También podría gustarte
- Capitulo 2 FundicionDocumento35 páginasCapitulo 2 Fundiciondaniel alejandro zamora pitaAún no hay calificaciones
- MODELOSDocumento130 páginasMODELOSAlvaro Ccapatinta0% (1)
- 2.modelos y MoldesDocumento60 páginas2.modelos y MoldesFreddy Sucuytana100% (1)
- Matrices de Corte y Punzones - 2020-10-15Documento59 páginasMatrices de Corte y Punzones - 2020-10-15Cristian SchwabAún no hay calificaciones
- Procesos de TroqueladoDocumento24 páginasProcesos de TroqueladoEmilio GarcíaAún no hay calificaciones
- Moldeo y modelería mecánicaDocumento3 páginasMoldeo y modelería mecánicaSaul Chuquillanqui SevillanoAún no hay calificaciones
- Laboratorio Tratamientos TérmicosDocumento15 páginasLaboratorio Tratamientos TérmicosRonald Palacios Cardoza100% (1)
- Matriceria ProgresivaDocumento8 páginasMatriceria ProgresivaJosue Mamani AquinoAún no hay calificaciones
- Diseño de MatricesDocumento36 páginasDiseño de MatricesYou Calderon100% (1)
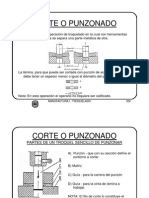
- Corte o PunzonadoDocumento28 páginasCorte o PunzonadoRafael Ramírez Medina0% (1)
- U.D. (3,6) Procesos, Herramienta y Utensilios de Conformado y Deformación de La ChapaDocumento75 páginasU.D. (3,6) Procesos, Herramienta y Utensilios de Conformado y Deformación de La ChapajoseAún no hay calificaciones
- TroquelaciónDocumento16 páginasTroquelaciónjavbuitAún no hay calificaciones
- Tipos de troqueles según su estructuraDocumento12 páginasTipos de troqueles según su estructuraCapavi CapabaAún no hay calificaciones
- Clase 3 MatriceriaDocumento18 páginasClase 3 MatriceriaDavy JonesAún no hay calificaciones
- Matriz de Corte-CalculosDocumento50 páginasMatriz de Corte-Calculosmecanica2000Aún no hay calificaciones
- Diseño de matriz progresiva para cubierta de empujeDocumento35 páginasDiseño de matriz progresiva para cubierta de empujeJavier RiveraAún no hay calificaciones
- Fundamento Tecnicos para Maquinas HerramientasDocumento9 páginasFundamento Tecnicos para Maquinas HerramientasErick SolisAún no hay calificaciones
- La MatriceriaDocumento19 páginasLa MatriceriaIsi JulkAún no hay calificaciones
- CizalladoDocumento30 páginasCizalladoMoises EscobarAún no hay calificaciones
- 05 DH Diseño de TroquelesDocumento38 páginas05 DH Diseño de Troquelesdiegograff18Aún no hay calificaciones
- Pasos diseño matriz corteDocumento13 páginasPasos diseño matriz corteMayra QuizhpeAún no hay calificaciones
- Resumen Fabricacion EngranjesDocumento10 páginasResumen Fabricacion EngranjesDaniel DGAún no hay calificaciones
- LIBROModeladoProcesosManufactura PDFDocumento279 páginasLIBROModeladoProcesosManufactura PDFSaúl VázquezAún no hay calificaciones
- LAB 4 - Fundicion Centrifuga de Metales - Docx OmarDocumento22 páginasLAB 4 - Fundicion Centrifuga de Metales - Docx OmarErasmoAún no hay calificaciones
- Propiedades de Los Moldes PermanentesDocumento90 páginasPropiedades de Los Moldes Permanentesmarquiños isaiasAún no hay calificaciones
- Afilado de Cuchillas para Tornos 02Documento30 páginasAfilado de Cuchillas para Tornos 02M Laura EdderAún no hay calificaciones
- Cómo optimizar el corte y punzonado de chapasDocumento79 páginasCómo optimizar el corte y punzonado de chapasLibertad Zereceda0% (1)
- Diseño Del TroquelDocumento10 páginasDiseño Del TroquelRafael RodriguezAún no hay calificaciones
- Presentacion Cizallado FinalDocumento14 páginasPresentacion Cizallado Finalruben lopezAún no hay calificaciones
- Moldes PermanentesDocumento13 páginasMoldes PermanentesMiguel TorrAún no hay calificaciones
- Fabricación de modelos para fundiciónDocumento17 páginasFabricación de modelos para fundiciónRichard OchoaAún no hay calificaciones
- Identificación de cajas de moldeo y reconocimiento del horno en la Universidad Nacional de San Antonio Abad del CuscoDocumento8 páginasIdentificación de cajas de moldeo y reconocimiento del horno en la Universidad Nacional de San Antonio Abad del CuscoPuma Ayquipa Angel Luis100% (1)
- Formado de Hojas MetalicasDocumento29 páginasFormado de Hojas MetalicasRous Mery0% (2)
- 2PRINCIPIOS DE EMBUTICION DE LA CHAPA METALICAimpresoDocumento57 páginas2PRINCIPIOS DE EMBUTICION DE LA CHAPA METALICAimpresoPedroAún no hay calificaciones
- Clasificación y componentes de las matrices de punzonadoDocumento15 páginasClasificación y componentes de las matrices de punzonadosambilles0% (1)
- Preparacion de Moldes en ArenaDocumento6 páginasPreparacion de Moldes en Arenajose250688Aún no hay calificaciones
- Proyecto de torno: fabricación de espiga en torno paraleloDocumento9 páginasProyecto de torno: fabricación de espiga en torno paralelogustavoAún no hay calificaciones
- Tipos y ángulos de buriles para torneadoDocumento20 páginasTipos y ángulos de buriles para torneadoDeskien LopezAún no hay calificaciones
- Ejercicios Resueltos de Calculo 3Documento13 páginasEjercicios Resueltos de Calculo 3Paul SoriaAún no hay calificaciones
- Mecanizado Por Arranque de VirutaDocumento10 páginasMecanizado Por Arranque de VirutaJhonatan BernoAún no hay calificaciones
- Unidad 1.matriz de Corte - Clase1-IntroduccionDocumento11 páginasUnidad 1.matriz de Corte - Clase1-IntroduccionGloria Mipaz100% (1)
- Tallado de Engranajes RectosDocumento8 páginasTallado de Engranajes RectosSteven Meza GamarraAún no hay calificaciones
- Sillabus MATRICERIA 2013-IDocumento4 páginasSillabus MATRICERIA 2013-IAnonymous Uq56yDYAún no hay calificaciones
- Afilado de buriles para torno: ángulos y geometríaDocumento7 páginasAfilado de buriles para torno: ángulos y geometríaditosachAún no hay calificaciones
- Moldeo en CoquillaDocumento20 páginasMoldeo en CoquillaCarlos OsorioAún no hay calificaciones
- Guía 4 Taladrado y EscariadoDocumento24 páginasGuía 4 Taladrado y EscariadoFrancisco VargasAún no hay calificaciones
- Tipos de Cilindrado y Refrentado INTECAPDocumento5 páginasTipos de Cilindrado y Refrentado INTECAPMaJo ArchilaAún no hay calificaciones
- Matriceria Cuestionario ML PDFDocumento10 páginasMatriceria Cuestionario ML PDFLuis PilcoAún no hay calificaciones
- Teoría de la embutición: procesos, fuerzas y tipos de embutición en fríoDocumento26 páginasTeoría de la embutición: procesos, fuerzas y tipos de embutición en fríoGerbercp Condori PalaciosAún no hay calificaciones
- Proceso FresadoDocumento24 páginasProceso Fresado3dx4rdo.obAún no hay calificaciones
- Corte y PunzonadoDocumento77 páginasCorte y PunzonadoDavid López100% (1)
- CIZALLADODocumento16 páginasCIZALLADOAldahir EMAún no hay calificaciones
- Cuestionario de MoldeoDocumento5 páginasCuestionario de MoldeoDavid OsornioAún no hay calificaciones
- Las Temperaturas de CorteDocumento2 páginasLas Temperaturas de Corteronny quuñonezAún no hay calificaciones
- Tecnicas de Corte y PunzonadoDocumento79 páginasTecnicas de Corte y Punzonadogeegt0% (1)
- Comandos en InventorDocumento10 páginasComandos en InventorJuan Jesus Martinez SánchezAún no hay calificaciones
- MatriceriaDocumento7 páginasMatriceriarozureAún no hay calificaciones
- Proceso de Fabricacion (Fresadora)Documento9 páginasProceso de Fabricacion (Fresadora)jairoluiskiwi100% (1)
- Mode LosDocumento11 páginasMode LosJavier.CeronAún no hay calificaciones
- Modelos para fundición: tipos, materiales y característicasDocumento2 páginasModelos para fundición: tipos, materiales y característicasCarlosAún no hay calificaciones
- CaridadDocumento37 páginasCaridadAnny DGAún no hay calificaciones
- CaridadDocumento37 páginasCaridadAnny DGAún no hay calificaciones
- Tesis Karla Paola Acosta HerreraDocumento105 páginasTesis Karla Paola Acosta HerreraMariela MejíaAún no hay calificaciones
- 8-10-2016. Granulometria y Carga CirculanteDocumento5 páginas8-10-2016. Granulometria y Carga CirculanteAnny DGAún no hay calificaciones
- Revolucion MexicanaDocumento5 páginasRevolucion MexicanaAnny DGAún no hay calificaciones
- Calculo de CuñaDocumento4 páginasCalculo de CuñaAnny DGAún no hay calificaciones
- Calculo de CuñaDocumento4 páginasCalculo de CuñaAnny DGAún no hay calificaciones
- Balance MetalurgicoDocumento49 páginasBalance MetalurgicoAnny DGAún no hay calificaciones
- AltDocumento1 páginaAltAnny DGAún no hay calificaciones
- Expo NitruracionDocumento14 páginasExpo NitruracionAnny DGAún no hay calificaciones
- Organizacion PresentacionDocumento3 páginasOrganizacion PresentacionAnny DGAún no hay calificaciones
- Planeacion y ControlDocumento9 páginasPlaneacion y ControlAnonymous 7BZ3LUfKNAún no hay calificaciones
- Bandas TransportadorasDocumento14 páginasBandas TransportadorasAnny DGAún no hay calificaciones
- Procesos de conformado, tipos, parámetros, equipos y productosDocumento3 páginasProcesos de conformado, tipos, parámetros, equipos y productosAnny DGAún no hay calificaciones
- Flauta Transversal... !!Documento9 páginasFlauta Transversal... !!Anny DGAún no hay calificaciones
- COMPOSICIÓN de GravasDocumento1 páginaCOMPOSICIÓN de GravasAnny DGAún no hay calificaciones
- OrganizacionDocumento2 páginasOrganizacionAnny DGAún no hay calificaciones
- Pararrayos y electrodos de puesta a tierraDocumento50 páginasPararrayos y electrodos de puesta a tierraHatsiri LeegAún no hay calificaciones
- Análisis Del Caso ZARADocumento13 páginasAnálisis Del Caso ZARARenee OsccoAún no hay calificaciones
- Aplicaciones de El CompresorDocumento2 páginasAplicaciones de El CompresorMoises Benitez Alvarez100% (1)
- La Industria Alemana de La FundiciónDocumento5 páginasLa Industria Alemana de La FundiciónFranklin Charca MamaniAún no hay calificaciones
- Friosol Venta de Maquinaria para HosteleriaDocumento2 páginasFriosol Venta de Maquinaria para Hosteleriasizesweets3Aún no hay calificaciones
- MITDocumento12 páginasMITJacobAún no hay calificaciones
- Tejas AsfalticasDocumento4 páginasTejas AsfalticasLesley SpenceAún no hay calificaciones
- Tarea 6Documento23 páginasTarea 6manuel hernandezAún no hay calificaciones
- Balance Térmico Alto HornoDocumento9 páginasBalance Térmico Alto HornoFernando Nicolas Ureta GodoyAún no hay calificaciones
- MolinoDocumento14 páginasMolinoVictor GonzalezAún no hay calificaciones
- Acero LaminadoDocumento6 páginasAcero LaminadoMatías MonroyAún no hay calificaciones
- Costos MinerosDocumento18 páginasCostos MinerosGerardo Choque67% (3)
- Pablo Gomez - CVDocumento4 páginasPablo Gomez - CVVictor Gomez AlvaAún no hay calificaciones
- Ejercicios - Eddy AndradeDocumento5 páginasEjercicios - Eddy AndradeFlavio AndradeAún no hay calificaciones
- Capitalismo y revoluciones industrialesDocumento10 páginasCapitalismo y revoluciones industrialesFernanda Murcia ZAún no hay calificaciones
- Reciclaje en La ActualidadDocumento4 páginasReciclaje en La ActualidadCarlos López100% (1)
- Producción en Serie PDFDocumento13 páginasProducción en Serie PDFCynthia Campos100% (1)
- Trabajo Final IESADocumento9 páginasTrabajo Final IESAManuelAún no hay calificaciones
- Sistemas avanzados de manufactura: CAD-CAM, JIT, MRPDocumento20 páginasSistemas avanzados de manufactura: CAD-CAM, JIT, MRPLuis Enrique Heredia Blancas100% (3)
- Descripcion Del Torno CNCDocumento9 páginasDescripcion Del Torno CNCWilzon ChambiAún no hay calificaciones
- Pretratamiento de Aguas ResidualesDocumento7 páginasPretratamiento de Aguas ResidualesJose Mauricio Torres PerezAún no hay calificaciones
- Tarea ManufacturaDocumento3 páginasTarea ManufacturaRuth Pulido0% (1)
- Gestión logística SENA, procedimientos de recepción, almacenamiento y despacho de mercancíasDocumento29 páginasGestión logística SENA, procedimientos de recepción, almacenamiento y despacho de mercancíasOlga Rocío Campos Arias100% (1)
- Como Hacer Una Logia ExteriorDocumento6 páginasComo Hacer Una Logia ExteriorOscArqOsocosAún no hay calificaciones
- Sistemas de producción Pull y Push: Comparación y análisisDocumento11 páginasSistemas de producción Pull y Push: Comparación y análisisFelicitas OriPerú PilarAún no hay calificaciones
- FodaDocumento9 páginasFodaAndres CalderónAún no hay calificaciones
- Formato Informe GlobalDocumento4 páginasFormato Informe GlobalOmar BecerraAún no hay calificaciones
- CD 7174Documento273 páginasCD 7174policryAún no hay calificaciones
- Envases PlasticosDocumento33 páginasEnvases PlasticosLenin TorresAún no hay calificaciones
- Granito RumaniaDocumento63 páginasGranito RumaniaEverlyn ZuluagaAún no hay calificaciones