También podría gustarte
- Sistemas de puesta a tierra: Diseñado con IEEE-80 y evaluado con MEFDe EverandSistemas de puesta a tierra: Diseñado con IEEE-80 y evaluado con MEFCalificación: 4.5 de 5 estrellas4.5/5 (7)
- Manual de Servicio Grove Tms9000eDocumento502 páginasManual de Servicio Grove Tms9000eRuben De La Rosa88% (8)
- Metodos Kani .Taka y OtrosDocumento44 páginasMetodos Kani .Taka y OtrosDiego Alejandro Bernal100% (4)
- Soldadura Mig MagDocumento12 páginasSoldadura Mig MagAndres Martinez MezaAún no hay calificaciones
- Ciclo Combinado de Gas y VaporDocumento62 páginasCiclo Combinado de Gas y VaporSergio Ramiro Gonzales AguilarAún no hay calificaciones
- Proceso GTAWDocumento34 páginasProceso GTAWIvan Perez100% (1)
- Trabajo MecánicoDocumento3 páginasTrabajo MecánicoRosi Cruz Diaz100% (1)
- TIRESDocumento90 páginasTIRESdaniel100% (1)
- INforme SOLDADURADocumento4 páginasINforme SOLDADURACinthia LlanquiAún no hay calificaciones
- Liebher Manual de Partes y PiezasDocumento489 páginasLiebher Manual de Partes y PiezasRaul Espinoza del Campo100% (1)
- Manual Operador Ejc 65 D Serie No 3467 Procedimientos Generales Seguridad Controlles Instrumentos Pruebas FrenosDocumento78 páginasManual Operador Ejc 65 D Serie No 3467 Procedimientos Generales Seguridad Controlles Instrumentos Pruebas Frenosdiego fuentes50% (2)
- Soldadura SMAWDocumento11 páginasSoldadura SMAWJose Aguirre100% (1)
- 4G - Proceso Operacional para Unir Piezas Alineadas A TopeDocumento14 páginas4G - Proceso Operacional para Unir Piezas Alineadas A Tope16476148100% (1)
- Soldadura BlandaDocumento13 páginasSoldadura BlandaClaudio CampisiAún no hay calificaciones
- Proceso de Soldadura MigDocumento21 páginasProceso de Soldadura MigEndher RojasAún no hay calificaciones
- PDF SoldaduraDocumento95 páginasPDF SoldaduraJosé MateoAún no hay calificaciones
- Soldadura Por Resistencia RW)Documento18 páginasSoldadura Por Resistencia RW)Alonso LaraAún no hay calificaciones
- Soldadura Por Resistencia Electrica Por PuntosDocumento27 páginasSoldadura Por Resistencia Electrica Por Puntoshuayhuas_170% (1)
- Informe RSWDocumento5 páginasInforme RSWWaniel CalvacheAún no hay calificaciones
- TRADUCCION Soldadura Por ResistenciaDocumento12 páginasTRADUCCION Soldadura Por ResistenciaYoanela VargasAún no hay calificaciones
- Soldadura Por ResistenciaDocumento5 páginasSoldadura Por Resistenciajonatan trigos perezAún no hay calificaciones
- Soldadura Por Resistencia Electrica Por PuntosDocumento26 páginasSoldadura Por Resistencia Electrica Por PuntosMateo Huayhuas TaipeAún no hay calificaciones
- Soldadura Por ResistenciaDocumento6 páginasSoldadura Por ResistenciaEdwin EspinoAún no hay calificaciones
- CebadoDocumento9 páginasCebadoPaul Rockings PaezAún no hay calificaciones
- Soldadura. Electrica PDFDocumento85 páginasSoldadura. Electrica PDFOrielAún no hay calificaciones
- Soldadura Con Arco Eléctrico Protegido (Pacheco)Documento15 páginasSoldadura Con Arco Eléctrico Protegido (Pacheco)Ateruz ArauzAún no hay calificaciones
- Soldadura Laser FinalDocumento22 páginasSoldadura Laser FinalJoseLuisAlanocaAún no hay calificaciones
- Expo 2Documento24 páginasExpo 2Karla AncoAún no hay calificaciones
- Manufactura (Asignacion 1)Documento11 páginasManufactura (Asignacion 1)jose gabriel arteaga salazarAún no hay calificaciones
- Tipos de SoldaduraDocumento7 páginasTipos de Soldadurajavier macarenoAún no hay calificaciones
- Informe SoldaduraDocumento14 páginasInforme SoldaduraChristian CanchigniaAún no hay calificaciones
- Maquina de Electroerosión Por HiloDocumento9 páginasMaquina de Electroerosión Por HiloJuan GuzmánAún no hay calificaciones
- LabDocumento19 páginasLabDilson BenitezAún no hay calificaciones
- Informe 2 Procesos SoldaduraDocumento7 páginasInforme 2 Procesos SoldaduraPedrito TzaquimbioAún no hay calificaciones
- Terminos de SoldaduraDocumento22 páginasTerminos de SoldaduraHugo JimenezAún no hay calificaciones
- Ud5 Sistemas de Soldadura ElectricaDocumento11 páginasUd5 Sistemas de Soldadura ElectricaTALLERES SAN EMETERIOAún no hay calificaciones
- Instrucciones SP2Documento16 páginasInstrucciones SP2MIGUEL PEREZ MARTINEZAún no hay calificaciones
- Maquinas de LabDocumento8 páginasMaquinas de LabDiego Paredes LinaresAún no hay calificaciones
- Soldadura Resumen PDocumento20 páginasSoldadura Resumen PjuanAún no hay calificaciones
- Soldadura Por ResistenciaDocumento29 páginasSoldadura Por ResistenciaAXEL ESTEVA VASQUEZAún no hay calificaciones
- Manual Electrico Viakon - Capitulo 3Documento11 páginasManual Electrico Viakon - Capitulo 3Indus EspecialidadAún no hay calificaciones
- Inspección en Soldadura de Tuberías de PEADDocumento70 páginasInspección en Soldadura de Tuberías de PEADDaniel MesaAún no hay calificaciones
- Diapositivas GmawDocumento66 páginasDiapositivas GmawMigueMarencoS100% (1)
- SoldaduraDocumento11 páginasSoldaduraJorge EspinozaAún no hay calificaciones
- Parcial#2 SoldaaduraDocumento27 páginasParcial#2 SoldaaduraCarol De LeónAún no hay calificaciones
- Mig MagDocumento5 páginasMig Magjosemanuel.quevedo.gonzalez7Aún no hay calificaciones
- TAREA ACADEMICA 3 ManufacturaDocumento11 páginasTAREA ACADEMICA 3 ManufacturaSebastian Quispe CapchaAún no hay calificaciones
- Capitulo III de Procesos de Union y Ensamble Procesos Manufactura IDocumento176 páginasCapitulo III de Procesos de Union y Ensamble Procesos Manufactura Ialberto pachecoAún no hay calificaciones
- Especificación de Máquina de Relevado de Esfuerzos Por Tratamiento TérmicoDocumento4 páginasEspecificación de Máquina de Relevado de Esfuerzos Por Tratamiento TérmicoCarlos Quiñonez MendozaAún no hay calificaciones
- Soldadura Por ResistenciaDocumento18 páginasSoldadura Por ResistenciaRoberto CorbelleAún no hay calificaciones
- Soldadura Por Resistencia ElectricaDocumento14 páginasSoldadura Por Resistencia ElectricaJavier Plaza GuerreroAún no hay calificaciones
- Taller de SoldaduraDocumento12 páginasTaller de SoldaduraYANDRA IDALI SEGURA RODRIGUEZAún no hay calificaciones
- Clase de SOLDADURA AL ARCO ELÉCTRICO SMAWDocumento10 páginasClase de SOLDADURA AL ARCO ELÉCTRICO SMAWJhon Paytampoma RamosAún no hay calificaciones
- Fuente de Poder GmawDocumento19 páginasFuente de Poder GmawJoseph VásquezAún no hay calificaciones
- Foro Tematico Soldadura de MatenimientoDocumento4 páginasForo Tematico Soldadura de MatenimientoStiven ChavarriAún no hay calificaciones
- Informe Previo 2 Electrotecnia UnmsmDocumento8 páginasInforme Previo 2 Electrotecnia Unmsmjean carlosAún no hay calificaciones
- Informe 8 NoseDocumento17 páginasInforme 8 NoseElmer MaquiAún no hay calificaciones
- Parte 2 Cursopsa Sold ResistenciaDocumento92 páginasParte 2 Cursopsa Sold ResistenciaNepperAún no hay calificaciones
- Soldadura Al Arco Manual2023Documento59 páginasSoldadura Al Arco Manual2023Enzo DiazAún no hay calificaciones
- PRACTICA SOLDADURA ELECTRICA 2016 FinalDocumento23 páginasPRACTICA SOLDADURA ELECTRICA 2016 FinalMichael RuizAún no hay calificaciones
- Soldadura Por ElecropuntoDocumento7 páginasSoldadura Por ElecropuntoyuriannyAún no hay calificaciones
- Practica #11 Proc - de Sold - A Arco Smaw-Gtaw - FcawDocumento38 páginasPractica #11 Proc - de Sold - A Arco Smaw-Gtaw - FcawDavid Angel Arce MamaniAún no hay calificaciones
- SoldaduraconcautinDocumento9 páginasSoldaduraconcautinEDWIN GUILLENAún no hay calificaciones
- Soldador de Punto A PuntoDocumento8 páginasSoldador de Punto A PuntoGrober QuispeAún no hay calificaciones
- Informe de SoldaduraDocumento8 páginasInforme de SoldaduraJose Armando Pacoricona SangaAún no hay calificaciones
- Laboratorio N°3 Propiedades de Estancamiento en Gas Ideal y Gas PerfectoDocumento12 páginasLaboratorio N°3 Propiedades de Estancamiento en Gas Ideal y Gas PerfectoJameson Big Gonzalez OrozcoAún no hay calificaciones
- Variables y Ecuacion de Estado - Grupo FDocumento14 páginasVariables y Ecuacion de Estado - Grupo FLinda Lucía VillarrealAún no hay calificaciones
- Semana 4 - CENTRALES TERMICAS CICLO COMBINADO PARTE 2Documento23 páginasSemana 4 - CENTRALES TERMICAS CICLO COMBINADO PARTE 2DIAZFRANK549100% (1)
- Teoria Practica 2 MECADocumento3 páginasTeoria Practica 2 MECAbruno murga vegaAún no hay calificaciones
- Práctica 6 Laboratorio de TermodinámicaDocumento7 páginasPráctica 6 Laboratorio de TermodinámicaFranz Antik GarciaAún no hay calificaciones
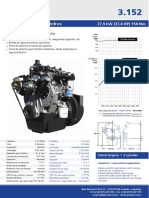
- Motor 3 152 PDFDocumento1 páginaMotor 3 152 PDFAlberto SoláAún no hay calificaciones
- Guía Media 1Documento3 páginasGuía Media 1Bernardo Andres Miranda DonosoAún no hay calificaciones
- Practica de Riel de AireDocumento4 páginasPractica de Riel de AireYenni BurgosAún no hay calificaciones
- Como Funciona El Medidor de Un Tanque de Combustible - Mecánica de AutosDocumento1 páginaComo Funciona El Medidor de Un Tanque de Combustible - Mecánica de AutoscargscribAún no hay calificaciones
- Analisis de Averias de Piñon de Ataque (Corona de Carro)Documento9 páginasAnalisis de Averias de Piñon de Ataque (Corona de Carro)Ricardo Sud0% (1)
- Leyes de SemejanzaDocumento18 páginasLeyes de SemejanzaEduardo Romo BautistaAún no hay calificaciones
- Similitud Hidraulica y Analisis DimensionalDocumento21 páginasSimilitud Hidraulica y Analisis DimensionalJuan IGAún no hay calificaciones
- Parcial 3 DinamicosDocumento12 páginasParcial 3 DinamicosJorge Eduardo Orozco ZunigaAún no hay calificaciones
- Cap 6cont 3Documento13 páginasCap 6cont 3DanielAún no hay calificaciones
- Ley de Newton de La ViscosidadDocumento4 páginasLey de Newton de La ViscosidadEdgar Galindo PicazoAún no hay calificaciones
- Reporte de FatigaDocumento42 páginasReporte de FatigaDavid SanchezAún no hay calificaciones
- CinematicaDocumento2 páginasCinematicaFélix GalvánAún no hay calificaciones
- Case Construction Motoniveladoras 865B EODocumento6 páginasCase Construction Motoniveladoras 865B EOJair Mauricio HENAO CASALLASAún no hay calificaciones
- EJERCITACIÓN CinematicaDocumento6 páginasEJERCITACIÓN CinematicaRaul Saavedra0% (1)
- 4 Conservación de La MasaDocumento20 páginas4 Conservación de La MasaguillermoAún no hay calificaciones
- S11MRMDocumento26 páginasS11MRMMilan Alessandro Lavado JaraAún no hay calificaciones
- Aplicaciones de Centro de Masa y Momento InerciaDocumento3 páginasAplicaciones de Centro de Masa y Momento InerciaJUAN CARLOS PALOMINO ZUÑIGAAún no hay calificaciones
- Conjunto Botador de DistribucionDocumento12 páginasConjunto Botador de DistribucionMariano BonolaAún no hay calificaciones