También podría gustarte
- Fabricación de ModelosDocumento28 páginasFabricación de ModelosAnny DGAún no hay calificaciones
- Capitulo 2 FundicionDocumento35 páginasCapitulo 2 Fundiciondaniel alejandro zamora pitaAún no hay calificaciones
- 2.modelos y MoldesDocumento60 páginas2.modelos y MoldesFreddy Sucuytana100% (1)
- Introduccion A La Fundicion en Arena PDFDocumento30 páginasIntroduccion A La Fundicion en Arena PDFJulOr'XR100% (1)
- Herramientas moldeo fundiciónDocumento3 páginasHerramientas moldeo fundiciónMarcelo Lizarraga De Gyves50% (2)
- Arenas y AglutinantesDocumento11 páginasArenas y AglutinantesJaime Omar Cruz VejarAún no hay calificaciones
- Fluidez ColdDocumento27 páginasFluidez ColdElio CRAún no hay calificaciones
- Guía Práctica para El Diseño de Mazarotas y EnfriadoresDocumento7 páginasGuía Práctica para El Diseño de Mazarotas y Enfriadoresyhondercapasso0% (1)
- Informe de Fundicion (Moldeo)Documento3 páginasInforme de Fundicion (Moldeo)mariaelopez96Aún no hay calificaciones
- Fundicion Clases 2013 - 12 RiserDocumento73 páginasFundicion Clases 2013 - 12 Risertaccama100% (2)
- Fundición A Cera PerdidaDocumento1 páginaFundición A Cera PerdidaMuluquita VillaAún no hay calificaciones
- Moldeo A Cera Perdida de Un Alabe de Turbina PeltonDocumento9 páginasMoldeo A Cera Perdida de Un Alabe de Turbina PeltonJamil Rodri ChoqueAún no hay calificaciones
- Soldadura Por ResistenciaDocumento16 páginasSoldadura Por ResistenciaMarco GarelloAún no hay calificaciones
- Sistema de AlimentacionDocumento19 páginasSistema de AlimentacionBraian SequeiraAún no hay calificaciones
- Cuestionario FundicionDocumento8 páginasCuestionario FundicionLuz Selina de AceroAún no hay calificaciones
- Tratamiento Termico Del AceroDocumento6 páginasTratamiento Termico Del AceroEsneAún no hay calificaciones
- Procesos de TroqueladoDocumento24 páginasProcesos de TroqueladoEmilio GarcíaAún no hay calificaciones
- Libro ConformadoDocumento503 páginasLibro ConformadoKike Deza Lau100% (2)
- Fabricacion de Almas o Noyos JOSE CASTILLO BURGOSDocumento7 páginasFabricacion de Almas o Noyos JOSE CASTILLO BURGOSJose Castillo Burgos0% (1)
- Moldeo en CoquillaDocumento20 páginasMoldeo en CoquillaCarlos OsorioAún no hay calificaciones
- Placas ModeloDocumento6 páginasPlacas Modelojo_jose71960100% (2)
- Identificación de cajas de moldeo y reconocimiento del horno en la Universidad Nacional de San Antonio Abad del CuscoDocumento8 páginasIdentificación de cajas de moldeo y reconocimiento del horno en la Universidad Nacional de San Antonio Abad del CuscoPuma Ayquipa Angel Luis100% (1)
- Laboratorio 7 ForjadoDocumento35 páginasLaboratorio 7 Forjado'Cathi La RosaAún no hay calificaciones
- Elaboracion de CincelesDocumento13 páginasElaboracion de CincelesvasaminAún no hay calificaciones
- Forjado de AceroDocumento31 páginasForjado de AcerodavidpenaherreraAún no hay calificaciones
- Formado de Hojas MetalicasDocumento29 páginasFormado de Hojas MetalicasRous Mery0% (2)
- CUESTIONARIODocumento16 páginasCUESTIONARIORolando De la CruzAún no hay calificaciones
- Fundición-proceso antiguo de conformado metalesDocumento7 páginasFundición-proceso antiguo de conformado metalesAnonymous gcMAj2IXlAún no hay calificaciones
- 14.13 Explique Las Funciones de Las Rebabas en Un Forjado Por Impresión de MatrizDocumento7 páginas14.13 Explique Las Funciones de Las Rebabas en Un Forjado Por Impresión de MatrizjuanAún no hay calificaciones
- Comandos en InventorDocumento10 páginasComandos en InventorJuan Jesus Martinez SánchezAún no hay calificaciones
- Preguntas sobre mecanizados especialesDocumento4 páginasPreguntas sobre mecanizados especialesAlvaro Mamani Choque100% (1)
- La MicrofundicionDocumento2 páginasLa MicrofundicionGallegos AnToni100% (1)
- Fresado de EngranajeDocumento3 páginasFresado de EngranajecradrianAún no hay calificaciones
- Preparacion de Moldes en ArenaDocumento6 páginasPreparacion de Moldes en Arenajose250688Aún no hay calificaciones
- Modelos para fundición: tipos, materiales y construcciónDocumento11 páginasModelos para fundición: tipos, materiales y construcciónandresct1214Aún no hay calificaciones
- Fisuración en caliente y fría en soldadurasDocumento13 páginasFisuración en caliente y fría en soldadurasEspinoza HectorAún no hay calificaciones
- Convertidor LDDocumento4 páginasConvertidor LDNatura Arkantus Saint Qori100% (5)
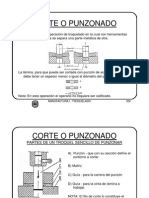
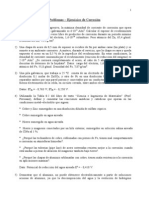
- Corte o PunzonadoDocumento28 páginasCorte o PunzonadoRafael Ramírez Medina0% (1)
- Lab.6: Procesos de laminado y conformado de metalesDocumento26 páginasLab.6: Procesos de laminado y conformado de metalesJulio OruéAún no hay calificaciones
- Info Fundicion Por Inyeccion de MetalDocumento16 páginasInfo Fundicion Por Inyeccion de MetalBryan Carrillo0% (1)
- Moldes PermanentesDocumento16 páginasMoldes PermanentesÓscar E LeónAún no hay calificaciones
- Reporte PavonadoDocumento6 páginasReporte PavonadoRicardo Humberto GallegosAún no hay calificaciones
- Defectos en Piezas FundidasDocumento2 páginasDefectos en Piezas Fundidasdanycpj100% (3)
- Calculos de La Mazarota y Bebederos ImportanteDocumento24 páginasCalculos de La Mazarota y Bebederos ImportantePau Lita100% (1)
- Asignacion 6Documento16 páginasAsignacion 6CRISTHIAN SANTOS FLORES LUQUEAún no hay calificaciones
- Ensayo de la chispa aceros UNSADocumento18 páginasEnsayo de la chispa aceros UNSADaniel CarlosAún no hay calificaciones
- Informe de CuchillaDocumento11 páginasInforme de CuchillaIv TailAún no hay calificaciones
- Fundicion Al Vacio CompletoDocumento15 páginasFundicion Al Vacio CompletoStyven Cardenas100% (1)
- Cuestionario de Arenas de Moldeo Grupo NDocumento2 páginasCuestionario de Arenas de Moldeo Grupo NPatricio ChancusigAún no hay calificaciones
- Trefilado alambre mejorar característicasDocumento23 páginasTrefilado alambre mejorar característicasDavid CaraoAún no hay calificaciones
- Diseño de Risers IIDocumento150 páginasDiseño de Risers IILuis Katsumoto Huere AnayaAún no hay calificaciones
- 11 Procesos de FundiciónDocumento13 páginas11 Procesos de Fundiciónrobinson de jesus padilla canedo100% (1)
- Moldes Desechables PMDocumento12 páginasMoldes Desechables PMEsmeralda Herndez100% (1)
- Bandas de templabilidad AISI 5140H, H13 y SLEIPNERDocumento10 páginasBandas de templabilidad AISI 5140H, H13 y SLEIPNERSammy PereaAún no hay calificaciones
- Ejercicios de ManufacturaDocumento6 páginasEjercicios de ManufacturaGerardoVPAún no hay calificaciones
- Soldadura Oxiacetilenica IIDocumento18 páginasSoldadura Oxiacetilenica IIRicardo PeraltaAún no hay calificaciones
- Procesos de Fundicion Autoguardado 1Documento73 páginasProcesos de Fundicion Autoguardado 1daniel ramosAún no hay calificaciones
- Informe FundicionDocumento8 páginasInforme FundicionmanoloAún no hay calificaciones
- Patrones JohansonDocumento5 páginasPatrones Johansonculma17Aún no hay calificaciones
- FundicionesDocumento142 páginasFundicionespelayo-enriquez-de-salamanca-3454100% (2)
- Aleaciones de ZincDocumento69 páginasAleaciones de ZincbryanAún no hay calificaciones
- Ecuaciones 1Documento6 páginasEcuaciones 1Alvaro CcapatintaAún no hay calificaciones
- TratamientosDocumento9 páginasTratamientosAlvaro CcapatintaAún no hay calificaciones
- MECANICADocumento3 páginasMECANICAAlvaro CcapatintaAún no hay calificaciones
- Problema 1Documento3 páginasProblema 1Alvaro CcapatintaAún no hay calificaciones
- EXPOSICIONDocumento19 páginasEXPOSICIONAlvaro CcapatintaAún no hay calificaciones
- Material FundenteDocumento151 páginasMaterial FundenteParbuloAún no hay calificaciones
- Problema 1Documento3 páginasProblema 1Alvaro CcapatintaAún no hay calificaciones
- Aleaciones de AluminioDocumento106 páginasAleaciones de AluminiokatherinAún no hay calificaciones
- CorrosionDocumento4 páginasCorrosionJennifer Villa100% (1)
- Practica N 4 FundicionDocumento12 páginasPractica N 4 FundicionAlvaro Ccapatinta100% (1)
- C Materiales Y Equipos: Los Equipos, Instrumentos y Accesorios para El Desarrollo de Las Pruebas Experimentales SonDocumento1 páginaC Materiales Y Equipos: Los Equipos, Instrumentos y Accesorios para El Desarrollo de Las Pruebas Experimentales SonAlvaro CcapatintaAún no hay calificaciones
- Arenas para El Proceso de FundiciónDocumento24 páginasArenas para El Proceso de Fundiciónbryan100% (1)
- Problemas de Equilibrio de Fases de Sistemas MulticomponentesDocumento10 páginasProblemas de Equilibrio de Fases de Sistemas Multicomponentescalloze88% (8)
- Corrosion A Alta Temperatura de Las Aleaciones PDFDocumento10 páginasCorrosion A Alta Temperatura de Las Aleaciones PDFAlvaro CcapatintaAún no hay calificaciones
- INFORMEDocumento14 páginasINFORMEAlvaro CcapatintaAún no hay calificaciones
- Practica N°28 CorrosionDocumento15 páginasPractica N°28 CorrosionDarwin Huillca DiazAún no hay calificaciones
- Curso de Materiales CompositosDocumento18 páginasCurso de Materiales CompositosAlvaro CcapatintaAún no hay calificaciones
- Lab8 PDFDocumento10 páginasLab8 PDFMarcos Valverde AvendañoAún no hay calificaciones
- Corrosion Electroquimica 1° ParcialDocumento40 páginasCorrosion Electroquimica 1° ParcialAdan SayhuaAún no hay calificaciones
- Lab8 PDFDocumento10 páginasLab8 PDFMarcos Valverde AvendañoAún no hay calificaciones
- PROTECCION ANODICA 2da PARCIALDocumento4 páginasPROTECCION ANODICA 2da PARCIALAlvaro CcapatintaAún no hay calificaciones
- Corrosion A Alta Temperatura de Las Aleaciones PDFDocumento10 páginasCorrosion A Alta Temperatura de Las Aleaciones PDFAlvaro CcapatintaAún no hay calificaciones
- Cuestionario de Practicas 6,7 y 8Documento2 páginasCuestionario de Practicas 6,7 y 8Alvaro CcapatintaAún no hay calificaciones
- Nuclecion Heterogenea y CrecimientoDocumento4 páginasNuclecion Heterogenea y CrecimientoAlvaro CcapatintaAún no hay calificaciones
- Corrosion A Alta Temperatura de Las Aleaciones PDFDocumento10 páginasCorrosion A Alta Temperatura de Las Aleaciones PDFAlvaro CcapatintaAún no hay calificaciones
- Nuclecion Heterogenea y CrecimientoDocumento4 páginasNuclecion Heterogenea y CrecimientoAlvaro CcapatintaAún no hay calificaciones
- MARTINEZ CCAPATINTA, SofiaDocumento3 páginasMARTINEZ CCAPATINTA, SofiaAlvaro CcapatintaAún no hay calificaciones
- FILIAL - Docx SofiaDocumento3 páginasFILIAL - Docx SofiaAlvaro CcapatintaAún no hay calificaciones
- SAM2011 ProgDocumento22 páginasSAM2011 ProgAdrian Matias UrresAún no hay calificaciones
- Novela inglesa temprana y condiciones socialesDocumento2 páginasNovela inglesa temprana y condiciones socialesAlejandra GuarinAún no hay calificaciones
- Planificación Mayo Quinto Artes Visuales 2016Documento6 páginasPlanificación Mayo Quinto Artes Visuales 2016CaritoMonteroAún no hay calificaciones
- 3m. Solucionario G6Documento3 páginas3m. Solucionario G6AliciaMonjeErices100% (1)
- Tomando La IniciativaDocumento5 páginasTomando La IniciativaNavi ZepolAún no hay calificaciones
- 451Documento127 páginas451Darío Herrera71% (7)
- La Lección de Pintura - Adolfo CouveDocumento20 páginasLa Lección de Pintura - Adolfo CouveRodolfo de la Cuadra100% (1)
- La tortuga y la liebre: cómo la lentitud venció a la arroganciaDocumento6 páginasLa tortuga y la liebre: cómo la lentitud venció a la arroganciaMayitoo ClarkAún no hay calificaciones
- Formato Vigilancia Control Personal (Autoguardado)Documento2 páginasFormato Vigilancia Control Personal (Autoguardado)Ricky MuñozAún no hay calificaciones
- Siglo de las Luces: introducción a la literatura del siglo XVIII españolDocumento4 páginasSiglo de las Luces: introducción a la literatura del siglo XVIII españolWalkiriaAún no hay calificaciones
- Hoja para Armadura de Madera Tipo AbanicoDocumento26 páginasHoja para Armadura de Madera Tipo AbanicoJAMESAún no hay calificaciones
- Analisis de Precios UnitariosDocumento25 páginasAnalisis de Precios UnitariosOscar M. C. Gonzalez0% (1)
- Acordes Deseable Marcos Brunet 2015Documento2 páginasAcordes Deseable Marcos Brunet 2015Obed Eliud Lopez100% (1)
- Resumen RorschachDocumento21 páginasResumen RorschachJoa MendozaAún no hay calificaciones
- Estudio Geotécnico y Estudio de Suelos AbriaquíDocumento29 páginasEstudio Geotécnico y Estudio de Suelos AbriaquíCristian Jaramillo MAún no hay calificaciones
- Piedra LajaDocumento12 páginasPiedra Lajadiego100% (1)
- Herramientas - DOBLADORA DE CHAPAS para Taller Pequeño - Mi Mecánica Popular PDFDocumento4 páginasHerramientas - DOBLADORA DE CHAPAS para Taller Pequeño - Mi Mecánica Popular PDFAlbertoRodriguezAún no hay calificaciones
- Trabajo de Literartura. PDLMDocumento11 páginasTrabajo de Literartura. PDLMBrisa AñazcoAún no hay calificaciones
- 43 - Textos Literarios IIIDocumento14 páginas43 - Textos Literarios IIILeticia Leon100% (3)
- Guía 4 ArtísticaDocumento4 páginasGuía 4 ArtísticaEdna LopezAún no hay calificaciones
- Enseñanza Creativa en La Escuela Bíblica InfantilDocumento3 páginasEnseñanza Creativa en La Escuela Bíblica InfantilAntonio Gilberto Enriquez100% (3)
- Características Del Pastor AlemánDocumento7 páginasCaracterísticas Del Pastor AlemánRony MenjivarAún no hay calificaciones
- Historia Del Himno Nacional Del PeruDocumento2 páginasHistoria Del Himno Nacional Del PeruMartha Lizano ChAún no hay calificaciones
- Herramientas para La Elaboración de ChocolatesDocumento3 páginasHerramientas para La Elaboración de ChocolatesSophia CastilloAún no hay calificaciones
- Objeto cambiante en el cieloDocumento5 páginasObjeto cambiante en el cielojorge_capri_97Aún no hay calificaciones
- Evangelio Según San LucasDocumento10 páginasEvangelio Según San LucasAndré ErosAún no hay calificaciones
- Cine Mexican Oy Filo SofiaDocumento203 páginasCine Mexican Oy Filo SofiaJoaquín Luna100% (4)
- Estudio EliasDocumento2 páginasEstudio EliasRafaelAún no hay calificaciones
- Vdocuments - MX - Actas Segundo Congreso Literatura Infantil y Juvenil Primera Parte PDFDocumento189 páginasVdocuments - MX - Actas Segundo Congreso Literatura Infantil y Juvenil Primera Parte PDFMaga MayolAún no hay calificaciones
- Tipos de Cementos en El MundoDocumento10 páginasTipos de Cementos en El MundoWilliam ValenciaAún no hay calificaciones