También podría gustarte
- 8 pilares TPM mejora continuaDocumento5 páginas8 pilares TPM mejora continuaLuis PalaciosAún no hay calificaciones
- Primeros AuxiliosDocumento5 páginasPrimeros AuxiliosGarzon Yrtc80% (5)
- Psicología Gestalt principiosDocumento2 páginasPsicología Gestalt principiosJulián Noreña100% (2)
- GM 6Documento43 páginasGM 6Freddy flavio Sucuytana cosiAún no hay calificaciones
- Mantenimiento Productivo Total tpm-618fdbb6529ffDocumento5 páginasMantenimiento Productivo Total tpm-618fdbb6529ffCamilo MiloAún no hay calificaciones
- UNIDAD III FILOSOFIA TPM y Unidad IV RCM TecnicasDocumento42 páginasUNIDAD III FILOSOFIA TPM y Unidad IV RCM Tecnicaskevin hernandezAún no hay calificaciones
- TPM pilares implementación ventajasDocumento10 páginasTPM pilares implementación ventajasRonald PerézAún no hay calificaciones
- Actividad 7 - Martínez Betanzos Yareth Sofía PDFDocumento13 páginasActividad 7 - Martínez Betanzos Yareth Sofía PDFYareth Sofia Martinez BetanzosAún no hay calificaciones
- Mantenimiento Productivo TotalDocumento7 páginasMantenimiento Productivo Totaldavid puchetaAún no hay calificaciones
- TPM - Mantenimiento Productivo TotalDocumento18 páginasTPM - Mantenimiento Productivo Total2122200125Aún no hay calificaciones
- Mantenimiento TPM Clase Dos 2022Documento22 páginasMantenimiento TPM Clase Dos 2022Octavio Alberto Catalán UndurragaAún no hay calificaciones
- 8 pilares TPMDocumento4 páginas8 pilares TPMDANIEL CRISTOBALAún no hay calificaciones
- Pilares TPMDocumento7 páginasPilares TPMJavier Fernando Ventura ZuñigaAún no hay calificaciones
- Formatos de ExamenesDocumento13 páginasFormatos de ExamenesjaviAún no hay calificaciones
- Los 8 pilares del TPM (menos deDocumento9 páginasLos 8 pilares del TPM (menos deAnonymous yd6wgAz100% (1)
- TPMDocumento12 páginasTPMFrederick FabrgasAún no hay calificaciones
- TPM Total Productive Maintenance - EXPOSICIÓNDocumento13 páginasTPM Total Productive Maintenance - EXPOSICIÓNLenin CastañedaAún no hay calificaciones
- Investigación Metodología TPM y SMED-EQUIPO 1Documento52 páginasInvestigación Metodología TPM y SMED-EQUIPO 1FernandaRamirezAún no hay calificaciones
- Mantenimiento - TPMDocumento22 páginasMantenimiento - TPMMariia Jose100% (3)
- Herramientas de Mejoramiento Continuo Justo A TiempoDocumento18 páginasHerramientas de Mejoramiento Continuo Justo A TiempoWendy Paola Chica SimancaAún no hay calificaciones
- TPM-ayuda-mantenimientoDocumento7 páginasTPM-ayuda-mantenimientoTroskr GallegosAún no hay calificaciones
- KAIZENDocumento4 páginasKAIZENGiovana CayzanaAún no hay calificaciones
- Mantenimiento productivo total (TPMDocumento34 páginasMantenimiento productivo total (TPMMarco HAAún no hay calificaciones
- MANTENIMIENTODocumento158 páginasMANTENIMIENTOAXEL RIVERA100% (1)
- Implementación exitosa del TPM a través de sus pilares y objetivos claveDocumento5 páginasImplementación exitosa del TPM a través de sus pilares y objetivos clavegilbertoAún no hay calificaciones
- Tacticas y Estrategias Del MantenimientoDocumento23 páginasTacticas y Estrategias Del MantenimientoJesusOmar50% (2)
- Mantenimiento Centrado en ConfiabilidadDocumento18 páginasMantenimiento Centrado en ConfiabilidadMelvin BrachoAún no hay calificaciones
- El Total Productive MaintenanceDocumento9 páginasEl Total Productive Maintenancema.veraleivaAún no hay calificaciones
- TC Mantenimiento IndustrialDocumento12 páginasTC Mantenimiento IndustrialAbraham TocasAún no hay calificaciones
- Los Pilares Del TPMDocumento4 páginasLos Pilares Del TPMDanielAlejandroAún no hay calificaciones
- Pmo, TPM, RCMDocumento13 páginasPmo, TPM, RCMDaniel Camilo Cobos CastellanosAún no hay calificaciones
- Mantenimiento TPMDocumento10 páginasMantenimiento TPMPatricia Cornejo CastroAún no hay calificaciones
- Ejercicio de Clase Tema MPTDocumento12 páginasEjercicio de Clase Tema MPTAlondra LorenzanaAún no hay calificaciones
- Balotario de MantenimientoDocumento9 páginasBalotario de MantenimientoMoisés Oscar García ZapataAún no hay calificaciones
- Instituto Tecnologico de ParralDocumento17 páginasInstituto Tecnologico de ParralEspinoza FernandaAún no hay calificaciones
- Guía Lean ManufacturingDocumento10 páginasGuía Lean ManufacturingYADYS SOLANO100% (1)
- Los 8 pilares TPMDocumento4 páginasLos 8 pilares TPMtareaschamitoAún no hay calificaciones
- Plan de Trabajo Del EstudianteDocumento8 páginasPlan de Trabajo Del EstudianteANDREA NICOLE MEZA GABRIELAún no hay calificaciones
- Act. 1 - Administracion de Mantenimiento - 1943535Documento10 páginasAct. 1 - Administracion de Mantenimiento - 1943535MAPE 724Aún no hay calificaciones
- SistemaMantenimientoITTIJDocumento4 páginasSistemaMantenimientoITTIJJulian CruzAún no hay calificaciones
- Foro TematicoDocumento5 páginasForo TematicoKessly CarrascoAún no hay calificaciones
- UNIVERSIDAD CENTROAMERICANA EdgarDocumento32 páginasUNIVERSIDAD CENTROAMERICANA EdgarHE Angel RoilAún no hay calificaciones
- Los Pilares Del Mantenimiento Productivo TotalDocumento3 páginasLos Pilares Del Mantenimiento Productivo TotalKike Martinez AtzompaAún no hay calificaciones
- Mesa Redonda #4 - Grupo II - La Combinacióndel TPM y El RCMDocumento9 páginasMesa Redonda #4 - Grupo II - La Combinacióndel TPM y El RCMcarlos martinezAún no hay calificaciones
- NUEVAS ORGANIZACIONES FACILITAN TPMDocumento7 páginasNUEVAS ORGANIZACIONES FACILITAN TPMGuillermo LeañoAún no hay calificaciones
- S12 Mantenimiento Productivo Total (TPM)Documento33 páginasS12 Mantenimiento Productivo Total (TPM)Ana Lucia Hinostroza RoqueAún no hay calificaciones
- TPM PDFDocumento24 páginasTPM PDFJavier Gallo EspinozaAún no hay calificaciones
- Implementacion Del TPMDocumento9 páginasImplementacion Del TPMGerman Gaspar RiveraAún no hay calificaciones
- TPM MANTENIMIENTODocumento3 páginasTPM MANTENIMIENTOØrlandø PøzøAún no hay calificaciones
- Presentación TPMDocumento16 páginasPresentación TPMAldo RomeroAún no hay calificaciones
- TPM Equipo 6Documento28 páginasTPM Equipo 6Cesar OrtizAún no hay calificaciones
- Mantenimiento Productivo TotalDocumento25 páginasMantenimiento Productivo TotalCristofer MillanAún no hay calificaciones
- Investigación TPM - Itzel Hernandez RojanoDocumento7 páginasInvestigación TPM - Itzel Hernandez RojanoTroskr GallegosAún no hay calificaciones
- TPM Diversos TopicosDocumento17 páginasTPM Diversos TopicosFran JimenezAún no hay calificaciones
- Resumen - Introducción Al Mantenimiento Productivo Total.Documento4 páginasResumen - Introducción Al Mantenimiento Productivo Total.FREDDY JHOAN CORDOBA APRAEZAún no hay calificaciones
- Exposicion Tupac Amaru Mantenimiento ELSEDocumento46 páginasExposicion Tupac Amaru Mantenimiento ELSEelmer0% (1)
- Entrega 4Documento8 páginasEntrega 4Dayana ManjarresAún no hay calificaciones
- RCM para optimizar planes de mantenimientoDocumento19 páginasRCM para optimizar planes de mantenimientoEulogio Tarija SerrudoAún no hay calificaciones
- Manufactura EsbeltaDocumento9 páginasManufactura EsbeltaOMAR OSBALDO ESQUER GARCIAAún no hay calificaciones
- Mantenimiento Productivo TotalDocumento18 páginasMantenimiento Productivo Totalgabriel pacovilca arhuataAún no hay calificaciones
- Optimizando la producción a través del Mantenimiento Productivo Total (TPMDocumento45 páginasOptimizando la producción a través del Mantenimiento Productivo Total (TPMAnonymous NWe9naDAún no hay calificaciones
- CalculosDocumento6 páginasCalculosGaspar Valentin BatunAún no hay calificaciones
- Domingo de RamosDocumento1 páginaDomingo de RamosantonioharAún no hay calificaciones
- tablaPDF PDFDocumento6 páginastablaPDF PDFjesh10Aún no hay calificaciones
- Baby EcowipesDocumento7 páginasBaby EcowipesGaspar Valentin BatunAún no hay calificaciones
- Instrumento de Evaluación de Gestión Del Mantenimiento A Equipos Industriales Tema 4Documento4 páginasInstrumento de Evaluación de Gestión Del Mantenimiento A Equipos Industriales Tema 4Gaspar Valentin BatunAún no hay calificaciones
- Exposición Formul y Eval de Proy Tema IIDocumento10 páginasExposición Formul y Eval de Proy Tema IIGaspar Valentin BatunAún no hay calificaciones
- Como Gerenciar Mi VidaDocumento8 páginasComo Gerenciar Mi Vidayulier carvajalAún no hay calificaciones
- Formato Guión Tarea 4 Planteamiento VideoDocumento5 páginasFormato Guión Tarea 4 Planteamiento VideoDANIELA CARRILLOAún no hay calificaciones
- Formato Condicional Con ControlesDocumento26 páginasFormato Condicional Con ControlesxdrossxAún no hay calificaciones
- EjerciciosDocumento2 páginasEjerciciosCamilo BritoAún no hay calificaciones
- Odontología NeurofocalDocumento2 páginasOdontología NeurofocalOdontólogo Nadia Yacoub TahhanAún no hay calificaciones
- Ficha Técnica Revestimiento Hunter Douglas PDFDocumento2 páginasFicha Técnica Revestimiento Hunter Douglas PDFlpillacaa936Aún no hay calificaciones
- Hoja de Vida de AseoDocumento2 páginasHoja de Vida de AseoROGELIO LÓPEZ RESTREPOAún no hay calificaciones
- POAI RESPONSABLE DE BIOLOGÍA MOLECULARDocumento5 páginasPOAI RESPONSABLE DE BIOLOGÍA MOLECULARElíseo Aguilar AcchuraAún no hay calificaciones
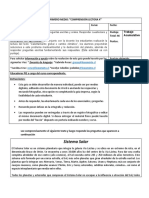
- Guía de Comprensión Lectora 4Documento6 páginasGuía de Comprensión Lectora 4Jocelyn Celedón NanjariAún no hay calificaciones
- CONTABILIDAD BÁSICA - Practico 06 Ejercicios Sobre Registración en Libro DiarioDocumento4 páginasCONTABILIDAD BÁSICA - Practico 06 Ejercicios Sobre Registración en Libro DiarioDiego Soto MoyaAún no hay calificaciones
- TALLER PRODUCCION III - Docx UlllllltiiiiimooooDocumento15 páginasTALLER PRODUCCION III - Docx UlllllltiiiiimooooAngel VeraAún no hay calificaciones
- Ejercicios Extra Tema 2. ConduccióndocxDocumento2 páginasEjercicios Extra Tema 2. ConduccióndocxCAMILA BELEN VARGAS AGUILAAún no hay calificaciones
- Diccionario de Ciencia Politica Dieter NolenDocumento4 páginasDiccionario de Ciencia Politica Dieter NolenPotorusú Anqa100% (1)
- Reforma Laboral en Materia de SubcontrataciónDocumento77 páginasReforma Laboral en Materia de SubcontrataciónMpechAún no hay calificaciones
- Misterios de La Edad Media - Jesus CallejoDocumento134 páginasMisterios de La Edad Media - Jesus Callejogonaxl100% (1)
- Zegel Ipae - Trabajo 2 Diseño Grafico: Titulo: Curso: Docente: AuctorDocumento9 páginasZegel Ipae - Trabajo 2 Diseño Grafico: Titulo: Curso: Docente: AuctorAnthony VNAún no hay calificaciones
- Actividad 3 SenaDocumento11 páginasActividad 3 SenaMARCO ERLEDIE SALAZAR GUEVARAAún no hay calificaciones
- Modulo Extracción PDFDocumento106 páginasModulo Extracción PDFMige Angel CastroAún no hay calificaciones
- 2° GradoDocumento9 páginas2° GradoAlexa HernándezAún no hay calificaciones
- Polinomio de interpolación de Newton RDocumento2 páginasPolinomio de interpolación de Newton RReynaldo Garza MoncadaAún no hay calificaciones
- Reyes Barriga Arcelia Alicia 2015Documento68 páginasReyes Barriga Arcelia Alicia 2015Frankie GradAún no hay calificaciones
- Diseño de Una Banda Trasportadora Con Selección Por TamañoDocumento7 páginasDiseño de Una Banda Trasportadora Con Selección Por TamañoErnesto SilesAún no hay calificaciones
- Elasticos en OrtodonciaDocumento15 páginasElasticos en OrtodonciaGiancarlo Miguel Cordova MachucaAún no hay calificaciones
- Zona EducativaDocumento2 páginasZona EducativayhaninaAún no hay calificaciones
- Transformación lineal entre basesDocumento4 páginasTransformación lineal entre basesLeandro Mendoza VallejosAún no hay calificaciones
- Universidad Nacional Agraria Lamolina: Facultad de Industrias AlimentariasDocumento115 páginasUniversidad Nacional Agraria Lamolina: Facultad de Industrias AlimentariasjhulissaAún no hay calificaciones
- Control Digital - Diseño de Controladores por Localización de Polos en Tiempo DiscretoDocumento16 páginasControl Digital - Diseño de Controladores por Localización de Polos en Tiempo DiscretoMiguel RaymeAún no hay calificaciones
- Un Pasquin Ed79 WebDocumento20 páginasUn Pasquin Ed79 WebFranciscoAbanoRiveroAún no hay calificaciones