También podría gustarte
- Presentacion Capacitacion Toma Muestras Welker GLPDocumento59 páginasPresentacion Capacitacion Toma Muestras Welker GLPfelix albertAún no hay calificaciones
- Gasoducto Jaltipan-Salina Cruz 12 Pulg Diam Rev2 17ABR12Documento65 páginasGasoducto Jaltipan-Salina Cruz 12 Pulg Diam Rev2 17ABR12Oscar I. Reyes Bautista100% (2)
- Ejemplos de Emergencias Por Fallas Operacionales de Los Procesos de RefinacionDocumento9 páginasEjemplos de Emergencias Por Fallas Operacionales de Los Procesos de RefinaciondorysAún no hay calificaciones
- Cap 06 Flujo en TuberíasDocumento35 páginasCap 06 Flujo en Tuberíasbenja navarreteAún no hay calificaciones
- Conceptos Del HazopDocumento19 páginasConceptos Del HazopPerla Cristal Almeyda OlanAún no hay calificaciones
- Corrosión Por HidrógenoDocumento12 páginasCorrosión Por HidrógenoAndrea García Zapata50% (2)
- 2184-1 E1 - Protección de Las Estructuras Contra Rayos PDFDocumento53 páginas2184-1 E1 - Protección de Las Estructuras Contra Rayos PDFfrostest0% (2)
- Daño Por Hidrógeno CorrosiónDocumento23 páginasDaño Por Hidrógeno CorrosiónRodrigo Alejandro García García100% (1)
- Hidrotratamiento y DesulfuraciónDocumento23 páginasHidrotratamiento y DesulfuraciónDavid Flores100% (1)
- HidrotratamientoDocumento34 páginasHidrotratamientoLuis LeyvaAún no hay calificaciones
- MDP-02-FF-05 Flujo Bifasico Liquido - VaporDocumento56 páginasMDP-02-FF-05 Flujo Bifasico Liquido - VaporPablo JoséAún no hay calificaciones
- NTC5897Documento11 páginasNTC5897juan canencio100% (1)
- Reducción Emisiones Metano Guía Antorchas ESDocumento22 páginasReducción Emisiones Metano Guía Antorchas ESCHIMICHANGA2Aún no hay calificaciones
- Cracking CatalíticoDocumento20 páginasCracking CatalíticoGunnar Leonardo Gutiérrez QuisbertAún no hay calificaciones
- 2013B Poder CalorificoDocumento62 páginas2013B Poder CalorificoCesarEduardoGarnicaGomezAún no hay calificaciones
- 1.-Clasificacion de Los Reactores PDFDocumento1 página1.-Clasificacion de Los Reactores PDFRichard Amaya PizarroAún no hay calificaciones
- Ley 23077 de Defensa de La DemocraciaDocumento11 páginasLey 23077 de Defensa de La DemocraciaCaio JeandetAún no hay calificaciones
- 7160-W5TR Odorizacion Gas NaturalDocumento4 páginas7160-W5TR Odorizacion Gas NaturalEdwin RamirezAún no hay calificaciones
- T Espe 040214Documento184 páginasT Espe 040214MaicolBalabarcaMedinaAún no hay calificaciones
- HidrotratamientoDocumento16 páginasHidrotratamientoIlan Ivasko Aroca MaestreAún no hay calificaciones
- HDS Oxido de Propileno (Lyondell) Version Alginatos Diciembre 2017 Version 3Documento16 páginasHDS Oxido de Propileno (Lyondell) Version Alginatos Diciembre 2017 Version 3JUAN OLIVARES OPORTOAún no hay calificaciones
- TratamientoDocumento9 páginasTratamientoJuan Pablo Delgado PomachaguaAún no hay calificaciones
- Espuma Contra IncendiosDocumento23 páginasEspuma Contra Incendiosayda velasquezAún no hay calificaciones
- Poder CalorificoDocumento4 páginasPoder CalorificoPEPEAún no hay calificaciones
- AB-IYO-ED-09-181-01.Recipientes A Presión PDFDocumento29 páginasAB-IYO-ED-09-181-01.Recipientes A Presión PDFunfalsoimpostorAún no hay calificaciones
- Flujo en Tuberías HorizontalesDocumento23 páginasFlujo en Tuberías HorizontalesEstela A. OlánAún no hay calificaciones
- Anexo BG Mejorador de FlujoDocumento11 páginasAnexo BG Mejorador de FlujoMario Avalos SalazarAún no hay calificaciones
- Desmineralizadores de Agua IIDocumento2 páginasDesmineralizadores de Agua IIel doctolAún no hay calificaciones
- Gas Compression MagazineDocumento28 páginasGas Compression MagazineCristian Javier Sierra100% (1)
- Lavado QuimicoDocumento5 páginasLavado QuimicoLeonardo Tillería V.Aún no hay calificaciones
- Resolución OPDS #112607Documento12 páginasResolución OPDS #112607Cesar Armando LanzAún no hay calificaciones
- Tiempo - Descarga.recipientes Ingenieria QuimicaDocumento17 páginasTiempo - Descarga.recipientes Ingenieria QuimicaantoniojaviermaciasAún no hay calificaciones
- Tipo de Fallas de SoportesDocumento11 páginasTipo de Fallas de SoportesEric AcostaAún no hay calificaciones
- Tesis Ing de Detalle en Planta ARU SWSDocumento201 páginasTesis Ing de Detalle en Planta ARU SWSMarlon ArteagaAún no hay calificaciones
- Procesos de Una RefineriaDocumento27 páginasProcesos de Una RefineriaDumar Armando RiañoAún no hay calificaciones
- Megger-Insulationtester ESDocumento67 páginasMegger-Insulationtester ESJesus Molina100% (1)
- Directrices para La Distribución de Oxido de PropilenoDocumento60 páginasDirectrices para La Distribución de Oxido de Propilenobego00100% (2)
- Api MPMS Chapter 17.2Documento47 páginasApi MPMS Chapter 17.2Amed Enrique Ortega MonteroAún no hay calificaciones
- Protocolo de Arranque Bombas SumerguiblesDocumento2 páginasProtocolo de Arranque Bombas SumerguiblesRICARDO ROJAS PASTORAún no hay calificaciones
- Integridad de Activos - La Clave para Gestionar Los Principales Riesgos de Incidentes PDFDocumento38 páginasIntegridad de Activos - La Clave para Gestionar Los Principales Riesgos de Incidentes PDFJohn Delgado SeclenAún no hay calificaciones
- 2012 ANEXO HIDRANTES Generalidades para Instalar Un HidranteDocumento3 páginas2012 ANEXO HIDRANTES Generalidades para Instalar Un HidranteYane MoraAún no hay calificaciones
- Manual Friamat EcoDocumento30 páginasManual Friamat Ecochesar_17Aún no hay calificaciones
- Megaproyecto en NeuquénDocumento9 páginasMegaproyecto en NeuquénRebeca Madriz MarinAún no hay calificaciones
- Nag 125Documento59 páginasNag 125vhlmAún no hay calificaciones
- Norma Protección Catódica 1.0 PDFDocumento42 páginasNorma Protección Catódica 1.0 PDFjavivi_75Aún no hay calificaciones
- Catalogo ERECOSDocumento149 páginasCatalogo ERECOSTatiana Nuñez Verdezoto100% (2)
- Articul - Guia Clasificación Zonas Riesgo Por Gases Inflamables - 2Documento7 páginasArticul - Guia Clasificación Zonas Riesgo Por Gases Inflamables - 2jaboneteAún no hay calificaciones
- Diseño de Recipiente para GNCDocumento21 páginasDiseño de Recipiente para GNCfrancklinAún no hay calificaciones
- Aceros Especiales RDocumento6 páginasAceros Especiales RInfernuzAún no hay calificaciones
- Catalisis Refinacion y PetroquimicaDocumento11 páginasCatalisis Refinacion y PetroquimicaFatima Salvador0% (1)
- Descripción Del Contexto OperacionalDocumento13 páginasDescripción Del Contexto OperacionalVicente JimenezAún no hay calificaciones
- Odorizacion en Redes de Distribucion - Protección Catódica - Inspección de Fugas y Atención de EmergenciasDocumento33 páginasOdorizacion en Redes de Distribucion - Protección Catódica - Inspección de Fugas y Atención de EmergenciasAngela SpelorziAún no hay calificaciones
- HidrotratamientoDocumento8 páginasHidrotratamientoWilmerAún no hay calificaciones
- Beneficios Del Proceso de Hidrotratamientos de Gasóleos de Carga A FCCDocumento11 páginasBeneficios Del Proceso de Hidrotratamientos de Gasóleos de Carga A FCCyxaraAún no hay calificaciones
- Obtención de GNL y RegasificaciónDocumento20 páginasObtención de GNL y RegasificaciónGary Sejas Ruiz100% (1)
- Presentacion S7, GRUPO1, PROCESOS DE REMOCION DE AZUFREDocumento20 páginasPresentacion S7, GRUPO1, PROCESOS DE REMOCION DE AZUFRECristhian Alfaro TrejoAún no hay calificaciones
- HIDRODESULFURACIÓNDocumento17 páginasHIDRODESULFURACIÓNEVANINMORTAL100% (2)
- Capítulo 2-Tesina Hidrocarburos-NahomiDocumento13 páginasCapítulo 2-Tesina Hidrocarburos-NahomiCristhian MatAún no hay calificaciones
- Plantas de Hidrorrefino y AlquilaciónDocumento28 páginasPlantas de Hidrorrefino y AlquilaciónCristian González Burzichelli100% (1)
- Guía 2 - Química Tipos de EnlaceDocumento4 páginasGuía 2 - Química Tipos de EnlaceJuanita SernaAún no hay calificaciones
- Secuencias 3 GradoDocumento39 páginasSecuencias 3 Gradojuan ignacio casas veronAún no hay calificaciones
- Guia de Lab Mecanica de Fluidos Fuerzas PlanasDocumento35 páginasGuia de Lab Mecanica de Fluidos Fuerzas Planasel magoAún no hay calificaciones
- Sistemas ColoidalesDocumento22 páginasSistemas Coloidalesluis carlos silva rebazaAún no hay calificaciones
- Parametros Organolepticos, PH y TurbiedadDocumento22 páginasParametros Organolepticos, PH y Turbiedadivan100% (1)
- Equilibrio Liquido Vapor en Un Sistema NDocumento4 páginasEquilibrio Liquido Vapor en Un Sistema NChristopher Andree Davila ArecheAún no hay calificaciones
- INFORME 1 Componente Practico UnadDocumento6 páginasINFORME 1 Componente Practico UnadFernando Cerón Muñoz100% (1)
- SIKA Colocación CeramicaDocumento28 páginasSIKA Colocación CeramicaLuis AbiaAún no hay calificaciones
- Operacion de Calderas Vapor - AlbujarDocumento98 páginasOperacion de Calderas Vapor - AlbujarYojhan Corahua100% (1)
- PH, Temperatura, NH4, NO2, NO3, GH, KH, O2, SalinidadDocumento6 páginasPH, Temperatura, NH4, NO2, NO3, GH, KH, O2, SalinidadLeonardo CorredorAún no hay calificaciones
- Vendaje Dynamic TapeDocumento4 páginasVendaje Dynamic TapeCLUB LIBERTAD BOLIVIA - EL ALTOAún no hay calificaciones
- Cuaderno de Ejercicio 2Documento35 páginasCuaderno de Ejercicio 2PachecoMitziAún no hay calificaciones
- Sustancias Quimicas MBKDocumento19 páginasSustancias Quimicas MBKEduardo Javier Lòpez VanegasAún no hay calificaciones
- Estructura y Organizacion de Material GeneticoDocumento32 páginasEstructura y Organizacion de Material GeneticoVlad YslavAún no hay calificaciones
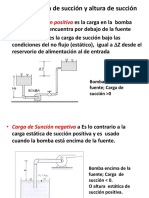
- Linea de Impulsion 2Documento15 páginasLinea de Impulsion 2davidAún no hay calificaciones
- Investigación Balance de ProducciónDocumento7 páginasInvestigación Balance de ProducciónAngel Sanchez UribeAún no hay calificaciones
- Sesion Comprendemos Textos Sobre El Uso Del AguaDocumento6 páginasSesion Comprendemos Textos Sobre El Uso Del AguaSaul MalkiAún no hay calificaciones
- Calculo de Cables de Las Instalaciones Electricas-P11Documento29 páginasCalculo de Cables de Las Instalaciones Electricas-P11Jacob FordAún no hay calificaciones
- Url 08 Ing01Documento17 páginasUrl 08 Ing01Yaneth IslasAún no hay calificaciones
- Inspeccion Wemco S-701PDocumento11 páginasInspeccion Wemco S-701PJuan Diego Serrano LeónAún no hay calificaciones
- Control de Calidad TermometrosDocumento6 páginasControl de Calidad TermometrosMARIA CRUZAún no hay calificaciones
- PortaimpresionDocumento5 páginasPortaimpresionAlexa Yameli PAún no hay calificaciones
- Adhesivos WordDocumento5 páginasAdhesivos WordAngel nuñoAún no hay calificaciones
- Poster Revision RecaldentDocumento1 páginaPoster Revision RecaldentLuis Del Río RamirezAún no hay calificaciones
- Gasificación PDFDocumento11 páginasGasificación PDFAlber DzêkoAún no hay calificaciones
- Sand BlastDocumento11 páginasSand BlastconectorAún no hay calificaciones
- Diseño de Mezclas de ConcretoDocumento9 páginasDiseño de Mezclas de ConcretoOscar UrbinaAún no hay calificaciones
- Plantilla 4 - Fase 7 - CorrelacionalDocumento6 páginasPlantilla 4 - Fase 7 - CorrelacionalYineht AlfonsoAún no hay calificaciones
- CondensadoresDocumento23 páginasCondensadoresHugo GarayAún no hay calificaciones
- Prueba VrsDocumento8 páginasPrueba VrsAlejandro RamírezAún no hay calificaciones