de Ladrillos EcologicosFabian Andres Ardila RoaAún no hay calificaciones
- Avance de La Trituradora de Plastico Ore, Mamani, Laupa 3Documento25 páginasAvance de La Trituradora de Plastico Ore, Mamani, Laupa 3Brando OreAún no hay calificaciones
- Laboratorio Moldes de ArenaDocumento7 páginasLaboratorio Moldes de ArenaJuanEstebanAlzateLedesmaAún no hay calificaciones
- Impresoras 3dDocumento61 páginasImpresoras 3dCesar Gabriel MaldonadoAún no hay calificaciones
- Ejercicios NeumáticaDocumento8 páginasEjercicios Neumáticaalberto carmonaAún no hay calificaciones
- Montaje de conjuntos y estructuras fijas o desmontables. FMEE0108De EverandMontaje de conjuntos y estructuras fijas o desmontables. FMEE0108Aún no hay calificaciones
- Tema 7. Costes de Fabricación EjerciciosDocumento8 páginasTema 7. Costes de Fabricación EjerciciosNoemi VieiroAún no hay calificaciones
- Catalogo Wirtgen ESDocumento464 páginasCatalogo Wirtgen ESelnegroleo2100% (5)
- Folleto Tecnico Central Termica de La RoblaDocumento44 páginasFolleto Tecnico Central Termica de La Roblaadolfo_perez7860050% (2)
- Manual de Mantenimiento Equipo Esparcidor de SelloDocumento18 páginasManual de Mantenimiento Equipo Esparcidor de Selloマリオ ソノキAún no hay calificaciones
- 311-313 CDI Sprinter Al 06-09-01Documento12 páginas311-313 CDI Sprinter Al 06-09-01willian63100% (1)
- Caja de Cambios D.S.G. (Direct Shift Gearbox)Documento42 páginasCaja de Cambios D.S.G. (Direct Shift Gearbox)alphasound100% (3)
- Tipos de Tornos MecánicosDocumento3 páginasTipos de Tornos MecánicosIsraa RomeroAún no hay calificaciones
- Los Mejores Programas de CAD Gratuitos para La Industria NavalDocumento109 páginasLos Mejores Programas de CAD Gratuitos para La Industria Navaljabrito40-1Aún no hay calificaciones
- Acero y FundicionesDocumento13 páginasAcero y FundicionesAlejandroBorjasAún no hay calificaciones
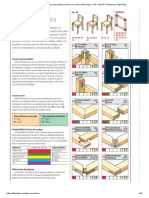
- Manual de Ensambles y Juntas Con Madera 002 Pages 1-50 - Flip PDF Download - FlipHTML5Documento64 páginasManual de Ensambles y Juntas Con Madera 002 Pages 1-50 - Flip PDF Download - FlipHTML5Parente Cid PedroAún no hay calificaciones
- Bordonadoras RAS Modelos Aplicaciones para Rodillos de BordonadoraDocumento38 páginasBordonadoras RAS Modelos Aplicaciones para Rodillos de BordonadoraArielAún no hay calificaciones
- Pallet MetalicosDocumento2 páginasPallet Metalicosjaime luisAún no hay calificaciones
- Cap II Calculo y Diseño Engranajes-RpmDocumento71 páginasCap II Calculo y Diseño Engranajes-RpmbeltranaquinoAún no hay calificaciones
- Angulos de La CuchillaDocumento29 páginasAngulos de La CuchillaMiller MenaAún no hay calificaciones
- Tipos de ForjadoDocumento8 páginasTipos de ForjadoLopez RoshaangelAún no hay calificaciones
- Conformación Por Fundición en Moldes de ArenaDocumento13 páginasConformación Por Fundición en Moldes de ArenaBitterJairSanchezOsorioAún no hay calificaciones
- Capelec Regloscopio Cap2500 Cap2600Documento4 páginasCapelec Regloscopio Cap2500 Cap2600gfigueroa3952Aún no hay calificaciones
- Ejercicios Rodamientos de Contacto RodanteDocumento13 páginasEjercicios Rodamientos de Contacto RodanteRosa's TrainingAún no hay calificaciones
- Vibrations On A Train Wagon / Vibraciones en Una Vagon de TrenDocumento13 páginasVibrations On A Train Wagon / Vibraciones en Una Vagon de TrenJ .RozasAún no hay calificaciones
- Horno de Afino LDDocumento5 páginasHorno de Afino LDFelip Bravo JaraAún no hay calificaciones
- PC Dirigida 1 A4-ModelDocumento1 páginaPC Dirigida 1 A4-ModelCarlos SalazarAún no hay calificaciones
- Ejercicios de MecanismosDocumento4 páginasEjercicios de MecanismosAngel PelaezAún no hay calificaciones
- Ensayo de MotoresDocumento10 páginasEnsayo de MotoresPatricio SabettaAún no hay calificaciones
- PulvimetalurgiaDocumento8 páginasPulvimetalurgiaVictorAún no hay calificaciones
- Informe Taladro Electrico en SolidworksDocumento38 páginasInforme Taladro Electrico en SolidworksCarlosAltamar100% (1)
- Soluciones Materiales FerrososDocumento3 páginasSoluciones Materiales FerrososproggerAún no hay calificaciones
- Fundición MaleableDocumento2 páginasFundición MaleableAnderson Jesus BartoloAún no hay calificaciones
- Fluorescencia Inducida Por Laser Palacios Tesis 2015Documento139 páginasFluorescencia Inducida Por Laser Palacios Tesis 2015Fabián PalaciosAún no hay calificaciones
- PC2 Ancajima Aguilar RenatoDocumento39 páginasPC2 Ancajima Aguilar RenatoRenato AncajimaAún no hay calificaciones
- Defectos en Las Piezas FundidasDocumento4 páginasDefectos en Las Piezas FundidasDanielle KaufmanAún no hay calificaciones
- Introduccion AL TORNODocumento14 páginasIntroduccion AL TORNOAnthony Cesar Molina100% (1)
- Resumen ForjadoDocumento7 páginasResumen ForjadoAR HerreraAún no hay calificaciones
- Guia de Aceros para MoldesDocumento20 páginasGuia de Aceros para Moldesmomiercoles0% (1)
- Actividad 10Documento3 páginasActividad 10Nicolay CastellanoAún no hay calificaciones
- BicimáquinasDocumento4 páginasBicimáquinaspabloAún no hay calificaciones
- Ta2 Tecnica Mantenimiento YoelDocumento3 páginasTa2 Tecnica Mantenimiento YoelMiguel Angel Vilca AdcoAún no hay calificaciones
- Conformación de Vidrio Plano y TubularDocumento3 páginasConformación de Vidrio Plano y TubularErika Xiomara ArrisiagaAún no hay calificaciones
- Inmacisa Accesorios PDFDocumento21 páginasInmacisa Accesorios PDFhexapodoAún no hay calificaciones
- Rubrica de Fluidos 2017Documento29 páginasRubrica de Fluidos 2017Edgar Caceres CaceresAún no hay calificaciones
- Fundicion en Molde de ArenaDocumento15 páginasFundicion en Molde de ArenaJavier MarquezAún no hay calificaciones
- El Taladro CNCDocumento7 páginasEl Taladro CNCmaikolAún no hay calificaciones
- BombaDocumento2 páginasBombaVictor CastroAún no hay calificaciones
- Forja InformeDocumento24 páginasForja InformeJhoseph Rafael Paucar PradoAún no hay calificaciones
- Plano de Explosion Ensamble Cortadora PDFDocumento1 páginaPlano de Explosion Ensamble Cortadora PDFSebastian VictorioAún no hay calificaciones
- Máquinas Herramientas: El Torno. Torno ParaleloDocumento27 páginasMáquinas Herramientas: El Torno. Torno ParaleloSR. ELMOAún no hay calificaciones
- RETROALIMENTACION Manual Del Torno ParaleloDocumento28 páginasRETROALIMENTACION Manual Del Torno ParaleloMaykol Jeferson Alvarez VargasAún no hay calificaciones
- Partes de TornoDocumento22 páginasPartes de TornoCourtney WilkersonAún no hay calificaciones
- Principios de TorneadoDocumento10 páginasPrincipios de TorneadoErnesto AmadorAún no hay calificaciones
- Modulo de Torno Mecanica IndustrialDocumento51 páginasModulo de Torno Mecanica IndustrialOSVALDO ADOLFO HOLGUÍN MARÍNAún no hay calificaciones
- Apuntes de TorneadoDocumento21 páginasApuntes de TorneadoNicolas Perez MaestriAún no hay calificaciones
- Apunte Tornería - 2ºCBDocumento6 páginasApunte Tornería - 2ºCBKarina GuenchulAún no hay calificaciones
- Trabajo Practico Nº4Documento5 páginasTrabajo Practico Nº4Ricardo Alberto BarrientosAún no hay calificaciones
- Po LinesDocumento12 páginasPo LinesEduardo UchpaAún no hay calificaciones
- Borrador de Mecanica de PrecDocumento34 páginasBorrador de Mecanica de PrecFelix ZaPataAún no hay calificaciones
- Partes Del Cabezal Movil TornoDocumento5 páginasPartes Del Cabezal Movil TornoBrandon LópezAún no hay calificaciones
- Maq TotalDocumento48 páginasMaq TotalRubén Nicolás Vásquez EscobarAún no hay calificaciones
- El Tractor Agrícola TeoriaDocumento14 páginasEl Tractor Agrícola TeoriaCesar Cerrato TorresAún no hay calificaciones
- Expediente de Maquinas de TarmaDocumento172 páginasExpediente de Maquinas de TarmaJuan Gonzales VigilAún no hay calificaciones
- D65ex 15e0Documento12 páginasD65ex 15e0Javier Areasen Isidro BeltranAún no hay calificaciones
- Ram 700 Ficha TecnicaDocumento4 páginasRam 700 Ficha TecnicaHéctor BoggioniAún no hay calificaciones
- Sistema Hidraulico (Bulldozer) (2.0)Documento12 páginasSistema Hidraulico (Bulldozer) (2.0)Felipe Gutierrez Jeria100% (1)
- Manual Lada 2107Documento27 páginasManual Lada 2107Jesus David Arias RodriguezAún no hay calificaciones
- Normativa Jaso MaDocumento2 páginasNormativa Jaso MaJocelyne Bruselas AuzaAún no hay calificaciones
- Tema 7-Mecanica Basica - RecognizedDocumento61 páginasTema 7-Mecanica Basica - RecognizedRyan PibaqueAún no hay calificaciones
- Unidades Automocion PDFDocumento33 páginasUnidades Automocion PDFDani-meganeboy100% (14)
- Capt04 4Documento19 páginasCapt04 4Ruben CruzAún no hay calificaciones
- Ficha Tecnica Ranault C520Documento2 páginasFicha Tecnica Ranault C520B Quezada XkitaAún no hay calificaciones
- Transmisiones Por FricciónDocumento2 páginasTransmisiones Por FricciónAudaz87100% (3)
- Mecanismos TestDocumento2 páginasMecanismos Testjromero_147450Aún no hay calificaciones
- Ford Argentina - Mantenimiento Ford Focus 2016Documento65 páginasFord Argentina - Mantenimiento Ford Focus 2016Alejandro LinguaAún no hay calificaciones
- Actividad 3Documento2 páginasActividad 3Jose Nicolas Tautiva ContrerasAún no hay calificaciones
- Nte Inen 2477: Norma Técnica EcuatorianaDocumento16 páginasNte Inen 2477: Norma Técnica EcuatorianaNelsonAvilaAún no hay calificaciones
- Carmix 35TT EspDocumento2 páginasCarmix 35TT EspAllan Francisco Perez CordobaAún no hay calificaciones
- WEG Motor de Corriente Continua Manual EspanolDocumento42 páginasWEG Motor de Corriente Continua Manual EspanolIvan SantamariaAún no hay calificaciones
- A4 Jose SilverioDocumento4 páginasA4 Jose SilverioJonathan FaustinoAún no hay calificaciones
- Tornillo Sinfín y La Rueda DentadaDocumento5 páginasTornillo Sinfín y La Rueda DentadaEduardo Tello del PinoAún no hay calificaciones
- Versià N Final Cuestionario-Curso VirtualDocumento24 páginasVersià N Final Cuestionario-Curso Virtualnayu gomezAún no hay calificaciones
- Historia Del Tornillos SinfinDocumento28 páginasHistoria Del Tornillos Sinfindarilaho50% (2)
- Inspección Macal RAM 1500Documento4 páginasInspección Macal RAM 1500Claudio Nicolas Pizarro EspinozaAún no hay calificaciones