También podría gustarte
- Los 7 DesperdiciosDocumento15 páginasLos 7 DesperdiciosJOAQUÍN BALSELLS GUERRAAún no hay calificaciones
- Lean Seis Sigma: La guía definitiva sobre Lean Seis Sigma, Lean Enterprise y Lean Manufacturing, con herramientas para incrementar la eficiencia y la satisfacción del clienteDe EverandLean Seis Sigma: La guía definitiva sobre Lean Seis Sigma, Lean Enterprise y Lean Manufacturing, con herramientas para incrementar la eficiencia y la satisfacción del clienteAún no hay calificaciones
- Lean ManufacturingDocumento37 páginasLean ManufacturingFelix Rafael Allocca TroconisAún no hay calificaciones
- Resumen de ¿Por qué mi plan nunca se cumple? de Beatriz Muñoz-SecaDe EverandResumen de ¿Por qué mi plan nunca se cumple? de Beatriz Muñoz-SecaAún no hay calificaciones
- Curso Lean ManufacturingDocumento19 páginasCurso Lean ManufacturingCadarConstrucciones-sas100% (1)
- Curso Gratis Lean Six SigmaDocumento44 páginasCurso Gratis Lean Six SigmaRoman ArangoAún no hay calificaciones
- Sistema Lean Manufacturing y ProductividadDocumento6 páginasSistema Lean Manufacturing y ProductividadKarolay Trillos BallesterosAún no hay calificaciones
- Lean Manufacturing-Acosta-Velasquez-CalderonDocumento21 páginasLean Manufacturing-Acosta-Velasquez-Calderonengengeng1Aún no hay calificaciones
- Manufactura LeanDocumento122 páginasManufactura LeanOscar Ivan Rodriguez100% (1)
- MANUFACTURINGDocumento32 páginasMANUFACTURINGFERNANDO JANESAún no hay calificaciones
- MudasDocumento5 páginasMudassalvadorxangoAún no hay calificaciones
- Hoja de Trabajo 3.-CTCDocumento14 páginasHoja de Trabajo 3.-CTCximenaAún no hay calificaciones
- Guia de Implementacion Lean Manufacturing and ServicesDocumento23 páginasGuia de Implementacion Lean Manufacturing and ServicesYeah Yeah100% (10)
- 39 Lean Maintenance Jaime CollantesDocumento10 páginas39 Lean Maintenance Jaime CollantesPedroJoseValenciaSanabriaAún no hay calificaciones
- Lean ManufacturingDocumento59 páginasLean ManufacturingJosue Bayona perezAún no hay calificaciones
- ESAN MuraDocumento14 páginasESAN MuraEnma Sanchez LAún no hay calificaciones
- Sesion 1 Lean - CulturaDocumento26 páginasSesion 1 Lean - CulturaKarla Mogrovejo CalachauinAún no hay calificaciones
- Proyecto LeanDocumento30 páginasProyecto LeanAngelica Caretina Infante ZunigaAún no hay calificaciones
- Reducción de Defectos Del Proceso-Exp1-5Documento3 páginasReducción de Defectos Del Proceso-Exp1-5ValiAún no hay calificaciones
- 7 + 1 Formas de DesperdicioDocumento3 páginas7 + 1 Formas de Desperdiciooctavio1027Aún no hay calificaciones
- Lean ManufacturingDocumento40 páginasLean ManufacturingGabyDominguezAún no hay calificaciones
- Tarea Siete MudasDocumento9 páginasTarea Siete MudasMariel CantuAún no hay calificaciones
- Los 7 DesperdiciosDocumento10 páginasLos 7 DesperdiciosXimena ÁlvarezAún no hay calificaciones
- Identificar y Eliminar Los 7wDocumento4 páginasIdentificar y Eliminar Los 7wRobert VeCamAún no hay calificaciones
- Desarrollo Sustentable de Una Planta Productora de BioturbosinaDocumento48 páginasDesarrollo Sustentable de Una Planta Productora de BioturbosinaAlberto CastilloAún no hay calificaciones
- Lean ManufacturingDocumento5 páginasLean ManufacturingMiguel Camacho ParedesAún no hay calificaciones
- Lean ManufacturingDocumento5 páginasLean ManufacturingAline liraAún no hay calificaciones
- Lean SolutionsDocumento7 páginasLean SolutionsGarfian MozanquiAún no hay calificaciones
- Los Desperdicios 8 Desperdicios de La ManufacturaDocumento8 páginasLos Desperdicios 8 Desperdicios de La ManufacturaEmanuel JuárezAún no hay calificaciones
- Lean ManufacturingDocumento9 páginasLean ManufacturingGeraldine Velosa HidalgoAún no hay calificaciones
- Actividad 11Documento10 páginasActividad 11EDGARAún no hay calificaciones
- Limitantes de La ProductividadDocumento34 páginasLimitantes de La ProductividadHector Ayala0% (1)
- Resumen Completo Admin Producción MíoDocumento37 páginasResumen Completo Admin Producción Míojuan cruz grassanoAún no hay calificaciones
- Lean ManufacturingDocumento16 páginasLean ManufacturingKrlix100% (4)
- 7 DesperdiciosDocumento4 páginas7 DesperdiciosOmar MoralesAún no hay calificaciones
- Los 7 Desperdicios en La Manufactura EsbeltaDocumento4 páginasLos 7 Desperdicios en La Manufactura EsbeltaAraceli RodriguezAún no hay calificaciones
- Practica #3gesopDocumento4 páginasPractica #3gesopElmer Gomez De la CruzAún no hay calificaciones
- Sistema TpsDocumento9 páginasSistema TpsAndy JhonsonAún no hay calificaciones
- Practica #3 Flor MuñozDocumento8 páginasPractica #3 Flor MuñozSonia Elizabeth Gonzales SilvaAún no hay calificaciones
- Expo Unidad 1 - Manufactura Esbelta-1Documento49 páginasExpo Unidad 1 - Manufactura Esbelta-1ÑuisAún no hay calificaciones
- Medir (DMAIC)Documento18 páginasMedir (DMAIC)Beto BecerrraAún no hay calificaciones
- Los 7 MudasDocumento6 páginasLos 7 Mudasstefani0% (1)
- Lectura Lean ManufacturingDocumento38 páginasLectura Lean ManufacturingSAUL RAMOS QUINAAún no hay calificaciones
- Dispositivos Físicos y Administrativos para La Mejora ContinuaDocumento8 páginasDispositivos Físicos y Administrativos para La Mejora ContinuaJade DulchekAún no hay calificaciones
- Conceptos Lean ManufDocumento8 páginasConceptos Lean ManufRicardo de reyAún no hay calificaciones
- Definición y Principios Del Lean ManagementDocumento8 páginasDefinición y Principios Del Lean Managementjose fidelAún no hay calificaciones
- Limitantes de La ProductividadDocumento34 páginasLimitantes de La ProductividadHector AyalaAún no hay calificaciones
- Actividad 2-MudasDocumento2 páginasActividad 2-MudasCesar MuñozAún no hay calificaciones
- MUDADocumento2 páginasMUDADiego GonzálezAún no hay calificaciones
- La Manufactura Esbelta-InformeDocumento7 páginasLa Manufactura Esbelta-InformeKarolay RamosAún no hay calificaciones
- Manufactura LeanDocumento120 páginasManufactura LeanadolfoAún no hay calificaciones
- Ventajas y Desventajas Del Uso de KanbanDocumento6 páginasVentajas y Desventajas Del Uso de KanbanMónica Gabriela Quispe GonzálesAún no hay calificaciones
- Taichi Ohno 7 DespilfarrosDocumento4 páginasTaichi Ohno 7 DespilfarrosJony BLACKAún no hay calificaciones
- 1-12 Manufactura EsbeltaDocumento10 páginas1-12 Manufactura EsbeltaMaría José Peñaherrera100% (5)
- La Manufactura Esbelta o Manufactura FlexibleDocumento4 páginasLa Manufactura Esbelta o Manufactura FlexibleLuisRdzSanAún no hay calificaciones
- Reporte de Lean ManufacturingDocumento7 páginasReporte de Lean ManufacturingAlejandro RangelAún no hay calificaciones
- Electiva LEAN MANUFACTURINGDocumento5 páginasElectiva LEAN MANUFACTURINGViviana PinzónAún no hay calificaciones
- Resumen de Lean ManufacturingDocumento12 páginasResumen de Lean ManufacturingLuana Keen100% (1)
- Los 7 Desperdicios Del Lean ManufacturingDocumento4 páginasLos 7 Desperdicios Del Lean ManufacturingcarlosAún no hay calificaciones
- Práctica 5 Lab IDocumento6 páginasPráctica 5 Lab IAby Ponce GonzálezAún no hay calificaciones
- Presion y Medicion de La PresionDocumento91 páginasPresion y Medicion de La PresionLEIDY PATRICIA SARMIENTO MENDOZAAún no hay calificaciones
- Planilla de Modelado de La Funcion LogisDocumento297 páginasPlanilla de Modelado de La Funcion Logischoto sifrediAún no hay calificaciones
- Condiciones de Trabajo y Calidad de VidaDocumento5 páginasCondiciones de Trabajo y Calidad de VidaRaul RodriguezAún no hay calificaciones
- Punto de EquilibrioDocumento6 páginasPunto de EquilibrioFrank CuchilloAún no hay calificaciones
- Conceptos y M Todos para El Entrenamiento F SicoDocumento448 páginasConceptos y M Todos para El Entrenamiento F SicoEDUARDOAún no hay calificaciones
- IsomeríaDocumento17 páginasIsomeríaAndrés Bernal BallénAún no hay calificaciones
- Ciclo de Vida de Las AvesDocumento7 páginasCiclo de Vida de Las Avesmiriam0% (1)
- Milan Kundera - Los Testamentos TraicionadosDocumento168 páginasMilan Kundera - Los Testamentos TraicionadosAlejandra SotoAún no hay calificaciones
- Examen Parcial 2Documento14 páginasExamen Parcial 2Gabriel PfeifferAún no hay calificaciones
- INFORME DE BIENES-Fundacion NunaDocumento2 páginasINFORME DE BIENES-Fundacion NunaLiz AltamiranoAún no hay calificaciones
- Problemario Parcial 1 - Con RespuestasDocumento5 páginasProblemario Parcial 1 - Con RespuestasOctavio Espejo Vallejo100% (3)
- Actividad Semana 5 FinalDocumento16 páginasActividad Semana 5 FinalSandra Patricia Beltran PereiraAún no hay calificaciones
- Guias Reli09Documento100 páginasGuias Reli09marisela viloria ozuna50% (2)
- Bibliografia de LibrosDocumento2 páginasBibliografia de LibrosEnrique AlejandroAún no hay calificaciones
- Un Grupo Modelo en Ventas de ExportacionDocumento4 páginasUn Grupo Modelo en Ventas de ExportacionnekocjAún no hay calificaciones
- Manual de Servicio - Volvo VM 310Documento146 páginasManual de Servicio - Volvo VM 310Paulo canassa92% (25)
- Biolixiviacion PDFDocumento179 páginasBiolixiviacion PDFLuis Fernando Cáceres ChoqueAún no hay calificaciones
- Resultados Evaluacion Atraccion Emprendedores Proyectos 211220181247Documento3 páginasResultados Evaluacion Atraccion Emprendedores Proyectos 211220181247pocAún no hay calificaciones
- CervantesFragoso Leroy M3S2AI4Documento5 páginasCervantesFragoso Leroy M3S2AI4Leroy CervantesAún no hay calificaciones
- 10 Maravillas Del MundoDocumento10 páginas10 Maravillas Del MundoAngel CiberAún no hay calificaciones
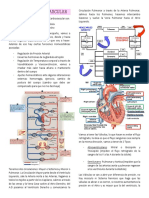
- Clase 8-9 Cardiovascular PARTE I PDFDocumento20 páginasClase 8-9 Cardiovascular PARTE I PDFBárbara Aravena CruzAún no hay calificaciones
- Ordenanza Municiapal Puelo Plantas Compactas de Biotratamiento de Efluentes DomiciliariosDocumento2 páginasOrdenanza Municiapal Puelo Plantas Compactas de Biotratamiento de Efluentes Domiciliariospuertae100% (1)
- Breve Explicaciónb de La Estructura de Los Acordes en Modo MenorDocumento2 páginasBreve Explicaciónb de La Estructura de Los Acordes en Modo MenorMariela Martinez CastroAún no hay calificaciones
- Recetario de Cocina - Directo Al PaladarDocumento1 páginaRecetario de Cocina - Directo Al Paladardiego monteAún no hay calificaciones
- Rendimiento Cargador Frontal 988Documento24 páginasRendimiento Cargador Frontal 988UnknowAún no hay calificaciones
- Leccion 5 OntologiaDocumento4 páginasLeccion 5 OntologiaDetál ValdezAún no hay calificaciones
- 4.1 Introducción: Diseño de Formas y Reportes, El Cual Describe Cómo Los DatosDocumento28 páginas4.1 Introducción: Diseño de Formas y Reportes, El Cual Describe Cómo Los DatosEdgar LluscoAún no hay calificaciones
- Hacer Un Cuadro Comparativo Entre Las Enseñanzas Sociales y NaturalesDocumento2 páginasHacer Un Cuadro Comparativo Entre Las Enseñanzas Sociales y NaturalesMichael Lahoz SosaAún no hay calificaciones
- 6 - Difusión Protocolo de Vigilancia de Silice (Niveles de Riesgo)Documento2 páginas6 - Difusión Protocolo de Vigilancia de Silice (Niveles de Riesgo)andres tapiaAún no hay calificaciones
- Clics contra la humanidad: Libertad y resistencia en la era de la distracción tecnológicaDe EverandClics contra la humanidad: Libertad y resistencia en la era de la distracción tecnológicaCalificación: 4.5 de 5 estrellas4.5/5 (117)
- Guía de cálculo y diseño de conductos para ventilación y climatizaciónDe EverandGuía de cálculo y diseño de conductos para ventilación y climatizaciónCalificación: 5 de 5 estrellas5/5 (1)
- Scaling Up (Dominando los Hábitos de Rockefeller 2.0): Cómo es que Algunas Compañías lo Logran…y Por qué las Demás NoDe EverandScaling Up (Dominando los Hábitos de Rockefeller 2.0): Cómo es que Algunas Compañías lo Logran…y Por qué las Demás NoCalificación: 4.5 de 5 estrellas4.5/5 (10)
- Mejoramiento de la calidad. Un enfoque a serviciosDe EverandMejoramiento de la calidad. Un enfoque a serviciosCalificación: 4.5 de 5 estrellas4.5/5 (7)
- Excel para principiantes: Aprenda a utilizar Excel 2016, incluyendo una introducción a fórmulas, funciones, gráficos, cuadros, macros, modelado, informes, estadísticas, Excel Power Query y másDe EverandExcel para principiantes: Aprenda a utilizar Excel 2016, incluyendo una introducción a fórmulas, funciones, gráficos, cuadros, macros, modelado, informes, estadísticas, Excel Power Query y másCalificación: 2.5 de 5 estrellas2.5/5 (3)
- 7 tendencias digitales que cambiarán el mundoDe Everand7 tendencias digitales que cambiarán el mundoCalificación: 4.5 de 5 estrellas4.5/5 (87)
- Influencia. La psicología de la persuasiónDe EverandInfluencia. La psicología de la persuasiónCalificación: 4.5 de 5 estrellas4.5/5 (14)
- Cómo empezar un negocio de Trading con $500De EverandCómo empezar un negocio de Trading con $500Calificación: 4.5 de 5 estrellas4.5/5 (31)
- Excel 2021 y 365 Paso a Paso: Paso a PasoDe EverandExcel 2021 y 365 Paso a Paso: Paso a PasoCalificación: 5 de 5 estrellas5/5 (12)
- Resumen de El cuadro de mando integral paso a paso de Paul R. NivenDe EverandResumen de El cuadro de mando integral paso a paso de Paul R. NivenCalificación: 5 de 5 estrellas5/5 (2)
- Finanzas 1.: Contabilidad, planeación y administración financieraDe EverandFinanzas 1.: Contabilidad, planeación y administración financieraCalificación: 4.5 de 5 estrellas4.5/5 (11)
- Lógica de programación: Solucionario en pseudocódigo – Ejercicios resueltosDe EverandLógica de programación: Solucionario en pseudocódigo – Ejercicios resueltosCalificación: 3.5 de 5 estrellas3.5/5 (7)
- LAS VELAS JAPONESAS DE UNA FORMA SENCILLA. La guía de introducción a las velas japonesas y a las estrategias de análisis técnico más eficaces.De EverandLAS VELAS JAPONESAS DE UNA FORMA SENCILLA. La guía de introducción a las velas japonesas y a las estrategias de análisis técnico más eficaces.Calificación: 4.5 de 5 estrellas4.5/5 (54)
- Excel y SQL de la mano: Trabajo con bases de datos en Excel de forma eficienteDe EverandExcel y SQL de la mano: Trabajo con bases de datos en Excel de forma eficienteCalificación: 1 de 5 estrellas1/5 (1)
- ¿Cómo piensan las máquinas?: Inteligencia artificial para humanosDe Everand¿Cómo piensan las máquinas?: Inteligencia artificial para humanosCalificación: 5 de 5 estrellas5/5 (1)
- Inteligencia artificial: Análisis de datos e innovación para principiantesDe EverandInteligencia artificial: Análisis de datos e innovación para principiantesCalificación: 4 de 5 estrellas4/5 (3)
- Métodos de compensación basados en competenciasDe EverandMétodos de compensación basados en competenciasAún no hay calificaciones
- UF0519 - Gestión auxiliar de documentación económico-administrativa y comercialDe EverandUF0519 - Gestión auxiliar de documentación económico-administrativa y comercialAún no hay calificaciones
- EL PLAN DE MARKETING EN 4 PASOS. Estrategias y pasos clave para redactar un plan de marketing eficaz.De EverandEL PLAN DE MARKETING EN 4 PASOS. Estrategias y pasos clave para redactar un plan de marketing eficaz.Calificación: 4 de 5 estrellas4/5 (51)
- Machine Learning y Deep Learning: Usando Python, Scikit y KerasDe EverandMachine Learning y Deep Learning: Usando Python, Scikit y KerasAún no hay calificaciones
- UF0349: ATENCIÓN AL CLIENTE EN EL PROCESO COMERCIAL (ADGG0208) (ADGD0308)De EverandUF0349: ATENCIÓN AL CLIENTE EN EL PROCESO COMERCIAL (ADGG0208) (ADGD0308)Calificación: 2 de 5 estrellas2/5 (1)
- 51 Consejos de Ventas: Claves para Vender Más y Triunfar VendiendoDe Everand51 Consejos de Ventas: Claves para Vender Más y Triunfar VendiendoCalificación: 5 de 5 estrellas5/5 (4)
- Cómo pasé de ser un fracaso en las ventas a ser un vendedor estelarDe EverandCómo pasé de ser un fracaso en las ventas a ser un vendedor estelarCalificación: 5 de 5 estrellas5/5 (28)
- Design Thinking para principiantes: La innovación como factor para el éxito empresarialDe EverandDesign Thinking para principiantes: La innovación como factor para el éxito empresarialCalificación: 4.5 de 5 estrellas4.5/5 (10)
- Administración financiera del circulanteDe EverandAdministración financiera del circulanteCalificación: 4.5 de 5 estrellas4.5/5 (5)