También podría gustarte
- Informe Técnico SukarneDocumento71 páginasInforme Técnico SukarneAlbberto Jimmenez EspinozzaAún no hay calificaciones
- Propuesta de mejora en el área de acondicionado en la elaboración de fresa congelada de la empresa Frozen Foods S.A.CDocumento34 páginasPropuesta de mejora en el área de acondicionado en la elaboración de fresa congelada de la empresa Frozen Foods S.A.CMarcoantonio Aldair Roman Canales100% (1)
- Entrega 2 Física de PlantasDocumento12 páginasEntrega 2 Física de PlantasAlejo Àvila100% (1)
- Análisis de cuellos de botella y variabilidad en sistema de manufacturaDocumento10 páginasAnálisis de cuellos de botella y variabilidad en sistema de manufacturaDFSFDAún no hay calificaciones
- Cuellos de botella en sistemas de manufacturaDocumento20 páginasCuellos de botella en sistemas de manufacturaJEFFRYAún no hay calificaciones
- Entrega 1 y 2 Fisica de PlantasDocumento10 páginasEntrega 1 y 2 Fisica de PlantasFerchoMelendez100% (1)
- Tercera Entrega. Fisica PlantasDocumento12 páginasTercera Entrega. Fisica PlantasLeidy ÁlvarezAún no hay calificaciones
- 3 Entrega Fisica de PlantasDocumento15 páginas3 Entrega Fisica de PlantasDFSFDAún no hay calificaciones
- 2 Entrega Proyecto Grupal Fisica de PlantaDocumento13 páginas2 Entrega Proyecto Grupal Fisica de PlantaPreciado HectorAún no hay calificaciones
- Trabajo Colaborativo Física de Plantas EntregaDocumento14 páginasTrabajo Colaborativo Física de Plantas EntregaJohanna ForeroAún no hay calificaciones
- Trabajo Colaborativo Física de PlantasDocumento14 páginasTrabajo Colaborativo Física de PlantasJohanna Forero100% (1)
- Segunda Entrega Fisica de PlantasDocumento14 páginasSegunda Entrega Fisica de PlantasHermes MolinaAún no hay calificaciones
- Análisis de Cuellos de BotellaDocumento13 páginasAnálisis de Cuellos de BotellaJohanna ForeroAún no hay calificaciones
- Estudio Mercado PH CompletoDocumento260 páginasEstudio Mercado PH CompletoAlejandro MalagáAún no hay calificaciones
- Fisica de Plantas - Entrega 2Documento11 páginasFisica de Plantas - Entrega 2Estuco VenecianoAún no hay calificaciones
- Segunda Entrega Fisica de PlantasDocumento11 páginasSegunda Entrega Fisica de PlantasKamila QuinteroAún no hay calificaciones
- Cuellos de botella en la fabricación de circuitos electrónicosDocumento14 páginasCuellos de botella en la fabricación de circuitos electrónicosximena rocha100% (1)
- Identificación y solución de cuellos de botellaDocumento34 páginasIdentificación y solución de cuellos de botellaLeidy Suset Galvez BerganzaAún no hay calificaciones
- Introducción A La Ingenieria Eje #2Documento10 páginasIntroducción A La Ingenieria Eje #2Yenny CortesAún no hay calificaciones
- Proyecto Análisis Cuello de Botella - Entrega 2Documento9 páginasProyecto Análisis Cuello de Botella - Entrega 2David Martin BAún no hay calificaciones
- Dora Stefanny Anabel Quiroz MendozaDocumento19 páginasDora Stefanny Anabel Quiroz MendozaMAYRA BRIGITTE ALEGRIA CABANILLASAún no hay calificaciones
- Plan de Tesis - Antony Loroña Dipaz 14Documento21 páginasPlan de Tesis - Antony Loroña Dipaz 14Angeles OrihuelaAún no hay calificaciones
- Entrega Final Fisica de PlantasDocumento18 páginasEntrega Final Fisica de PlantasJulian PalaciosAún no hay calificaciones
- Protocolo de Investigacion-1Documento35 páginasProtocolo de Investigacion-1Hugo CarreraAún no hay calificaciones
- Características Del Estudio de Trabajo e Ingeniera de Métodos. Naturaleza y Características Del Lote EconómicoDocumento75 páginasCaracterísticas Del Estudio de Trabajo e Ingeniera de Métodos. Naturaleza y Características Del Lote EconómicoElizabeth Chris Gómez DurandAún no hay calificaciones
- Análisis de cuellos de botella en sistema de manufacturaDocumento20 páginasAnálisis de cuellos de botella en sistema de manufacturafredyAún no hay calificaciones
- Martínez de Pinillos Figueroa, Rodolfo PDFDocumento83 páginasMartínez de Pinillos Figueroa, Rodolfo PDFStephanie Denyss LozanoAún no hay calificaciones
- Informe-De La FachadaDocumento29 páginasInforme-De La FachadaFranco Quispe MaguiñaAún no hay calificaciones
- Planeación y Diseño de Procesos - GRUPO 3Documento23 páginasPlaneación y Diseño de Procesos - GRUPO 3Sofía ArresteguiAún no hay calificaciones
- Artola GL PDFDocumento234 páginasArtola GL PDFHumphrey BlevinsAún no hay calificaciones
- Entrega 2.2Documento19 páginasEntrega 2.2Andrea Ramírez CárdenasAún no hay calificaciones
- Entrega Proyecto Grupal FISICA de PLANTASDocumento11 páginasEntrega Proyecto Grupal FISICA de PLANTASAnonymous pj7XzRJAún no hay calificaciones
- Física de Plantas - Informe Proyecto Grupal Tercera EntregaDocumento12 páginasFísica de Plantas - Informe Proyecto Grupal Tercera EntregaIvan Camilo Gordillo Clavijo55% (11)
- Seminario de Investigacion. Unidad 3Documento14 páginasSeminario de Investigacion. Unidad 3Olarte Reyes LuigiAún no hay calificaciones
- Informe Grupo 2 F.Documento52 páginasInforme Grupo 2 F.Cesar Leonardo Cosme RamosAún no hay calificaciones
- V4 Correccion de Anteproyecto Johandry U GarciaDocumento37 páginasV4 Correccion de Anteproyecto Johandry U GarciaDERLY CONSTANTINO DELGADO GARCIAAún no hay calificaciones
- Estadias 25 MarzoDocumento53 páginasEstadias 25 Marzodaniela lujanAún no hay calificaciones
- Herramienta de Mejora Continua PhvaDocumento13 páginasHerramienta de Mejora Continua PhvaAndrés BallénAún no hay calificaciones
- Tesis UPC Mantenimiento y Despacho de Gas Natural LicuadoDocumento169 páginasTesis UPC Mantenimiento y Despacho de Gas Natural LicuadoDARLYN MANUEL BAYONA VILCHEZAún no hay calificaciones
- Mejoras a procesos de fundición en arena para aumentar competitividadDocumento18 páginasMejoras a procesos de fundición en arena para aumentar competitividadEsneider Orozco100% (1)
- Calidad Sin Lagrimas Autor. Philip B. CrosbyDocumento109 páginasCalidad Sin Lagrimas Autor. Philip B. CrosbyCarlos SandovalAún no hay calificaciones
- Sistema de Costos Por Ordenes y ProcesosDocumento57 páginasSistema de Costos Por Ordenes y ProcesosJackelyn Nathalie Taipe Sanchez100% (1)
- T026800014356-0-Andreina Pineda. Elaboracion de Un Plan de Muestreo en Bases Termoformadas de 15-000Documento110 páginasT026800014356-0-Andreina Pineda. Elaboracion de Un Plan de Muestreo en Bases Termoformadas de 15-000leider palaciosAún no hay calificaciones
- Descripción Del Problema, 1er Aporte.Documento6 páginasDescripción Del Problema, 1er Aporte.Favio SamanezAún no hay calificaciones
- Informe Con El Cálculo y Estandarización de Los TiemposDocumento47 páginasInforme Con El Cálculo y Estandarización de Los TiemposDiego AlejandroAún no hay calificaciones
- TESIS COMPLETA (FINAL) .DocImplemetacio Matto Prev y PredictDocumento263 páginasTESIS COMPLETA (FINAL) .DocImplemetacio Matto Prev y PredictedvidalAún no hay calificaciones
- MolinoDocumento131 páginasMolinoEulrrOblitasAún no hay calificaciones
- Tesis Lopez - AliagaDocumento128 páginasTesis Lopez - AliagaGabriel Sampedro100% (1)
- Automatización de planta tratadora de aguas residualesDocumento22 páginasAutomatización de planta tratadora de aguas residualesangeldemorelosAún no hay calificaciones
- Informe InplementarDocumento40 páginasInforme InplementarDAPLEFT OFFICIALAún no hay calificaciones
- Ingenieria de Metodo Reduccion de Costos de ProduccionDocumento26 páginasIngenieria de Metodo Reduccion de Costos de ProduccionAlisson SanchezAún no hay calificaciones
- Primera Entrega Fisica de PlantasDocumento13 páginasPrimera Entrega Fisica de PlantasYadila MONSALVE CIFUENTESAún no hay calificaciones
- FINALLLL-IMT (1) Plancha CocinaDocumento263 páginasFINALLLL-IMT (1) Plancha Cocinaoh crepeAún no hay calificaciones
- Trabajo-Final de Planiamiento Aceite Crudo de PalmaDocumento102 páginasTrabajo-Final de Planiamiento Aceite Crudo de PalmaDaivi Jhesuary Sevillano VillanuevaAún no hay calificaciones
- Aplicación 5S's sistema calidad Metal VijesaDocumento34 páginasAplicación 5S's sistema calidad Metal VijesaAnghela PalaciosAún no hay calificaciones
- Proyecto Integrador PizzeríaDocumento33 páginasProyecto Integrador PizzeríatorresgonzalezinAún no hay calificaciones
- Emsamblado de Una BotoneraDocumento16 páginasEmsamblado de Una BotoneraValhia Loarte SanaAún no hay calificaciones
- BPM NicaraguaDocumento253 páginasBPM Nicaraguaaguadelfin21Aún no hay calificaciones
- Potasio en PAPA PDFDocumento110 páginasPotasio en PAPA PDFCrizanto Taipe CuriAún no hay calificaciones
- 1407 Establece Criterios Microbiológicos Que Deba Cumplir Los Alimentos y Bebidas Destinadas para Consumo HumanoDocumento27 páginas1407 Establece Criterios Microbiológicos Que Deba Cumplir Los Alimentos y Bebidas Destinadas para Consumo HumanoGLORIA JIMENEZAún no hay calificaciones
- Wiac - Info PDF El Sexto Jose Maria Arguedas PRDocumento78 páginasWiac - Info PDF El Sexto Jose Maria Arguedas PREilex Ortiz SuyoAún no hay calificaciones
- Metodología 5S de Gestión de La Calidad: VentajasDocumento3 páginasMetodología 5S de Gestión de La Calidad: VentajasMige Angel CastroAún no hay calificaciones
- La ruta metabólica del ácido shikímico y los metabolitos secundarios vegetalesDocumento32 páginasLa ruta metabólica del ácido shikímico y los metabolitos secundarios vegetalesDavis MeraAún no hay calificaciones
- 400-Ejercicios-Logico-Matemã - Tico (Corregido)Documento53 páginas400-Ejercicios-Logico-Matemã - Tico (Corregido)Magaly CadenaAún no hay calificaciones
- La Imagen Del Caracol en La Edad Media SDocumento10 páginasLa Imagen Del Caracol en La Edad Media SRamiro BelloAún no hay calificaciones
- Guia de Matematicas Grado 9° Abc Periodo IDocumento10 páginasGuia de Matematicas Grado 9° Abc Periodo IDiana RiveraAún no hay calificaciones
- Regulador RQ: componentes y funcionamientoDocumento2 páginasRegulador RQ: componentes y funcionamientoForteLub100% (1)
- Tsa02 - Future EngineerDocumento39 páginasTsa02 - Future EngineerCamila Misme TasillaAún no hay calificaciones
- Actividad2 - Contabilidad Administrativa y de Costos.Documento15 páginasActividad2 - Contabilidad Administrativa y de Costos.Magaly PujupatAún no hay calificaciones
- Templo de SalomonDocumento81 páginasTemplo de SalomonJhoysi CarrionAún no hay calificaciones
- Mermeladas ArtesanalescinthiaDocumento5 páginasMermeladas ArtesanalescinthiaCinthia Margarita Preciado OchoaAún no hay calificaciones
- Certificado-Roseta PLAFONDocumento2 páginasCertificado-Roseta PLAFONalexander achicanoyAún no hay calificaciones
- Ergonomía ComputacionalDocumento2 páginasErgonomía ComputacionalDora ContreraAún no hay calificaciones
- Diagnóstico motores 2T y 4TDocumento15 páginasDiagnóstico motores 2T y 4THernan VasquezAún no hay calificaciones
- Trabajo Sistema de ConduccionDocumento5 páginasTrabajo Sistema de Conduccionapi-394253521Aún no hay calificaciones
- Examen final portafolio Fundamentos Visuales básicoDocumento11 páginasExamen final portafolio Fundamentos Visuales básicoOrlando Zapata FariasAún no hay calificaciones
- Enfermedad Diarreica Aguda: R1: Laura Ines Serrano AntezanaDocumento12 páginasEnfermedad Diarreica Aguda: R1: Laura Ines Serrano AntezanaKatherin Helen CespedesAún no hay calificaciones
- Certificado de Análisis de Materia PrimaDocumento2 páginasCertificado de Análisis de Materia PrimaYatzil Cruz ChavezAún no hay calificaciones
- Gases industriales-40cDocumento8 páginasGases industriales-40cAndrea Gómez100% (1)
- Epstein - El Cine Del Diablo (Indice y Capitulo Uno) PDFDocumento12 páginasEpstein - El Cine Del Diablo (Indice y Capitulo Uno) PDFManu Loop100% (1)
- Material Comunicaciones MovilesDocumento128 páginasMaterial Comunicaciones MovilesDiego De PedroAún no hay calificaciones
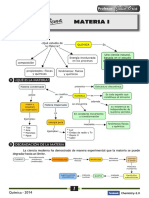
- Capitulo 01 - Materia IDocumento15 páginasCapitulo 01 - Materia ICristhian Alexander Rafael BaylònAún no hay calificaciones
- Una Relacion Curativ. Comentarios Sobre Los Diálogos TerapéuticosDocumento4 páginasUna Relacion Curativ. Comentarios Sobre Los Diálogos TerapéuticosJosé ManuelAún no hay calificaciones
- Bases Neurobiológicas Del Cansancio CrónicoDocumento14 páginasBases Neurobiológicas Del Cansancio CrónicoEva MintAún no hay calificaciones
- Anatomía de la rodilla: estructuras, articulaciones y movimientosDocumento88 páginasAnatomía de la rodilla: estructuras, articulaciones y movimientosGraciela CielaAún no hay calificaciones
- Manual Software Self ServiceDocumento28 páginasManual Software Self ServiceSamy Vargas CastilloAún no hay calificaciones
- Seminario-5.6 14-IiDocumento2 páginasSeminario-5.6 14-IiGracce KellyAún no hay calificaciones
- Principios de BioenergeticaDocumento27 páginasPrincipios de BioenergeticaRuth Yeimi Ochasara FrancoAún no hay calificaciones