También podría gustarte
- UF2244 - Mantenimiento correctivo de electrodomésticos de gama industrialDe EverandUF2244 - Mantenimiento correctivo de electrodomésticos de gama industrialCalificación: 1 de 5 estrellas1/5 (1)
- UF1444 - Organización de las intervenciones necesarias para el mantenimiento de las instalaciones eléctricas en el entorno de edificiosDe EverandUF1444 - Organización de las intervenciones necesarias para el mantenimiento de las instalaciones eléctricas en el entorno de edificiosAún no hay calificaciones
- 4.2 Las-6-Grandes-PerdidasDocumento12 páginas4.2 Las-6-Grandes-PerdidasAlejandro HernandezAún no hay calificaciones
- LAS 6 GRANDES PÉRDIDAS EN LA PRODUCCIÓNDocumento4 páginasLAS 6 GRANDES PÉRDIDAS EN LA PRODUCCIÓNJose Rogelio Navarro GarciaAún no hay calificaciones
- El Análisis de Las 6 Grandes Pérdidas para Mejorar La Ejecución de La FábricaDocumento5 páginasEl Análisis de Las 6 Grandes Pérdidas para Mejorar La Ejecución de La FábricaDavo RuizAún no hay calificaciones
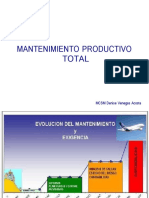
- Mantenimiento Productivo Total: MCSM Denise Venegas AcostaDocumento45 páginasMantenimiento Productivo Total: MCSM Denise Venegas AcostaLUFFY 777Aún no hay calificaciones
- Las Seis Grandes Pérdidas en El Proceso de ProducciónDocumento5 páginasLas Seis Grandes Pérdidas en El Proceso de ProducciónBryan ShavershianAún no hay calificaciones
- Sistemas de Mantenimiento Productivo-Equipo 2Documento79 páginasSistemas de Mantenimiento Productivo-Equipo 2Alejandra MtAún no hay calificaciones
- Mantenimiento autónomo TPMDocumento4 páginasMantenimiento autónomo TPMCristian100% (1)
- Pack de Mantenimiento 6Documento8 páginasPack de Mantenimiento 6Daniel Huacca MamaniAún no hay calificaciones
- Manual de Mantenimiento Del TornoDocumento16 páginasManual de Mantenimiento Del TornoGeovani Flores GarciaAún no hay calificaciones
- Reporte de Las 6 Grandes PerdidasDocumento13 páginasReporte de Las 6 Grandes PerdidasAldair NMAún no hay calificaciones
- 9-Técnicas de MantenimientoDocumento27 páginas9-Técnicas de MantenimientoDiego QuintelaAún no hay calificaciones
- Unidad Iv - Nuevas Tendencias de MantenimientoDocumento84 páginasUnidad Iv - Nuevas Tendencias de Mantenimientojesus eliasAún no hay calificaciones
- MTO.A-4.2-Reyes Vazquez Damaris Yamilet-Agrupación6GrandesPerdidasDocumento3 páginasMTO.A-4.2-Reyes Vazquez Damaris Yamilet-Agrupación6GrandesPerdidasDV ReyesAún no hay calificaciones
- MANTTO SEMANA 5 y 6Documento72 páginasMANTTO SEMANA 5 y 6ronaldoAún no hay calificaciones
- Medición Del OEE en La Industria de Autopartes PDFDocumento7 páginasMedición Del OEE en La Industria de Autopartes PDFIsmael Romero BeltranAún no hay calificaciones
- 031 Mantenimiento de Instalaciones y Sistemas NeumaticosDocumento76 páginas031 Mantenimiento de Instalaciones y Sistemas NeumaticosJiovanni Montoya75% (4)
- Unidad 4 - 18500712Documento20 páginasUnidad 4 - 18500712Fede CrusAún no hay calificaciones
- Gestión equipos pesadosDocumento50 páginasGestión equipos pesadosManolo Ericson GutiAún no hay calificaciones
- 2018-II IMySI-Semana 5 Unidad 5-TPMDocumento65 páginas2018-II IMySI-Semana 5 Unidad 5-TPMalonsito6031Aún no hay calificaciones
- Sistemas de criticidad para equipos industrialesDocumento27 páginasSistemas de criticidad para equipos industrialesjoel_ayala_22Aún no hay calificaciones
- 4.1, 4.2 Unidad 4Documento18 páginas4.1, 4.2 Unidad 4Miguel Papel Mache PapeleríaAún no hay calificaciones
- Caracteristicas de Las 6 Grandes PerdidasDocumento4 páginasCaracteristicas de Las 6 Grandes PerdidasblancaAún no hay calificaciones
- Que Es El MantenimientoDocumento4 páginasQue Es El MantenimientonachymgAún no hay calificaciones
- Introducción Teoria de MantenimientosDocumento13 páginasIntroducción Teoria de MantenimientosYeferson SDAún no hay calificaciones
- ML Leandro TPMDocumento3 páginasML Leandro TPMJuan OrregoAún no hay calificaciones
- Tarea 3 Formacion Practica Completo - EntregadoDocumento9 páginasTarea 3 Formacion Practica Completo - EntregadoDante meneleo Salazar olayaAún no hay calificaciones
- Mantenimiento industrial, seguridad y tipos (preventivo, correctivoDocumento48 páginasMantenimiento industrial, seguridad y tipos (preventivo, correctivoAlonso Flores Cary100% (1)
- Actividad 4 MtoDocumento6 páginasActividad 4 MtoJairo ArgumedoAún no hay calificaciones
- Mesa Redonda #4 - Grupo II - La Combinacióndel TPM y El RCMDocumento9 páginasMesa Redonda #4 - Grupo II - La Combinacióndel TPM y El RCMcarlos martinezAún no hay calificaciones
- Modelo Primer Parciallean ManufacturingDocumento3 páginasModelo Primer Parciallean Manufacturingnice villarrealAún no hay calificaciones
- Martes 14Documento56 páginasMartes 14juan llaguelAún no hay calificaciones
- Efectividad de Planta OEEDocumento7 páginasEfectividad de Planta OEEJairo Carranza FloresAún no hay calificaciones
- Implementación TPM zona laminados ADELCADocumento16 páginasImplementación TPM zona laminados ADELCAAndtres C Pulloquinga CAún no hay calificaciones
- Mantenimiento correctivo de computadoras: objetivos, fallas comunes y ejemplosDocumento23 páginasMantenimiento correctivo de computadoras: objetivos, fallas comunes y ejemplosYeimi MunguiaAún no hay calificaciones
- Mantenimiento CorrectivoDocumento1 páginaMantenimiento CorrectivoelAún no hay calificaciones
- SintesisDocumento14 páginasSintesisJarol elcrackAún no hay calificaciones
- Introducción MPTDocumento4 páginasIntroducción MPTNatalie Ticona Peralta100% (1)
- Las Seis Grandes PérdidasDocumento8 páginasLas Seis Grandes PérdidasCharlie Prado100% (1)
- Emprendiendo Kaizen Mod3 2020Documento24 páginasEmprendiendo Kaizen Mod3 2020Mariano MendozaAún no hay calificaciones
- Sintesis Del Mantenimiento (PCP)Documento27 páginasSintesis Del Mantenimiento (PCP)Gio CrisAún no hay calificaciones
- TPM pilares implementación ventajasDocumento10 páginasTPM pilares implementación ventajasRonald PerézAún no hay calificaciones
- Tarea de Comunicacion 2023Documento12 páginasTarea de Comunicacion 2023Jordhan jared Ordóñez De la cruzAún no hay calificaciones
- Unidad 4Documento5 páginasUnidad 4Cesar PalacioAún no hay calificaciones
- Lubricación y avances en mantenimientoDocumento11 páginasLubricación y avances en mantenimientogerman martinezAún no hay calificaciones
- TPMDocumento39 páginasTPMClaudia OcañaAún no hay calificaciones
- Sistemas de Mantenimiento Productivo Total (M.P.T.)Documento6 páginasSistemas de Mantenimiento Productivo Total (M.P.T.)Gerardo BarriosAún no hay calificaciones
- APTEANDocumento10 páginasAPTEANjuan falconAún no hay calificaciones
- Más Allá Del OeeDocumento3 páginasMás Allá Del OeeSTEPHANY VALDES CASTROAún no hay calificaciones
- Metodo Hall Mareling PeñaDocumento16 páginasMetodo Hall Mareling PeñaGerardo Ferrufino MidenceAún no hay calificaciones
- Plan de mantenimiento para empresa productora de harina y aceite de pescadoDocumento11 páginasPlan de mantenimiento para empresa productora de harina y aceite de pescadoMANUEL ESPINOZAAún no hay calificaciones
- Recopilación de Datos de Operación, Mantenimiento y Fallas en EquiposDocumento15 páginasRecopilación de Datos de Operación, Mantenimiento y Fallas en EquiposKaren Rivera100% (1)
- Guia Diagnostico de EquiposDocumento16 páginasGuia Diagnostico de EquiposIvhet Andrea Cardozo ChaparroAún no hay calificaciones
- Gestion Del Mantenimiento 1.1Documento20 páginasGestion Del Mantenimiento 1.1Félix Andres Cabanillas AlvaAún no hay calificaciones
- Contenido Semana 14Documento45 páginasContenido Semana 14Ever EucedaAún no hay calificaciones
- Mantenimiento de sistemas telefónicos con centralitas de baja capacidad. ELES0209De EverandMantenimiento de sistemas telefónicos con centralitas de baja capacidad. ELES0209Aún no hay calificaciones
- Diagnosis de averías y mantenimiento correctivo de sistemas de automatización industrial. ELEM0311De EverandDiagnosis de averías y mantenimiento correctivo de sistemas de automatización industrial. ELEM0311Calificación: 5 de 5 estrellas5/5 (1)
- Lean certification. Certificación de un sistema de gestión leanDe EverandLean certification. Certificación de un sistema de gestión leanAún no hay calificaciones
- Cálculo de costes en procesos de mecanizado por corte y conformado. FMEH0209De EverandCálculo de costes en procesos de mecanizado por corte y conformado. FMEH0209Calificación: 5 de 5 estrellas5/5 (1)
- GESTION DE COSTOS ApuntesDocumento6 páginasGESTION DE COSTOS Apuntesalexis castroAún no hay calificaciones
- Proyecto Ergonomia Edicion 1Documento10 páginasProyecto Ergonomia Edicion 1alexis castroAún no hay calificaciones
- Kevin Alexis Castro Zamora Quimica AsdasdDocumento6 páginasKevin Alexis Castro Zamora Quimica Asdasdalexis castroAún no hay calificaciones
- Foda BarsDocumento1 páginaFoda Barsalexis castroAún no hay calificaciones
- Taller: Paradigma Cualitativo y CuantitativoDocumento5 páginasTaller: Paradigma Cualitativo y CuantitativoXiomara CanizalezAún no hay calificaciones
- Derecho Constitucional. Trigo. InstitutoDocumento74 páginasDerecho Constitucional. Trigo. InstitutocursospropedeuticosUMSS cochabambaAún no hay calificaciones
- Figuras retóricas: clasificación y ejemplosDocumento42 páginasFiguras retóricas: clasificación y ejemplosHayellis Karil75% (4)
- Zalamea Antinomias de La CreaciónDocumento214 páginasZalamea Antinomias de La CreaciónMon Hernández100% (1)
- NOM-154-SCFI-2005, Equipos Contra Incendio - Extintores - Servicio de Mantenimiento y Recarga.Documento10 páginasNOM-154-SCFI-2005, Equipos Contra Incendio - Extintores - Servicio de Mantenimiento y Recarga.John WalkerAún no hay calificaciones
- Claves para Un Comite Paritario ExitosoDocumento1 páginaClaves para Un Comite Paritario ExitosoRodrigo NavarreteAún no hay calificaciones
- Informe Proyecto Final Resistencia de MaterialesDocumento17 páginasInforme Proyecto Final Resistencia de MaterialesHugoAún no hay calificaciones
- 2022-4-21 Plan Lector 2022Documento18 páginas2022-4-21 Plan Lector 2022Gregorio Guevara EstelaAún no hay calificaciones
- Actividad NDocumento18 páginasActividad NRaquel JunkitoAún no hay calificaciones
- Segunda SemanaDocumento9 páginasSegunda Semanamanuel jose sandoval urizarAún no hay calificaciones
- Guía - Practica Nº03 - Biopolímeros FlexiblesDocumento14 páginasGuía - Practica Nº03 - Biopolímeros FlexiblesKatyCentenoAyquipaAún no hay calificaciones
- Niño Rico Niño ListoDocumento16 páginasNiño Rico Niño ListoCesar AlmeidaAún no hay calificaciones
- Ficha de Reforzamiento 11 Problemas Con EcuacionesDocumento1 páginaFicha de Reforzamiento 11 Problemas Con Ecuacionesvania990253309Aún no hay calificaciones
- Taller 2 - Política SGC Rev1r4Documento5 páginasTaller 2 - Política SGC Rev1r4Junior Burgos LopezAún no hay calificaciones
- La Lexica y La SemanticaDocumento10 páginasLa Lexica y La SemanticaKati SkyAún no hay calificaciones
- 5 Años - Mayo Unidad DidacticaDocumento13 páginas5 Años - Mayo Unidad DidacticaLuis GarnicaAún no hay calificaciones
- Investigación SIPOCDocumento12 páginasInvestigación SIPOCALMAAún no hay calificaciones
- DI2 Conjuntos Engranajes EnunDocumento25 páginasDI2 Conjuntos Engranajes EnunCarlos Heyser Villanueva RomanAún no hay calificaciones
- S2 - Contenido - Estgt1102Documento15 páginasS2 - Contenido - Estgt1102Claudio GómezAún no hay calificaciones
- Psicoterapia de GrupoDocumento18 páginasPsicoterapia de GrupoChikyta02Aún no hay calificaciones
- 3.3. Sistemas de Orden SuperiorDocumento8 páginas3.3. Sistemas de Orden SuperiorYasna Suárez100% (2)
- Pauta de Trabajo y Rubrica de Evaluación Trabajo Escrito Ciencias de La Salud 3 y 4 Medio A y B (Bloque A y B) Genetica y Salud (25-09-23)Documento4 páginasPauta de Trabajo y Rubrica de Evaluación Trabajo Escrito Ciencias de La Salud 3 y 4 Medio A y B (Bloque A y B) Genetica y Salud (25-09-23)Jean Paul Delgado AlarconAún no hay calificaciones
- Infografía de Proceso - Agua ResidualDocumento6 páginasInfografía de Proceso - Agua ResidualLuis Alfonso De Aguas RamosAún no hay calificaciones
- Algoritmo y Diagrama de Flujo 2Documento7 páginasAlgoritmo y Diagrama de Flujo 2Sánchez Jijon Rosa AbileneAún no hay calificaciones
- Mantenimiento de LuminariasDocumento10 páginasMantenimiento de LuminariasMelanie Chico SalasAún no hay calificaciones
- Milcíades Peña ResumenDocumento3 páginasMilcíades Peña ResumenKikeBordónAún no hay calificaciones
- KONIG Vinilico Rollo HomogeneoDocumento2 páginasKONIG Vinilico Rollo HomogeneoPaola Cares MoralesAún no hay calificaciones
- Planos Perimetral La Molina Raul Cardenas-ModelDocumento1 páginaPlanos Perimetral La Molina Raul Cardenas-ModelJorgeTupiaAún no hay calificaciones
- Dossier Ferratas SerraniaDocumento30 páginasDossier Ferratas SerraniaAntonioAún no hay calificaciones
- Ocnos Revista de Estudios Sobre Lectura 21Documento144 páginasOcnos Revista de Estudios Sobre Lectura 21lorenzo_ramisAún no hay calificaciones