0% encontró este documento útil (0 votos)
345 vistas18 páginasDiseño WPS Precalificado para GMAW
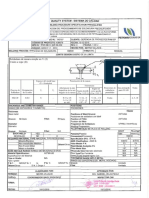
Este documento presenta el diseño de un WPS precalificado para soldar dos placas de acero A709 Gr.36 y A852 usando el proceso GMAW en todas las posiciones. Se analizan las variables esenciales como el metal base, metal de aporte ER70S-2 de 1/16 pulgadas, parámetros del proceso de 30-36V y 350-400A, gas de protección CO2 a 16L/min, y velocidad de soldadura de 350mm/min para cumplir con los requisitos de AWS D1.1 para un WPS pre
Cargado por
Juan Diego CarvajalDerechos de autor
© © All Rights Reserved
Nos tomamos en serio los derechos de los contenidos. Si sospechas que se trata de tu contenido, reclámalo aquí.
Formatos disponibles
Descarga como PDF, TXT o lee en línea desde Scribd
0% encontró este documento útil (0 votos)
345 vistas18 páginasDiseño WPS Precalificado para GMAW
Este documento presenta el diseño de un WPS precalificado para soldar dos placas de acero A709 Gr.36 y A852 usando el proceso GMAW en todas las posiciones. Se analizan las variables esenciales como el metal base, metal de aporte ER70S-2 de 1/16 pulgadas, parámetros del proceso de 30-36V y 350-400A, gas de protección CO2 a 16L/min, y velocidad de soldadura de 350mm/min para cumplir con los requisitos de AWS D1.1 para un WPS pre
Cargado por
Juan Diego CarvajalDerechos de autor
© © All Rights Reserved
Nos tomamos en serio los derechos de los contenidos. Si sospechas que se trata de tu contenido, reclámalo aquí.
Formatos disponibles
Descarga como PDF, TXT o lee en línea desde Scribd