También podría gustarte
- Soldadura en el montaje de tuberías. FMEC0108De EverandSoldadura en el montaje de tuberías. FMEC0108Calificación: 3.5 de 5 estrellas3.5/5 (3)
- 8 Electrodos para Soldar Hierro FundidoDocumento7 páginas8 Electrodos para Soldar Hierro FundidoRoberto Quispe EscarcenaAún no hay calificaciones
- Proceso SmawDocumento46 páginasProceso SmawJoseph Vásquez100% (2)
- Soldadura Mig MagDocumento47 páginasSoldadura Mig MagFRANKLIN COLUNCHE MEJIAAún no hay calificaciones
- Posiciones de SoldaduraDocumento9 páginasPosiciones de SoldaduraNyssen A Castillo BAún no hay calificaciones
- Teoria y Fundamentos GTAW+claveDocumento49 páginasTeoria y Fundamentos GTAW+claveHernan AlvarezAún no hay calificaciones
- Exposicion AcerosDocumento64 páginasExposicion AcerosAntonio Roldán Díaz100% (1)
- Soldadura 6G Arco ManualDocumento8 páginasSoldadura 6G Arco ManualZacarias iturrieta100% (1)
- Arco Sumergido (SAW)Documento22 páginasArco Sumergido (SAW)Italo Esquivel VeraAún no hay calificaciones
- Curso Gmaw Oasa HermosilloDocumento46 páginasCurso Gmaw Oasa Hermosilloyelsin padilla chambesAún no hay calificaciones
- Defectos de SoldaduraDocumento10 páginasDefectos de SoldaduraCanmilo Ditta BelenhioAún no hay calificaciones
- Combustibles PresentacionDocumento8 páginasCombustibles PresentacionIsrael Villarroel MedranoAún no hay calificaciones
- Saw PDFDocumento69 páginasSaw PDFluiscalderas1100% (1)
- Guía de Ejercicios - Lixiviación PDFDocumento2 páginasGuía de Ejercicios - Lixiviación PDFLuispino Soto0% (1)
- Frenos MagnéticosDocumento15 páginasFrenos MagnéticosAnthony Mtz Glez100% (1)
- Proceso FCAW PDFDocumento59 páginasProceso FCAW PDFJcarlos HcastroAún no hay calificaciones
- Soldadura con alambre tubular. FMEC0210De EverandSoldadura con alambre tubular. FMEC0210Aún no hay calificaciones
- Soldadura Saw PDFDocumento24 páginasSoldadura Saw PDFLuis Miguel VakAún no hay calificaciones
- Proceso de Soldadura GmawDocumento46 páginasProceso de Soldadura GmawBraulio ala andia100% (2)
- Marco Normativo GeneralDocumento23 páginasMarco Normativo Generalditer najar100% (1)
- GMAWDocumento179 páginasGMAWcesar100% (1)
- Soldadura TIGDocumento21 páginasSoldadura TIGHarol Espinal Machay67% (3)
- Tipos de Electrodos para Aceros Al CarbonoDocumento2 páginasTipos de Electrodos para Aceros Al Carbonopedro timana vilchezAún no hay calificaciones
- Soldadura MAG de chapas de acero al carbono. FMEC0210De EverandSoldadura MAG de chapas de acero al carbono. FMEC0210Aún no hay calificaciones
- GUIA DIDACTICA - M2 - Carpinteria Metalica Con Materiales FerricosDocumento9 páginasGUIA DIDACTICA - M2 - Carpinteria Metalica Con Materiales FerricosAlex Arma del CarpioAún no hay calificaciones
- ALARPDocumento31 páginasALARPditer najar100% (1)
- SoldaduranTIGndenaceroncarbononUF1626nnnnnnnPgn1nn44n 505e7416882d4b3Documento44 páginasSoldaduranTIGndenaceroncarbononUF1626nnnnnnnPgn1nn44n 505e7416882d4b3serdnam0% (1)
- WPS GMAW-a TopeDocumento18 páginasWPS GMAW-a TopeJuan Diego CarvajalAún no hay calificaciones
- Soldador TigDocumento48 páginasSoldador TigJulio Saturno Pazos CaballeroAún no hay calificaciones
- Clasificación de Electrodos para SoldaduraDocumento13 páginasClasificación de Electrodos para SoldaduraRodrigo PaezAún no hay calificaciones
- Soldadura Fcaw1Documento100 páginasSoldadura Fcaw1Mario Sancho100% (1)
- SoldaduraDocumento20 páginasSoldaduraEmanuel HuerfanoAún no hay calificaciones
- Procesos y Utilidades Del Gas NaturalDocumento33 páginasProcesos y Utilidades Del Gas NaturalYeddaly Sandy Ayma MarinAún no hay calificaciones
- Examen de Soldadura de Aluminio y Sus AleacionesDocumento4 páginasExamen de Soldadura de Aluminio y Sus AleacionesDarwin Hidalgo Suni SuniAún no hay calificaciones
- GTAWDocumento72 páginasGTAWKatherin Carhuas Quispe100% (1)
- Soldadura de AluminioDocumento37 páginasSoldadura de AluminioMiguel Angel CisnerosAún no hay calificaciones
- Tig 1Documento60 páginasTig 1Jose DaltónAún no hay calificaciones
- Moldeo y Fundición Del PlásticoDocumento36 páginasMoldeo y Fundición Del PlásticoLesly Zapana Alcántara100% (1)
- Proceso MCAWDocumento43 páginasProceso MCAWDavid CandoAún no hay calificaciones
- Materiales InteligentesDocumento4 páginasMateriales InteligentesElizabeth HernandezAún no hay calificaciones
- Curso de Soldadura AutogenaDocumento130 páginasCurso de Soldadura AutogenaMylian Guadalupe Bouch100% (2)
- Tipos de CompresoresDocumento13 páginasTipos de CompresoresLuisPandoAún no hay calificaciones
- Soldadura Por Proceso de Arco Sumergido.-1Documento7 páginasSoldadura Por Proceso de Arco Sumergido.-1KLEVER ADRIANOAún no hay calificaciones
- Arco SumergidoDocumento57 páginasArco SumergidoABRAHAM SILVA HERNANDEZ100% (1)
- Parametros de Soldadura GmawDocumento12 páginasParametros de Soldadura GmawJoel Martel Gabriel100% (1)
- Proceso FCAWDocumento59 páginasProceso FCAWwgomez_175543Aún no hay calificaciones
- Soldadura GmawDocumento138 páginasSoldadura GmawmigalbertAún no hay calificaciones
- 02-Procesos de SoldadurasDocumento157 páginas02-Procesos de SoldadurasLimbert Ramos RicaldeAún no hay calificaciones
- Recubrimientos DurosDocumento44 páginasRecubrimientos DurosRose MejiaAún no hay calificaciones
- 7 Soldabilidad Del AluminioDocumento19 páginas7 Soldabilidad Del Aluminiowgomez_175543Aún no hay calificaciones
- Soldadura FCAWDocumento9 páginasSoldadura FCAWRafael Sarmiento BenitoAún no hay calificaciones
- El Agrietamiento Inducido Por Hidrógeno o Agrietamiento en Frio Presente en SoldadurasDocumento16 páginasEl Agrietamiento Inducido Por Hidrógeno o Agrietamiento en Frio Presente en SoldadurasCristian Camilo QuirogaAún no hay calificaciones
- 78 - Gestión de Soldadura - Introducción (Pag1-8)Documento8 páginas78 - Gestión de Soldadura - Introducción (Pag1-8)Luis MerkiAún no hay calificaciones
- Cuaderno GtawDocumento27 páginasCuaderno GtawRafael AlejandroAún no hay calificaciones
- Fundamentos de La Soldadura MIGDocumento25 páginasFundamentos de La Soldadura MIGwbuesoAún no hay calificaciones
- Tablas Manual de SoldaduraDocumento34 páginasTablas Manual de SoldaduraFranciscoEndaraAún no hay calificaciones
- Ficha 01 SoldaduraDocumento4 páginasFicha 01 SoldaduraCristhian NavarreteAún no hay calificaciones
- Fuentes de Poder TigDocumento15 páginasFuentes de Poder TigGERLI100% (1)
- File - 1915 - Manual de Soldadura Indura 2007Documento88 páginasFile - 1915 - Manual de Soldadura Indura 2007Pedro Junior Sotelo LedezmaAún no hay calificaciones
- Curso de Soldador Clase #7Documento13 páginasCurso de Soldador Clase #7Daniel BeguerieAún no hay calificaciones
- Examen de Soldadura II ItepDocumento1 páginaExamen de Soldadura II ItepVilca Ife ItepAún no hay calificaciones
- Revestimiento de ElectrodosDocumento7 páginasRevestimiento de ElectrodosKevin Shinder Jesus Colque EscobedoAún no hay calificaciones
- Soldadura SAWDocumento18 páginasSoldadura SAWsergioAún no hay calificaciones
- Soldadura en Acero Parte 3Documento43 páginasSoldadura en Acero Parte 3Nick DipeAún no hay calificaciones
- Proceso de Soldadura Mig - GmawDocumento39 páginasProceso de Soldadura Mig - GmawAlfredo Rafael Torres Gonzalez100% (1)
- Proceso Mig Mag SoldaduraDocumento41 páginasProceso Mig Mag SoldaduraLuis Ramos BautistaAún no hay calificaciones
- s3 SESION 1 - MergedDocumento382 páginass3 SESION 1 - MergedMIJAIL FRANK RICALDI CARHUARICRAAún no hay calificaciones
- Proceso MIGDocumento67 páginasProceso MIGYanina CamonesAún no hay calificaciones
- Gtaw Saw OawDocumento27 páginasGtaw Saw OawChristianGarcíaAún no hay calificaciones
- 1 - Dieter1Documento16 páginas1 - Dieter1diter najarAún no hay calificaciones
- Ssma PDFDocumento14 páginasSsma PDFditer najarAún no hay calificaciones
- Ssma PDFDocumento14 páginasSsma PDFditer najarAún no hay calificaciones
- Criterio de Estabilidad MaxsurfDocumento4 páginasCriterio de Estabilidad Maxsurfditer najar0% (1)
- Solucionario Examen Final, 2015-I, Aut - R PEREZDocumento5 páginasSolucionario Examen Final, 2015-I, Aut - R PEREZditer najar100% (1)
- Vibra3 Uni 2017-1Documento14 páginasVibra3 Uni 2017-1diter najarAún no hay calificaciones
- Sesion 8-2015-2-VIBRACION LIBRE AMORTIGUADA PDFDocumento43 páginasSesion 8-2015-2-VIBRACION LIBRE AMORTIGUADA PDFditer najarAún no hay calificaciones
- AtuneroDocumento759 páginasAtuneroditer najarAún no hay calificaciones
- Concepto de Proceso en La Ingeniería IndustrialDocumento5 páginasConcepto de Proceso en La Ingeniería IndustrialJeniffer Ayala GarciaAún no hay calificaciones
- InformeDocumento31 páginasInformecarlos753Aún no hay calificaciones
- Reorganizacion ACI 318 - UNIDocumento93 páginasReorganizacion ACI 318 - UNIVictor E. Zamora100% (1)
- Lluvia de IdeasDocumento1 páginaLluvia de IdeasOxmar Umbacia100% (3)
- El Pueblo Sin Atributos P 28 - Wendy BrownDocumento2 páginasEl Pueblo Sin Atributos P 28 - Wendy BrownGaboAún no hay calificaciones
- Reporte Proyecto Formativo - 1958796 - CONFECCION INDUSTRIAL Y REPARADocumento20 páginasReporte Proyecto Formativo - 1958796 - CONFECCION INDUSTRIAL Y REPARAChristian Guerrero LeonAún no hay calificaciones
- Soldadura Por Electrodo No Consumible ProtegidoDocumento8 páginasSoldadura Por Electrodo No Consumible ProtegidoLuis GuerreroAún no hay calificaciones
- Practica 4Documento4 páginasPractica 4Luis JaramilloAún no hay calificaciones
- PVC C 900Documento6 páginasPVC C 900Jaime Arnaldo Montelongo GarciaAún no hay calificaciones
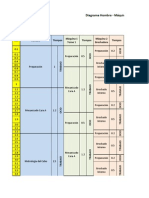
- Diagrama Hombre Máquina RuedaDocumento8 páginasDiagrama Hombre Máquina RuedaDiego Rodriguez TellezAún no hay calificaciones
- Rodillos JOCAR PDFDocumento29 páginasRodillos JOCAR PDFPedro GutierrezAún no hay calificaciones
- Actividad 1 MATERIALESDocumento8 páginasActividad 1 MATERIALESjhonzulAún no hay calificaciones
- Reg 01-09 Lista MaestraDocumento12 páginasReg 01-09 Lista MaestraAlex Astuhuaman100% (1)
- Trampa de Grasa DE UN RESTAURANTEDocumento2 páginasTrampa de Grasa DE UN RESTAURANTECristina AppletonAún no hay calificaciones
- Maquiena para Soldar KN Agua y SalDocumento1 páginaMaquiena para Soldar KN Agua y SalPablo AcuñaAún no hay calificaciones
- Procesos Industriales Sesión 2Documento11 páginasProcesos Industriales Sesión 2Roberto ReyesAún no hay calificaciones
- 2.guía de Aprendizaje 8Documento11 páginas2.guía de Aprendizaje 8Ana CaceresAún no hay calificaciones
- QQ4 UVCRKYfp SN R61893Documento191 páginasQQ4 UVCRKYfp SN R61893Fidencio VázquezAún no hay calificaciones
- No 90 015Documento12 páginasNo 90 015jaelAún no hay calificaciones
- Practica #5Documento4 páginasPractica #5Niel MaldonadoAún no hay calificaciones
- Listado 1.CdrDocumento5 páginasListado 1.CdrEduardo Luengo GonzalezAún no hay calificaciones
- Act 1 Mapa Mental 3 Rev IndDocumento2 páginasAct 1 Mapa Mental 3 Rev IndFERNANDO ROMAN GERONIMOAún no hay calificaciones
- Informe Checco PuccaDocumento19 páginasInforme Checco PuccaCristian M SalasAún no hay calificaciones