También podría gustarte
- Actividad de Secado Javier.XDocumento11 páginasActividad de Secado Javier.XJavierXelhuantziAcoltziAún no hay calificaciones
- Tipos de SecadoresDocumento11 páginasTipos de SecadoresMichelle Osorio100% (1)
- Secadores RotatoriosDocumento15 páginasSecadores RotatoriosbrankoAún no hay calificaciones
- Actividad de Aprendizaje de Equipos de SecadoDocumento10 páginasActividad de Aprendizaje de Equipos de SecadoneriAún no hay calificaciones
- Secador de TamborDocumento13 páginasSecador de TamborPerla Coco100% (1)
- 3iv92-Equipo 5 - Secador RotatorioDocumento44 páginas3iv92-Equipo 5 - Secador RotatorioAlfredo NavarreteAún no hay calificaciones
- Que Es El Cobre Blister?Documento20 páginasQue Es El Cobre Blister?Aldo GranadosAún no hay calificaciones
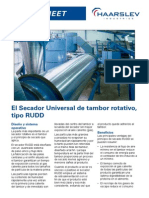
- Secador Universal de Tambor RotativoDocumento2 páginasSecador Universal de Tambor RotativoYherson Cerin ChavarriaAún no hay calificaciones
- Secador Spray (Flores Pardo Bruno Alexandre)Documento12 páginasSecador Spray (Flores Pardo Bruno Alexandre)Alex Flores PardoAún no hay calificaciones
- Secado Por AtomizacionDocumento8 páginasSecado Por AtomizacionDany EspinozaAún no hay calificaciones
- Proyecto OPE2Documento22 páginasProyecto OPE2Romina CarvalloAún no hay calificaciones
- Flash DryerDocumento8 páginasFlash DryerJean Stewar Hidalgo Soto100% (1)
- Secadores RotatoriosDocumento13 páginasSecadores RotatoriosCharly Loor L PrimosAún no hay calificaciones
- Secador Directo 3.2.2Documento19 páginasSecador Directo 3.2.2Javier Alejandro Tapia CastroAún no hay calificaciones
- Tarea - SecadoresDocumento11 páginasTarea - SecadoresGénesis EscobedoAún no hay calificaciones
- Secado de MaterialesDocumento19 páginasSecado de MaterialesBrenda NoemiAún no hay calificaciones
- FME Pirometalurgia 2Documento34 páginasFME Pirometalurgia 2Williams LeivaAún no hay calificaciones
- Secador FlashDocumento14 páginasSecador FlashJimmy RedsAún no hay calificaciones
- Secador RotatorioDocumento16 páginasSecador RotatorioXarit075% (4)
- Secador RotatorioDocumento5 páginasSecador RotatoriochilindrinochochoAún no hay calificaciones
- Practica Secador Rotatorio ESIQIEDocumento7 páginasPractica Secador Rotatorio ESIQIEIván SeguraAún no hay calificaciones
- 1.consulta CeramicosDocumento22 páginas1.consulta CeramicosjormanAún no hay calificaciones
- SECADODocumento37 páginasSECADOMetzeri ZárateAún no hay calificaciones
- SECADODocumento2 páginasSECADOIsabella QuevedoAún no hay calificaciones
- Secado Por Transporte NeumaticoDocumento17 páginasSecado Por Transporte Neumaticoedwin100% (1)
- Metalurgia ExtractivaDocumento8 páginasMetalurgia ExtractivaMilton Michael Rubio JoaquinAún no hay calificaciones
- Ejercicios de SecadoDocumento30 páginasEjercicios de SecadoFrancisco Valdes75% (8)
- Secador RotatorioDocumento8 páginasSecador RotatoriohenryAún no hay calificaciones
- Proceso de Secado Por AtomizaciónDocumento9 páginasProceso de Secado Por AtomizaciónCamilo HernandezAún no hay calificaciones
- Procesos de SecadoDocumento8 páginasProcesos de Secadomiguel escobarAún no hay calificaciones
- Secado de productos: Métodos y equipos enDocumento47 páginasSecado de productos: Métodos y equipos enJV CansinoAún no hay calificaciones
- Laboratorio de Procesos de Separación Por Membrana y Los Que Involucran Una Fase SolidaDocumento23 páginasLaboratorio de Procesos de Separación Por Membrana y Los Que Involucran Una Fase SolidaMitzi LeonAún no hay calificaciones
- Secador RotatorioDocumento5 páginasSecador RotatorioRodrigo PusaricoAún no hay calificaciones
- Secado Parte 1Documento31 páginasSecado Parte 1ANDRESAún no hay calificaciones
- Secador Cinta TransportadoraDocumento24 páginasSecador Cinta Transportadoraterepzkdo50% (2)
- SecadoDocumento47 páginasSecadoMassiel Guzman OnofreAún no hay calificaciones
- Refrigeradores Del ClínkerDocumento18 páginasRefrigeradores Del ClínkerCintia Gonzáles0% (1)
- Secado por atomizaciónDocumento16 páginasSecado por atomizaciónItalo Causso AsteteAún no hay calificaciones
- Proceso de Secado (Pirometalúrgia)Documento17 páginasProceso de Secado (Pirometalúrgia)nevenka100% (3)
- 3 Descripción Del Equipo FestonDocumento12 páginas3 Descripción Del Equipo FestonEsquivel Bocanegra Pablo HosmarAún no hay calificaciones
- SECADORDocumento4 páginasSECADORSILVIA NATALIA REYES ROJASAún no hay calificaciones
- Secadores de tambor: tipos, partes y funcionamientoDocumento18 páginasSecadores de tambor: tipos, partes y funcionamientoPablo ChiribogaAún no hay calificaciones
- Sec AdoresDocumento8 páginasSec AdoresOscar VicenteAún no hay calificaciones
- Módulo 3 Secado, Calcinación y TostaciónDocumento13 páginasMódulo 3 Secado, Calcinación y TostaciónGustavo ChoqueAún no hay calificaciones
- Tambor, PrácticaDocumento8 páginasTambor, PrácticaArturo Sauza de la VegaAún no hay calificaciones
- SecadoDocumento6 páginasSecadoUciel AlcaláAún no hay calificaciones
- PIROMETALURGIADocumento5 páginasPIROMETALURGIAEstrella PerazaAún no hay calificaciones
- PirometalurgiaDocumento36 páginasPirometalurgiaDiego Galicia100% (1)
- Secado por atomización: método y aplicaciones enDocumento22 páginasSecado por atomización: método y aplicaciones enAlexander Pinzon0% (1)
- ATOMIZACIONDocumento28 páginasATOMIZACIONOscar VasquezAún no hay calificaciones
- MI4100 - 02 Secado-TostacionDocumento30 páginasMI4100 - 02 Secado-TostacionHugo AvendañoAún no hay calificaciones
- Métodos de Separacion Del AireDocumento4 páginasMétodos de Separacion Del AireOscar Leiva Mejia50% (4)
- Barrido Con AireDocumento5 páginasBarrido Con AireJosé Antonio Ferrer GutiérrezAún no hay calificaciones
- Procesos Flash y BathDocumento18 páginasProcesos Flash y BathCristian Reyes IlicAún no hay calificaciones
- MF1165_3 - Instalaciones de ventilación-ExtracciónDe EverandMF1165_3 - Instalaciones de ventilación-ExtracciónAún no hay calificaciones
- Manual técnico de refrigerantesDe EverandManual técnico de refrigerantesCalificación: 4 de 5 estrellas4/5 (4)
- Preparar y acondicionar los equipos principales e instalaciones auxiliares de la planta química. QUIE0108De EverandPreparar y acondicionar los equipos principales e instalaciones auxiliares de la planta química. QUIE0108Calificación: 5 de 5 estrellas5/5 (1)
- Materiales y técnicas de moldeo y vaciado aplicados a obras de arteDe EverandMateriales y técnicas de moldeo y vaciado aplicados a obras de arteAún no hay calificaciones
- UF0903 - Caracterización de equipos y elementos en instalaciones de climatizaciónDe EverandUF0903 - Caracterización de equipos y elementos en instalaciones de climatizaciónAún no hay calificaciones
- Ingeniería de procesos siderúrgicos: La experiencia de AHMSADe EverandIngeniería de procesos siderúrgicos: La experiencia de AHMSAAún no hay calificaciones
- Unidad 1 Electro QuimicaDocumento33 páginasUnidad 1 Electro Quimicagerald challapaAún no hay calificaciones
- CalidadDocumento12 páginasCalidadgerald challapaAún no hay calificaciones
- Aplicacion de La Calidad A La MineriaaDocumento13 páginasAplicacion de La Calidad A La Mineriaagerald challapaAún no hay calificaciones
- Celda Electro QuimicaDocumento4 páginasCelda Electro Quimicagerald challapaAún no hay calificaciones
- BOLETÍN RED-OX 20-21Documento7 páginasBOLETÍN RED-OX 20-21Viqui R.Aún no hay calificaciones
- Guía Laboratorio Química 2Documento49 páginasGuía Laboratorio Química 2mahucosmeAún no hay calificaciones
- LA TABLA PERIODICA DE LOS ELEMENTOS QUIMICOSDocumento2 páginasLA TABLA PERIODICA DE LOS ELEMENTOS QUIMICOSblautt14Aún no hay calificaciones
- Anexo 2 - Fase Agua - 2024 correcionDocumento12 páginasAnexo 2 - Fase Agua - 2024 correcionMIGUEL ANGEL CORREA CASTILLOAún no hay calificaciones
- AMORTIGUADORES, BUFFERS Y ANFOLITOSDocumento5 páginasAMORTIGUADORES, BUFFERS Y ANFOLITOSAida SiguaAún no hay calificaciones
- Actividad 04Documento6 páginasActividad 04edison renan quispe ramosAún no hay calificaciones
- 3° y 4° viernes 22 ficha 9Documento2 páginas3° y 4° viernes 22 ficha 9Soledad HuánucoAún no hay calificaciones
- Kori Chaca YanaochaDocumento12 páginasKori Chaca YanaochaJuan LauraAún no hay calificaciones
- Ics 1 - Tema 4 Procesos de Corte Rev0Documento31 páginasIcs 1 - Tema 4 Procesos de Corte Rev0almudenatuimilAún no hay calificaciones
- Corrosión Ams 2Documento97 páginasCorrosión Ams 2m.paredes.lftAún no hay calificaciones
- Practica 4 Determinacion Redox de Cobre IIDocumento4 páginasPractica 4 Determinacion Redox de Cobre IIEsteban UrestiAún no hay calificaciones
- Practica 4_Reagrupamiento_de_ClaisenDocumento17 páginasPractica 4_Reagrupamiento_de_ClaisenIlAguacherry IlAún no hay calificaciones
- CCNN3 U11Documento24 páginasCCNN3 U11YoanaAtuncarMatiasAún no hay calificaciones
- PRACTICO NDocumento134 páginasPRACTICO NLazaro ToconásAún no hay calificaciones
- tema-5-de-curso-de-ciencia-de-los-materiales-cinetica-de-los-cambios-de-fase-y-solidificacionDocumento29 páginastema-5-de-curso-de-ciencia-de-los-materiales-cinetica-de-los-cambios-de-fase-y-solidificacionIsidoro VargasAún no hay calificaciones
- Cuaderno Laboratorio Síntesis Orgánica 1Documento57 páginasCuaderno Laboratorio Síntesis Orgánica 1pabloAún no hay calificaciones
- Callaway C-4015 PWG (MSDS)Documento5 páginasCallaway C-4015 PWG (MSDS)wilson martin condori vargasAún no hay calificaciones
- RETENCIÓN_DE_FÓSFORO_EN_SUELOS_DEDICADOS_AL_CULTIVO_DE_MAÍZ_EN_LA_REGIÓN_DE_AZUERODocumento14 páginasRETENCIÓN_DE_FÓSFORO_EN_SUELOS_DEDICADOS_AL_CULTIVO_DE_MAÍZ_EN_LA_REGIÓN_DE_AZUEROcris Cedeño MarciagaAún no hay calificaciones
- Informe Lab BioqDocumento27 páginasInforme Lab BioqCarlos YesielAún no hay calificaciones
- Medición Del Equilibrio LíquidoDocumento2 páginasMedición Del Equilibrio Líquidodiani perez perezAún no hay calificaciones
- Anexo 4.1 - InformesDocumento16 páginasAnexo 4.1 - Informeskaren.gomez19gAún no hay calificaciones
- 1er. Examen Parcial de QOA 2AM3Documento3 páginas1er. Examen Parcial de QOA 2AM3Nictheha CastilloAún no hay calificaciones
- Ficha Tecnica - Aluminio Euro Nueva PDFDocumento1 páginaFicha Tecnica - Aluminio Euro Nueva PDFGUSTAVO QUISPE QUISPEAún no hay calificaciones
- Ficha de Seguridad R 453a Rs 70 Gas Servei SaDocumento10 páginasFicha de Seguridad R 453a Rs 70 Gas Servei SaAlexander CerroAún no hay calificaciones
- PRIMERA UNIDAD DE QUIMICA 1 (2)Documento30 páginasPRIMERA UNIDAD DE QUIMICA 1 (2)Luis Daniel Boror PascasioAún no hay calificaciones
- Guía Experimental de Química AnalíticaDocumento30 páginasGuía Experimental de Química AnalíticaRomina EderyAún no hay calificaciones
- Guia Practico 2Documento15 páginasGuia Practico 2Pauli JimenezAún no hay calificaciones
- MARCHA ANALITICA DE CATIONESDocumento5 páginasMARCHA ANALITICA DE CATIONESAlvaro Ramos BarbaAún no hay calificaciones
- Monografía Losartan PotásicoDocumento2 páginasMonografía Losartan PotásicoSofia HernándezAún no hay calificaciones
- LIQUIDOS I (2)Documento15 páginasLIQUIDOS I (2)anthonyraulsanchezcarrascoAún no hay calificaciones