También podría gustarte
- Herramientas de RoscadoDocumento25 páginasHerramientas de RoscadoCristian RamirezAún no hay calificaciones
- EscariadorDocumento12 páginasEscariadorleosar_1287Aún no hay calificaciones
- Maquinas Mov RectoDocumento12 páginasMaquinas Mov RectoPablitoAún no hay calificaciones
- PlaquitasDocumento6 páginasPlaquitasDiegoAún no hay calificaciones
- Velocidad de corte, avance y profundidad en fresadoDocumento20 páginasVelocidad de corte, avance y profundidad en fresadojulio benjaminAún no hay calificaciones
- Informe BrocaDocumento10 páginasInforme BrocaAnrres Velasquez GarciaAún no hay calificaciones
- 7.1. PunzonadoDocumento19 páginas7.1. PunzonadoFrancisco ToroAún no hay calificaciones
- Procesos de mecanizado de agujeros y superficiesDocumento5 páginasProcesos de mecanizado de agujeros y superficiesybarrancozAún no hay calificaciones
- 01 Perforacion y Voladura de Rocas (Actualizacion)Documento92 páginas01 Perforacion y Voladura de Rocas (Actualizacion)parpejoAún no hay calificaciones
- Clase N.08Documento50 páginasClase N.08peepAún no hay calificaciones
- UD 2 Operacionnes Básicas de Mecanizado A ManoDocumento104 páginasUD 2 Operacionnes Básicas de Mecanizado A ManogongergalAún no hay calificaciones
- Taladrado - Mecanica de AjusteDocumento103 páginasTaladrado - Mecanica de AjusteFelipe EscobarAún no hay calificaciones
- Fresado de RanurasDocumento9 páginasFresado de RanurasEduardo PGAún no hay calificaciones
- 01 Perforacion y Voladura de Rocas (Actualizacion)Documento92 páginas01 Perforacion y Voladura de Rocas (Actualizacion)Juan Cardenas Valenzuela100% (1)
- Factores que influyen en la velocidad de corte y el torneado cónicoDocumento6 páginasFactores que influyen en la velocidad de corte y el torneado cónicoBetzabel Beraun CarlosAún no hay calificaciones
- Guía I - ConididadDocumento7 páginasGuía I - ConididadIsaias Guevara100% (1)
- Normas de seguridad y herramientas de torneadoDocumento18 páginasNormas de seguridad y herramientas de torneadoCristal MuranoAún no hay calificaciones
- FORO Tematico 1 - Influencia de la velocidad de corte en acabado y desbasteDocumento7 páginasFORO Tematico 1 - Influencia de la velocidad de corte en acabado y desbasteSamirAún no hay calificaciones
- Perforación Rotary en Mineria Superficial1 PDFDocumento36 páginasPerforación Rotary en Mineria Superficial1 PDFRoy Aparicio PeraltaAún no hay calificaciones
- Taladros Largos enDocumento38 páginasTaladros Largos enWILFREDO CALISAYAAún no hay calificaciones
- Procesos de taladrado y escariadoDocumento32 páginasProcesos de taladrado y escariadoSebastian Stayle Moreno SolanoAún no hay calificaciones
- Fresado FrontalDocumento21 páginasFresado FrontalFernando PonceAún no hay calificaciones
- Drill String Seminar TradDocumento24 páginasDrill String Seminar TradWalter Aviles HuamanAún no hay calificaciones
- Trabajabilidad de La MaderaDocumento33 páginasTrabajabilidad de La MaderaEdwin PachecoAún no hay calificaciones
- Catalogo de BrocaDocumento20 páginasCatalogo de BrocaJesús Eduardo Oviedo GalloAún no hay calificaciones
- Barreno MaxDocumento9 páginasBarreno MaxernestoAún no hay calificaciones
- RoscadoDocumento5 páginasRoscadoRoberto CruzAún no hay calificaciones
- Procesos relacionados con el taladradoDocumento13 páginasProcesos relacionados con el taladradoGonzález Hernández Juan PabloAún no hay calificaciones
- Perforación MineraDocumento22 páginasPerforación MineraAlexander LescotAún no hay calificaciones
- Brocas HelicoidalesDocumento13 páginasBrocas HelicoidalesEber ChoqueAún no hay calificaciones
- Diseño de Rosca de TornillosDocumento9 páginasDiseño de Rosca de Tornillosjcmendez506Aún no hay calificaciones
- Act 4B-Màquines de Serrar - Youssef DeraouiDocumento3 páginasAct 4B-Màquines de Serrar - Youssef DeraouiyderaouichakkourAún no hay calificaciones
- Barreno - UncpDocumento9 páginasBarreno - UncpMijael EsplanaAún no hay calificaciones
- Trabajo Final Broca y Taladro VerIIDocumento24 páginasTrabajo Final Broca y Taladro VerIICarlos MejiaAún no hay calificaciones
- El TaladradroDocumento38 páginasEl TaladradroALEXIS ENEQUE FLORESAún no hay calificaciones
- Procesos IIDocumento6 páginasProcesos IIYunerbis Hernandez RAún no hay calificaciones
- Ejes cónicos roscados y tornillos: aplicaciones y sistemas de conicidadDocumento4 páginasEjes cónicos roscados y tornillos: aplicaciones y sistemas de conicidadJose Antonio CondeAún no hay calificaciones
- Foro Tematico IV SemestreeeeeDocumento5 páginasForo Tematico IV SemestreeeeeEl WachoAún no hay calificaciones
- Máquinas HerramientasDocumento20 páginasMáquinas HerramientaspersistenteAún no hay calificaciones
- PERFO - Sistema THDocumento80 páginasPERFO - Sistema THCristopher PeñaAún no hay calificaciones
- Procesos de mecanizado: roscado, punzonado y taladradoDocumento14 páginasProcesos de mecanizado: roscado, punzonado y taladradoSergio TorresAún no hay calificaciones
- Escariado AvellanadoDocumento6 páginasEscariado Avellanadoluiesesteban4Aún no hay calificaciones
- Foro Tematico Afilado Herramientas de CorteDocumento3 páginasForo Tematico Afilado Herramientas de CorteAron AFAún no hay calificaciones
- Espiga y PunzónDocumento16 páginasEspiga y PunzónJhosselin Yauri ValdozedaAún no hay calificaciones
- TaladradoraDocumento38 páginasTaladradorajuan carlosAún no hay calificaciones
- Condiciones de Corte en El TaladroDocumento6 páginasCondiciones de Corte en El TaladroMaria Fernanda Peñaloza GarciaAún no hay calificaciones
- Copia de Tema 3 - Uniones RoscadasDocumento4 páginasCopia de Tema 3 - Uniones Roscadasdrc8yf5272Aún no hay calificaciones
- Resumen de EscariadoDocumento11 páginasResumen de EscariadoFavieto100% (3)
- Foro TematicoDocumento4 páginasForo TematicoFabrizio Paiva RiosAún no hay calificaciones
- MaquinasDocumento30 páginasMaquinasluisevil1993Aún no hay calificaciones
- Unidad 55 Roscas y Corte de RoscasDocumento12 páginasUnidad 55 Roscas y Corte de Roscasrenato briceño0% (1)
- Foro Tematico Del Curso - TR1Documento4 páginasForo Tematico Del Curso - TR1jose carbajalAún no hay calificaciones
- Cutter Blade Reference Guide - ESDocumento5 páginasCutter Blade Reference Guide - ESMig GonAún no hay calificaciones
- Informacion General Del Sistema 1Documento4 páginasInformacion General Del Sistema 1Alexis Brayan Ricaldi GonzalesAún no hay calificaciones
- Herramientas Utilizadas en Las Maquinas CNDocumento32 páginasHerramientas Utilizadas en Las Maquinas CNivanAún no hay calificaciones
- Diseño de utillajes, matricería y prototipado con SolidWorksDe EverandDiseño de utillajes, matricería y prototipado con SolidWorksCalificación: 3 de 5 estrellas3/5 (1)
- Manejo de maquinaria de corte de bloques de piedra. IEXD0108De EverandManejo de maquinaria de corte de bloques de piedra. IEXD0108Aún no hay calificaciones
- Bladesmithing; Los 101 errores de la forja de cuchillos: Errores en la fabricación de cuchillos que arruinan tus cuchillos y cómo evitarlosDe EverandBladesmithing; Los 101 errores de la forja de cuchillos: Errores en la fabricación de cuchillos que arruinan tus cuchillos y cómo evitarlosAún no hay calificaciones
- Ejercicios sobre elasticidad y resistencia de materialesDe EverandEjercicios sobre elasticidad y resistencia de materialesAún no hay calificaciones
- Ha 561 2023 Mariela MejiaDocumento2 páginasHa 561 2023 Mariela MejiaMariel MejiaAún no hay calificaciones
- Control Numerico CNCDocumento37 páginasControl Numerico CNCMariel MejiaAún no hay calificaciones
- FACTURAS 2021 MazdaDocumento21 páginasFACTURAS 2021 MazdaMariel MejiaAún no hay calificaciones
- Practica de Ensambles Segunda Oportunidad 2da UnidadDocumento18 páginasPractica de Ensambles Segunda Oportunidad 2da UnidadMariel MejiaAún no hay calificaciones
- Determinación Del Método de ArranqueDocumento17 páginasDeterminación Del Método de ArranqueMariel MejiaAún no hay calificaciones
- Logo BannerDocumento1 páginaLogo BannerPaul Pools Flowers RedsAún no hay calificaciones
- Trabajo 2 Fisica II CalorDocumento5 páginasTrabajo 2 Fisica II CalorRichard Antony Alva RuizAún no hay calificaciones
- Deshidratacion Del Gas NaturalDocumento5 páginasDeshidratacion Del Gas NaturalMaría Jesús LaraAún no hay calificaciones
- Tomas Gonzalez Mancilla Semana 5 - TareaDocumento9 páginasTomas Gonzalez Mancilla Semana 5 - Tareatomas andres gonzalez mancillaAún no hay calificaciones
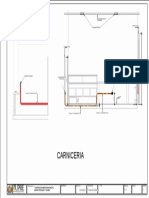
- Instalacion Electrica de Una Caseta de Mercado - 1Documento1 páginaInstalacion Electrica de Una Caseta de Mercado - 1albaroAún no hay calificaciones
- TornoDocumento4 páginasTornoMonroy Juarez JosephAún no hay calificaciones
- Cotizacion 1 JVGDocumento7 páginasCotizacion 1 JVGPatty AndradeAún no hay calificaciones
- INFORME - INTEGRACIONES - Grupo 05Documento23 páginasINFORME - INTEGRACIONES - Grupo 05Keyla LupucheAún no hay calificaciones
- Que Es Una Molecula AnfipaticaDocumento4 páginasQue Es Una Molecula AnfipaticaCarlos Poot Pech75% (4)
- Memorias SincelejoDocumento48 páginasMemorias SincelejoGerson ChamorroAún no hay calificaciones
- 0-II - Probl Resueltos EFE JLR 231015Documento118 páginas0-II - Probl Resueltos EFE JLR 231015Frailyn VerasAún no hay calificaciones
- Actividad de Aprendizaje - C1 - S4Documento9 páginasActividad de Aprendizaje - C1 - S4Pao JJAún no hay calificaciones
- Cambio de variables y jacobianos para integrales doblesDocumento5 páginasCambio de variables y jacobianos para integrales doblesAdrian MarmolejoAún no hay calificaciones
- Guia de Aprendizaje I Medio - Fenomenos de Luz y SombraDocumento2 páginasGuia de Aprendizaje I Medio - Fenomenos de Luz y Sombraleonardo baezaAún no hay calificaciones
- Civ224 PD1 2020 1Documento3 páginasCiv224 PD1 2020 1Franco Orcada ReateguiAún no hay calificaciones
- QuímicaDocumento3 páginasQuímicaMelanie Stylison100% (1)
- Informe de Equilibrio TermicoDocumento4 páginasInforme de Equilibrio TermicoBrayan VlAún no hay calificaciones
- Microscopia Grafeno en Pfizer Vial DR - CampraDocumento27 páginasMicroscopia Grafeno en Pfizer Vial DR - CampraemptyAún no hay calificaciones
- Equipos de Proteccion PersonalDocumento104 páginasEquipos de Proteccion PersonalmarcosAún no hay calificaciones
- Configuración electrónica y teorías del enlace químicoDocumento3 páginasConfiguración electrónica y teorías del enlace químicoCristian CastañedaAún no hay calificaciones
- Semana 24 - 1° - CytDocumento6 páginasSemana 24 - 1° - CytJessica ModestoAún no hay calificaciones
- Tensiometro AdultoDocumento4 páginasTensiometro Adultojaime romeroAún no hay calificaciones
- Esiqie-Paea-F01: 01 y 05 Susp. 10 Susp. 15 SuspDocumento3 páginasEsiqie-Paea-F01: 01 y 05 Susp. 10 Susp. 15 SuspPaola IbarraAún no hay calificaciones
- Lorenzo Perez Semana 4Documento5 páginasLorenzo Perez Semana 4Rodrigo MuñozAún no hay calificaciones
- TR1 Máquinas Herramientas 2022Documento7 páginasTR1 Máquinas Herramientas 2022Luis KarmaAún no hay calificaciones
- Problemas de Neumática 51 PreguntasDocumento35 páginasProblemas de Neumática 51 Preguntasnilsong100% (2)
- Catalogo WolseDocumento22 páginasCatalogo WolseIsaac MedinaAún no hay calificaciones
- Instituto Politecnico NacionalDocumento13 páginasInstituto Politecnico NacionalLalo MorenoAún no hay calificaciones
- Articulo TorsionDocumento3 páginasArticulo TorsionAbraham RiosAún no hay calificaciones
- Señalizacion GuardaviasDocumento17 páginasSeñalizacion GuardaviasKaty Milagros Pacheco CalderonAún no hay calificaciones