También podría gustarte
- UF1255 - Planificación y desarrollo de carrozados y reformas de importanciaDe EverandUF1255 - Planificación y desarrollo de carrozados y reformas de importanciaAún no hay calificaciones
- UF0163 - Mantenimiento básico de instalacionesDe EverandUF0163 - Mantenimiento básico de instalacionesAún no hay calificaciones
- Gestion Del Mantenimiento 1.0Documento11 páginasGestion Del Mantenimiento 1.0Félix Andres Cabanillas AlvaAún no hay calificaciones
- Mantenimiento AutonomoDocumento10 páginasMantenimiento AutonomoAlfonso Guerrero100% (2)
- TPMDocumento21 páginasTPMleodra0% (1)
- Trabajo Del TPMDocumento10 páginasTrabajo Del TPMRonald PerézAún no hay calificaciones
- Mantenimiento Productivo TotalDocumento18 páginasMantenimiento Productivo Totalgabriel pacovilca arhuataAún no hay calificaciones
- TPMPDFDocumento6 páginasTPMPDFroyjarapAún no hay calificaciones
- Mantenimiento PlanificadoDocumento11 páginasMantenimiento PlanificadoManuel MadridAún no hay calificaciones
- Seis Grandes Perdidas e Implementacion de TPMDocumento5 páginasSeis Grandes Perdidas e Implementacion de TPMmiguelcchAún no hay calificaciones
- Filosofia TPMDocumento27 páginasFilosofia TPMLiliana velezAún no hay calificaciones
- Capitulo 7 Mantenimiento Productivo Total (TPM)Documento7 páginasCapitulo 7 Mantenimiento Productivo Total (TPM)Anonymous 5eGrLHBAún no hay calificaciones
- TPM Diversos TopicosDocumento17 páginasTPM Diversos TopicosFran JimenezAún no hay calificaciones
- JhaneDocumento7 páginasJhaneYanet FernandezAún no hay calificaciones
- Cuestionario TPMDocumento9 páginasCuestionario TPMDTKAún no hay calificaciones
- Filosofia RCM y TPMDocumento7 páginasFilosofia RCM y TPMJose Lara0% (2)
- Catálogo de Herramientas de TPMDocumento26 páginasCatálogo de Herramientas de TPMVictor Hugo Hernandez MateoAún no hay calificaciones
- Definicion Del MTPDocumento13 páginasDefinicion Del MTPAngel Guzmán RamosAún no hay calificaciones
- Unidad 4 MantenimientoDocumento44 páginasUnidad 4 MantenimientoJUAN CARLOS MARTINEZAún no hay calificaciones
- Ion de Diferencia Las Etapas de La Implemetacion Del TPMDocumento11 páginasIon de Diferencia Las Etapas de La Implemetacion Del TPMJuan TorrezAún no hay calificaciones
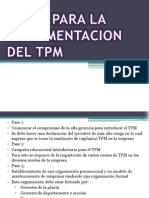
- Pasos para La Implementacion Del TPMDocumento9 páginasPasos para La Implementacion Del TPMFernando Medina SegundoAún no hay calificaciones
- La Implantación Del Mantenimiento Autónomo Sus Siete Pasos.Documento8 páginasLa Implantación Del Mantenimiento Autónomo Sus Siete Pasos.Marcos100% (1)
- TPM PDFDocumento13 páginasTPM PDFjuanAún no hay calificaciones
- Sistemas de Mantenimiento Productivo Total (MPT)Documento28 páginasSistemas de Mantenimiento Productivo Total (MPT)Luz Gabriela Romo ManzanoAún no hay calificaciones
- Comparacion TPM Y RCMDocumento17 páginasComparacion TPM Y RCMRobinsonAmortegui Rodriguez50% (2)
- SintesisDocumento14 páginasSintesisJarol elcrackAún no hay calificaciones
- 4 1 4 2 TPM y Las 6 Grandes PerdidasDocumento29 páginas4 1 4 2 TPM y Las 6 Grandes PerdidasJoseph AlarconAún no hay calificaciones
- Actividad 4.3 - Investigación Del Mantenimiento Autónomo y Cómo Reduce Las 6 Grandes PérdidasDocumento4 páginasActividad 4.3 - Investigación Del Mantenimiento Autónomo y Cómo Reduce Las 6 Grandes PérdidasErick GaytanAún no hay calificaciones
- Admin MantDocumento6 páginasAdmin MantPaul Enrique Gutierrez CecenaAún no hay calificaciones
- 8 Pilares Del TPM PDFDocumento16 páginas8 Pilares Del TPM PDFAlicia GarcíaAún no hay calificaciones
- Mejora EnfocadaDocumento34 páginasMejora EnfocadaARNOLD75% (4)
- 8 Pilares de TPMDocumento15 páginas8 Pilares de TPMLeoAún no hay calificaciones
- Mantenimiento AutónomoDocumento15 páginasMantenimiento AutónomoElizabeth FelizAún no hay calificaciones
- (TPM) Mantención Productiva TotalDocumento9 páginas(TPM) Mantención Productiva TotalleonunezcernaAún no hay calificaciones
- Mantenimiento Progresivo o Planificado (Keikaku Hozen)Documento27 páginasMantenimiento Progresivo o Planificado (Keikaku Hozen)pepequintanar0% (2)
- RCM Vs TPMDocumento12 páginasRCM Vs TPMRamiro GudiñoAún no hay calificaciones
- UNIDAD IV. Administración de ManenimientoDocumento49 páginasUNIDAD IV. Administración de ManenimientoEvelyn CamposAún no hay calificaciones
- Protocolo de InvestigacionDocumento13 páginasProtocolo de InvestigacionalfreddoooododoAún no hay calificaciones
- EnsayoDocumento7 páginasEnsayoGuillermo LeañoAún no hay calificaciones
- MANTENIMIENTODocumento158 páginasMANTENIMIENTOAXEL RIVERA100% (1)
- Metodología TPMDocumento27 páginasMetodología TPMRandy CuxúnAún no hay calificaciones
- TPM FinalDocumento15 páginasTPM FinalAldahir Bautista SenaAún no hay calificaciones
- Unidad 4 y 5 MantenimientoDocumento13 páginasUnidad 4 y 5 MantenimientoMitzury Sanz100% (2)
- Pilar Mantenimiento Progresivo o Planificado de Juan FranciscoDocumento13 páginasPilar Mantenimiento Progresivo o Planificado de Juan FranciscoluisAún no hay calificaciones
- 04 Pilar Mantenimiento Progresivo o Planificado (Estudio Implementacion TPM en Chile)Documento13 páginas04 Pilar Mantenimiento Progresivo o Planificado (Estudio Implementacion TPM en Chile)Javier CancinoAún no hay calificaciones
- Implementacion Del TPMDocumento9 páginasImplementacion Del TPMGerman Gaspar RiveraAún no hay calificaciones
- TPM Guia PracticaDocumento11 páginasTPM Guia PracticaPablo CamioloAún no hay calificaciones
- Mantenimiento Unidad 4Documento16 páginasMantenimiento Unidad 4Alejandro MartinezAún no hay calificaciones
- Calculo de OEEDocumento14 páginasCalculo de OEEmarkAún no hay calificaciones
- Mantenimiento Unidad1Documento13 páginasMantenimiento Unidad1Pepe SanchezAún no hay calificaciones
- Mejora OrientadaDocumento11 páginasMejora OrientadaIgnacio AcuñaAún no hay calificaciones
- TPMDocumento57 páginasTPMEmily Ventura100% (2)
- Principios TPMDocumento10 páginasPrincipios TPMNestor AgrAún no hay calificaciones
- Yaya 2807Documento14 páginasYaya 2807Yaritza SánchezAún no hay calificaciones
- Fundamentos Del TPMDocumento8 páginasFundamentos Del TPMRaul Infante Arroyo100% (2)
- Stock, procesos y dirección de operaciones: Conoce y gestiona tu fábricaDe EverandStock, procesos y dirección de operaciones: Conoce y gestiona tu fábricaCalificación: 4 de 5 estrellas4/5 (3)
- UF1259 - Planificación de los procesos de mantenimiento de vehículos y distribución de cargas de trabajoDe EverandUF1259 - Planificación de los procesos de mantenimiento de vehículos y distribución de cargas de trabajoAún no hay calificaciones
- UF2244 - Mantenimiento correctivo de electrodomésticos de gama industrialDe EverandUF2244 - Mantenimiento correctivo de electrodomésticos de gama industrialCalificación: 1 de 5 estrellas1/5 (1)
- Mejora de métodos y tiempos de fabricaciónDe EverandMejora de métodos y tiempos de fabricaciónCalificación: 5 de 5 estrellas5/5 (2)
- Mantenimiento, seguridad y tratamiento de los residuos en la impresión digital. ARGI0209De EverandMantenimiento, seguridad y tratamiento de los residuos en la impresión digital. ARGI0209Aún no hay calificaciones
- LINV U1 ContenidoDocumento40 páginasLINV U1 ContenidoKarla CastroAún no hay calificaciones
- Personal de ObraDocumento2 páginasPersonal de ObraLAURA VANESSA GUERRA CASTROAún no hay calificaciones
- Tarea N 4Documento11 páginasTarea N 4Julian Granados50% (2)
- ContaduríaDocumento3 páginasContaduríaComunicaciones Ciencias Económicas Universidad de AntioquiaAún no hay calificaciones
- Pa1 Seminario 1 Leon Garrido Carlos PDFDocumento5 páginasPa1 Seminario 1 Leon Garrido Carlos PDFCarlos León GarridoAún no hay calificaciones
- Caso Topy TopDocumento29 páginasCaso Topy TopDAVE1778Aún no hay calificaciones
- EJERCICIOS ESTRATEGIAS CF ResueltoDocumento4 páginasEJERCICIOS ESTRATEGIAS CF ResueltoMia GaviriaAún no hay calificaciones
- MERCANCIASDocumento4 páginasMERCANCIASEvel PalmaAún no hay calificaciones
- Proceso de Montaje y SecuenciaDocumento50 páginasProceso de Montaje y SecuenciaAlejandro ElizaldeAún no hay calificaciones
- Contexto Político, Jurídico e InstitucionalDocumento14 páginasContexto Político, Jurídico e InstitucionalFranzEduardoMartinezBarboza67% (3)
- Proyecto Panela Pueblo NuevoDocumento46 páginasProyecto Panela Pueblo NuevoCarlos Arturo Duque LoaizaAún no hay calificaciones
- TEMA6Documento59 páginasTEMA6TatianaAún no hay calificaciones
- El Jarron Azul Lecc. May 2011Documento12 páginasEl Jarron Azul Lecc. May 2011Angel FloresAún no hay calificaciones
- Parcial - Escenario 4 - Primer Bloque-Teorico - Practico - Virtual - Compras y Aprovisionamiento - (Grupo b01)Documento9 páginasParcial - Escenario 4 - Primer Bloque-Teorico - Practico - Virtual - Compras y Aprovisionamiento - (Grupo b01)gustavo adolfo ruiz rengifoAún no hay calificaciones
- DTC 48 Mitsubishi Codigo 48 MitsubishiDocumento2 páginasDTC 48 Mitsubishi Codigo 48 MitsubishiÇ̸̦̟̫͔̖̝̌̀l̸̡͖͓͎͓̮̐̒͐͗͘͘͜ä̶̦͓̭̭̥́̂̍̈́͘͘̕͘ͅu̶̹̤̯̖͈̜̭̍̆̅̏͊̐́d̶̘̟̱̲̆́͌̋̆̚̚i̵̤̼̹̝̯̞͈̗͗́̒o̵̳̤̫̘͎̞̔̓̓̇ A̶̗͇͐̃̈́̔͘͠ǹ̵̢͇̗͉͖̟̗̭͙͍̐d̶͔̱̳͙̰̟̔́̂͂̌͒͜r̵̛̟̼̞̙̲̼̗͇͚̫͌̃͆̈́̈́̿͘e̷̢͚̬͙̪̱͌͂̊̈̕ͅs̴̗͙͕͕̰͖̹̝͈̾̽͂ M̵̝̹͖͍̘̟̰͗̄͒̓Aún no hay calificaciones
- Investigar Los Siguientes ConceptosDocumento6 páginasInvestigar Los Siguientes ConceptosBeatriz C.FloresAún no hay calificaciones
- Catalogo-Duratecho VFDocumento5 páginasCatalogo-Duratecho VFDIEGO FERNANDO HERNANDEZ GARCIAAún no hay calificaciones
- Carne MolidaDocumento3 páginasCarne MolidaKevin SantosAún no hay calificaciones
- Análisis Del Video La Cuarta Revolución industrial-ESTEBAN FELIPE ATIRO COBEÑASDocumento3 páginasAnálisis Del Video La Cuarta Revolución industrial-ESTEBAN FELIPE ATIRO COBEÑASATIRO COBEÑAS ESTEBAN FELIPEAún no hay calificaciones
- SAMBITO Presentación ComercialDocumento35 páginasSAMBITO Presentación ComercialSambito EcuadorAún no hay calificaciones
- Historia Económica Del Perú y LatinoaméricaDocumento14 páginasHistoria Económica Del Perú y LatinoaméricaJohanna AlcantaraAún no hay calificaciones
- Ejemplos de TransbordoDocumento27 páginasEjemplos de TransbordoAlejandro Orejuela BenavidezAún no hay calificaciones
- Matriz de Conflictos Ambientales - Parte 1 y 2Documento7 páginasMatriz de Conflictos Ambientales - Parte 1 y 2jorge1291Aún no hay calificaciones
- PORTÓN DEL SUR PRESENTACION Abril 2020Documento15 páginasPORTÓN DEL SUR PRESENTACION Abril 2020omar rodriguezAún no hay calificaciones
- Cursoalvear 2010Documento29 páginasCursoalvear 2010cobracompanyAún no hay calificaciones
- Los Eventos y Sus EtapasDocumento50 páginasLos Eventos y Sus EtapasDaniel LozaAún no hay calificaciones
- Actividad 2. Estado Actual de La ContabilidadDocumento8 páginasActividad 2. Estado Actual de La ContabilidadAdriana SanchezAún no hay calificaciones
- Taller Partida Doble y Teoría de La Cuenta MARIANA ALOMIADocumento3 páginasTaller Partida Doble y Teoría de La Cuenta MARIANA ALOMIAMariana Alomia BolañosAún no hay calificaciones
- AVIANCADocumento9 páginasAVIANCAwendy avilaAún no hay calificaciones
- Imprimir EncuestaDocumento2 páginasImprimir EncuestaLizzy Black-DiamondAún no hay calificaciones