También podría gustarte
- 3A1008-7-DOM-2-PT-008 Proc. Entibado en El Anillo de Cimentacion Del Tanque N°9 Rev. 0Documento9 páginas3A1008-7-DOM-2-PT-008 Proc. Entibado en El Anillo de Cimentacion Del Tanque N°9 Rev. 0Kevin GonzalesAún no hay calificaciones
- Procedimiento de Arriostamiento de TanqueDocumento24 páginasProcedimiento de Arriostamiento de TanqueRobert CruzAún no hay calificaciones
- Procedimiento de Recepcion de MaterialesDocumento14 páginasProcedimiento de Recepcion de MaterialesAriana Fachin Sánchez0% (2)
- Proc. Pintado en El Interior Del TanqueDocumento15 páginasProc. Pintado en El Interior Del TanqueRobertCRAún no hay calificaciones
- 7.-Procedimiento de Montaje de ArmadosDocumento9 páginas7.-Procedimiento de Montaje de Armadosrafael castroAún no hay calificaciones
- PLAN DE TRABAJO VyPDocumento35 páginasPLAN DE TRABAJO VyPjhoel rimapaAún no hay calificaciones
- Procedimiento de Instalacion de Panel TermoacusticoDocumento18 páginasProcedimiento de Instalacion de Panel TermoacusticoDavid RicaldiAún no hay calificaciones
- Procedimiento de EncofradosDocumento18 páginasProcedimiento de EncofradosMarco EscobedoAún no hay calificaciones
- Instalación faena parque fotovDocumento31 páginasInstalación faena parque fotovMarko ValderramaAún no hay calificaciones
- DVC-CAL-COL021-PR-AR-03 Procedimiento de Impermeabilización de Cisternas Rev.01Documento15 páginasDVC-CAL-COL021-PR-AR-03 Procedimiento de Impermeabilización de Cisternas Rev.01Nick Diaz SotoAún no hay calificaciones
- Procedimiento seguro carga tuberíasDocumento45 páginasProcedimiento seguro carga tuberíasAlfredo AguileraAún no hay calificaciones
- Montaje de estructura soporte y puente grúaDocumento25 páginasMontaje de estructura soporte y puente grúalisbeth tapiaAún no hay calificaciones
- OG-P04 - Izaje y Colocación de Prelosas de ConcretoDocumento10 páginasOG-P04 - Izaje y Colocación de Prelosas de ConcretoRenzo Fabrizzio100% (1)
- PTS - Nivelacion de Pisos TradisDocumento17 páginasPTS - Nivelacion de Pisos TradisMaritza Acuña MontenegroAún no hay calificaciones
- PRC-SST-041 Procedimiento para El Hormigonado de ConcretoDocumento7 páginasPRC-SST-041 Procedimiento para El Hormigonado de Concretokaterine andradeAún no hay calificaciones
- L9t23100-Pet17-012 - Habilitación y Colocación de NeoprenoDocumento21 páginasL9t23100-Pet17-012 - Habilitación y Colocación de NeoprenoMargi Carpio GonzalesAún no hay calificaciones
- PO-KS-MEC-GSCY-013 - Rev. B Proced Aplicacion de Revestimiento PolykenDocumento13 páginasPO-KS-MEC-GSCY-013 - Rev. B Proced Aplicacion de Revestimiento PolykenRodrigo MorenoAún no hay calificaciones
- Procedimiento Intalación de Tuberia HDPE Revisado JCDocumento10 páginasProcedimiento Intalación de Tuberia HDPE Revisado JCmatias vargas apablaza100% (1)
- Ptr-po-3007902-Civ-011 Procedimiento Construccion de Contrapozo e Instalacion de Tubo Conductor v.0Documento19 páginasPtr-po-3007902-Civ-011 Procedimiento Construccion de Contrapozo e Instalacion de Tubo Conductor v.0AndreaAún no hay calificaciones
- Fabricación e instalación de soportesDocumento21 páginasFabricación e instalación de soportesOBBYF GAMERSAún no hay calificaciones
- Procedimiento de Confección de Base GranularDocumento28 páginasProcedimiento de Confección de Base GranularMarko ValderramaAún no hay calificaciones
- 8.-Procedimiento de Instalacion de RetenidasDocumento9 páginas8.-Procedimiento de Instalacion de Retenidasrafael castroAún no hay calificaciones
- L9t23100-Pet17-019 - Muro de AlbañileríaDocumento17 páginasL9t23100-Pet17-019 - Muro de AlbañileríaMargi Carpio GonzalesAún no hay calificaciones
- Procedimiento para Uso de Cinta de Confinamiento Rev B HaDocumento19 páginasProcedimiento para Uso de Cinta de Confinamiento Rev B HaOvies Castro HectorAún no hay calificaciones
- Instructivo para Montaje de Anillos de Enfriamiento en Tanque Tb-1022Documento10 páginasInstructivo para Montaje de Anillos de Enfriamiento en Tanque Tb-1022Carlin BabuchasAún no hay calificaciones
- P-320-GT-EL-09 Rev 1Documento21 páginasP-320-GT-EL-09 Rev 1alfonso gonzalezAún no hay calificaciones
- Fabricacion de Spool de Tuberia de HdpeDocumento12 páginasFabricacion de Spool de Tuberia de HdpeSindley Limafer33% (3)
- P.E.T.S N°5 Montaje de ViguetasDocumento18 páginasP.E.T.S N°5 Montaje de ViguetasVelrysAún no hay calificaciones
- Revestimiento muro PVCDocumento8 páginasRevestimiento muro PVCivalddAún no hay calificaciones
- 5.-Procedimiento Montaje de Tanque Nuevo en Eds CopecDocumento11 páginas5.-Procedimiento Montaje de Tanque Nuevo en Eds CopecJhon Peter Cendoya CarvachoAún no hay calificaciones
- Instalacion de Tuberias de PVCDocumento13 páginasInstalacion de Tuberias de PVCClaudio Burgos FloresAún no hay calificaciones
- 105 08655 810 Pro C 002 - 1Documento23 páginas105 08655 810 Pro C 002 - 1Didier Solano SotoAún no hay calificaciones
- Procedimiento de Montaje e Instalación de Ductos Rejillas y Difusores Rev.02Documento13 páginasProcedimiento de Montaje e Instalación de Ductos Rejillas y Difusores Rev.02Juan Alberto Ticse Huamanlazo100% (1)
- SGC-PETS-05 Asentado de Ladrillo Triple Altura - Rev.01-03.01.2024Documento8 páginasSGC-PETS-05 Asentado de Ladrillo Triple Altura - Rev.01-03.01.2024Walther SalazarAún no hay calificaciones
- Colocacion de Carpeta Asfaltica en CalienteDocumento15 páginasColocacion de Carpeta Asfaltica en CalienteFrank Guimaraes100% (1)
- OSS-PROCEXT-25-10 Instalacion de Moto Compresor para Equipo de Aire Acondicionado Tipo SPLIT MuroDocumento19 páginasOSS-PROCEXT-25-10 Instalacion de Moto Compresor para Equipo de Aire Acondicionado Tipo SPLIT MuroMelissa RojasAún no hay calificaciones
- HSEQ-PR-OC-07 Colocación de Pernos - 00Documento12 páginasHSEQ-PR-OC-07 Colocación de Pernos - 00Arturo Barrientos MendietaAún no hay calificaciones
- PR-Procedimiento de Retiro y Colocacion de Ripio Rev. 0Documento8 páginasPR-Procedimiento de Retiro y Colocacion de Ripio Rev. 0ozelwill5388100% (1)
- PETS PROM PRO DM 002 Demontaje y Montaje de Cobertura MetalicaDocumento9 páginasPETS PROM PRO DM 002 Demontaje y Montaje de Cobertura MetalicaArerreh Nimajneb100% (1)
- Pe-Stm-Imr-08 Construccion de MurosDocumento11 páginasPe-Stm-Imr-08 Construccion de MurosNoé FonsecaAún no hay calificaciones
- Procedimiento Valcons-2021Documento24 páginasProcedimiento Valcons-2021indumetssomaAún no hay calificaciones
- P-C3457-01 Procedimiento Construcción Malla de Puesta A TierraDocumento10 páginasP-C3457-01 Procedimiento Construcción Malla de Puesta A Tierraluis velasquezAún no hay calificaciones
- Rnc-Con-Pro-Cch-010 Instalación de Malla Puesta A Tierra Ssee Per - Bureo Rev. 0Documento32 páginasRnc-Con-Pro-Cch-010 Instalación de Malla Puesta A Tierra Ssee Per - Bureo Rev. 0alex silvaAún no hay calificaciones
- Procedimiento de Preparacion de Superficie Aplicacion y Resane de Pintura para EstructurasDocumento20 páginasProcedimiento de Preparacion de Superficie Aplicacion y Resane de Pintura para EstructurasJohn C. ArceAún no hay calificaciones
- PTS Reemplazo de Guayas, Tensores, Tensado y EngraseDocumento35 páginasPTS Reemplazo de Guayas, Tensores, Tensado y EngraseAndrea linaresAún no hay calificaciones
- VP PC-7766-SSO-020 Operación Segura de Cama Baja Rev0 ST1Documento20 páginasVP PC-7766-SSO-020 Operación Segura de Cama Baja Rev0 ST1rodrigo100% (1)
- P19.0.019.1-P-OP-PP-02 (R0) Procedimiento Termofus. Montaje Cañe - HDPE y Piezas EspDocumento23 páginasP19.0.019.1-P-OP-PP-02 (R0) Procedimiento Termofus. Montaje Cañe - HDPE y Piezas Espedu copperAún no hay calificaciones
- P PO RIT 001 Procedimiento para TCDocumento9 páginasP PO RIT 001 Procedimiento para TCPamela Ccormoray HuallcaAún no hay calificaciones
- Trabajo HormigonDocumento26 páginasTrabajo HormigonANGELOAún no hay calificaciones
- Procedimiento para Montaje de Sistema Contra IncendiosDocumento38 páginasProcedimiento para Montaje de Sistema Contra IncendiosrodrigoAún no hay calificaciones
- Proc Levantamiento TopograficoDocumento33 páginasProc Levantamiento TopograficoManuel José Rodríguez MillánAún no hay calificaciones
- PRO-51 Rev 00Documento21 páginasPRO-51 Rev 00Ivan Gutierrez TapiaAún no hay calificaciones
- CO3-PRO-17042-19 Armadura de Refuerzo Rev. 00Documento17 páginasCO3-PRO-17042-19 Armadura de Refuerzo Rev. 00OBBYF GAMERSAún no hay calificaciones
- Instalación de puesta a tierra del equipamientoDocumento6 páginasInstalación de puesta a tierra del equipamientoCinthia ContrerasAún no hay calificaciones
- 05 PTS de GammagrafiaDocumento39 páginas05 PTS de GammagrafiaAlfredo AguileraAún no hay calificaciones
- 10027211-GEN-P-001 - 0 Procedimiento Instalacion de FaenaDocumento24 páginas10027211-GEN-P-001 - 0 Procedimiento Instalacion de Faena5vjnqmrrtyAún no hay calificaciones
- Pecc-2510-Mma-744 Rev 0Documento22 páginasPecc-2510-Mma-744 Rev 0bastiancarmona1Aún no hay calificaciones
- NS 001.22 O.T SGC Rev - An.0003 PC CangrejerasDocumento11 páginasNS 001.22 O.T SGC Rev - An.0003 PC CangrejerasAngel Nuñez HizoAún no hay calificaciones
- OC-P001-IN06 TOMA DE MUESTRAS DE CONCRETO Y ENSAYO DE ASENTAMIENTODocumento7 páginasOC-P001-IN06 TOMA DE MUESTRAS DE CONCRETO Y ENSAYO DE ASENTAMIENTOAneidalid TorresAún no hay calificaciones
- Proc. Incentivos y Reconocimientos HSSEDocumento6 páginasProc. Incentivos y Reconocimientos HSSEKevin GonzalesAún no hay calificaciones
- Terminal Salaverry: Rev. Proyectista Aprobado CIP Fecha Descripción Codigo de Plano DescripciónDocumento1 páginaTerminal Salaverry: Rev. Proyectista Aprobado CIP Fecha Descripción Codigo de Plano DescripciónKevin GonzalesAún no hay calificaciones
- NL - 3000 - CN - PRC - Ip3 - s00 - Cs - 000162 Rev. 0 Procedimiento de Ajuste y Torque de Pernos EstructuralesDocumento24 páginasNL - 3000 - CN - PRC - Ip3 - s00 - Cs - 000162 Rev. 0 Procedimiento de Ajuste y Torque de Pernos EstructuralesKevin GonzalesAún no hay calificaciones
- Terminal Salaverry: Rev. Proyectista Aprobado CIP Fecha Descripción Codigo de Plano DescripciónDocumento1 páginaTerminal Salaverry: Rev. Proyectista Aprobado CIP Fecha Descripción Codigo de Plano DescripciónKevin GonzalesAún no hay calificaciones
- Terminal Salaverry: Rev. Proyectista Aprobado CIP Fecha Descripción Codigo de Plano DescripciónDocumento1 páginaTerminal Salaverry: Rev. Proyectista Aprobado CIP Fecha Descripción Codigo de Plano DescripciónKevin GonzalesAún no hay calificaciones
- Dossier Calprisa 2016Documento14 páginasDossier Calprisa 2016Kevin GonzalesAún no hay calificaciones
- Terminal Salaverry: Rev. Proyectista Aprobado CIP Fecha Descripción Codigo de Plano DescripciónDocumento1 páginaTerminal Salaverry: Rev. Proyectista Aprobado CIP Fecha Descripción Codigo de Plano DescripciónKevin GonzalesAún no hay calificaciones
- Carta de Opinion Favorable PipDocumento1 páginaCarta de Opinion Favorable PipKevin GonzalesAún no hay calificaciones
- Norma Dge 011 - Conexiones para Suministro de Energia Electrica Hasta 10 KWDocumento30 páginasNorma Dge 011 - Conexiones para Suministro de Energia Electrica Hasta 10 KWDaniel Nuñez FalconAún no hay calificaciones
- Carta Factibilidad de SuministroDocumento2 páginasCarta Factibilidad de SuministroKevin GonzalesAún no hay calificaciones
- Pucolloccocha PuculloccochaDocumento1 páginaPucolloccocha PuculloccochaKevin GonzalesAún no hay calificaciones
- Carta de Revision Del ProyectoDocumento1 páginaCarta de Revision Del ProyectoKevin GonzalesAún no hay calificaciones
- Protocolo N° 2378-23 LBDocumento1 páginaProtocolo N° 2378-23 LBKevin GonzalesAún no hay calificaciones
- Protocolo N° 2378-23 LBDocumento1 páginaProtocolo N° 2378-23 LBKevin GonzalesAún no hay calificaciones
- Reporte Diario 02.05.22Documento1 páginaReporte Diario 02.05.22Kevin GonzalesAún no hay calificaciones
- Pucolloccocha PuculloccochaDocumento1 páginaPucolloccocha PuculloccochaKevin GonzalesAún no hay calificaciones
- Carta de Fijacion de Punto de DiseñoDocumento2 páginasCarta de Fijacion de Punto de DiseñoKevin GonzalesAún no hay calificaciones
- 7.reporte Diario Del 29.08.22 Al 04.09.22Documento14 páginas7.reporte Diario Del 29.08.22 Al 04.09.22Kevin GonzalesAún no hay calificaciones
- Curriculum Vitae 1Documento24 páginasCurriculum Vitae 1Kevin GonzalesAún no hay calificaciones
- Optimización de la cabina eléctrica existenteDocumento1 páginaOptimización de la cabina eléctrica existenteKevin GonzalesAún no hay calificaciones
- Cert Homologación Pintado JUAN RUIZDocumento1 páginaCert Homologación Pintado JUAN RUIZKevin GonzalesAún no hay calificaciones
- Oferta preliminar de instalación de mangueras y lavado de tanqueDocumento20 páginasOferta preliminar de instalación de mangueras y lavado de tanqueKevin GonzalesAún no hay calificaciones
- Mym Sal-0004-2023 - Instalacion de Mangueras en Lineas de Interconexion y Lavado de TK 12Documento2 páginasMym Sal-0004-2023 - Instalacion de Mangueras en Lineas de Interconexion y Lavado de TK 12Kevin GonzalesAún no hay calificaciones
- M Ym (Probetas) 24-12-22Documento1 páginaM Ym (Probetas) 24-12-22Kevin GonzalesAún no hay calificaciones
- Plantilla Dossier de EjecuciónDocumento10 páginasPlantilla Dossier de EjecuciónKevin GonzalesAún no hay calificaciones
- Suspenden inmovilización social en provincias de Virú, Cangallo y HuamangaDocumento2 páginasSuspenden inmovilización social en provincias de Virú, Cangallo y HuamangaKevin GonzalesAún no hay calificaciones
- CertificadoDocumento2 páginasCertificadoKevin GonzalesAún no hay calificaciones
- ITA-L.18.001-1212-QTI-7510-02 Rev 02Documento61 páginasITA-L.18.001-1212-QTI-7510-02 Rev 02Kevin GonzalesAún no hay calificaciones
- Sia-C.20.004-1212-Qpr-7502-00 Prueba de ContinuidadDocumento11 páginasSia-C.20.004-1212-Qpr-7502-00 Prueba de ContinuidadKevin GonzalesAún no hay calificaciones
- Sia-C.20.004-1212-Qqp-7500-00 Plan de CalidadDocumento70 páginasSia-C.20.004-1212-Qqp-7500-00 Plan de CalidadKevin Gonzales100% (1)
- 5°? T1 Proyectos Ética, Naturaleza y Sociedades Tri 1Documento32 páginas5°? T1 Proyectos Ética, Naturaleza y Sociedades Tri 1Azalea Romero100% (4)
- Taller de Bienestar LaboralDocumento8 páginasTaller de Bienestar LaboralFrancy PeralesAún no hay calificaciones
- Ovarios 111123134831 Phpapp01Documento36 páginasOvarios 111123134831 Phpapp01Thelma PinayaAún no hay calificaciones
- Proyecto - LSSYB - Reduccion de Merma de Envase y Tapa en Bebidas IsotonicasDocumento30 páginasProyecto - LSSYB - Reduccion de Merma de Envase y Tapa en Bebidas IsotonicasCarlos HernandezAún no hay calificaciones
- Capitulo 2 Cemento PortlandDocumento41 páginasCapitulo 2 Cemento PortlandEfraín CórdovaAún no hay calificaciones
- Los 100 Restaurantes Imprescindibles de Madrid El Viajero FisgonDocumento30 páginasLos 100 Restaurantes Imprescindibles de Madrid El Viajero FisgonPacoAún no hay calificaciones
- ForjaDocumento20 páginasForjaTow EuvuAún no hay calificaciones
- Proyectos Esi AdiccionesDocumento4 páginasProyectos Esi Adiccionesines borgetAún no hay calificaciones
- Plan de Emergencias en Blanco2Documento52 páginasPlan de Emergencias en Blanco2Miguel Angel Cuervo DiazAún no hay calificaciones
- Historia Natural Del CóleraDocumento1 páginaHistoria Natural Del CóleraBrenda Juárez100% (1)
- Silabo Med Alternativa 2021 0riDocumento4 páginasSilabo Med Alternativa 2021 0riLeydy Flores tafurAún no hay calificaciones
- Examen de Envolvente Térmica y Aislamiento 10 Preguntas 100% CorrectasDocumento6 páginasExamen de Envolvente Térmica y Aislamiento 10 Preguntas 100% CorrectasManme Garcia GalianoAún no hay calificaciones
- 25 - SHHDocumento11 páginas25 - SHHemmanuel antunezAún no hay calificaciones
- Mejoramiento Del Arranque Mediante El Control 2017 PDFDocumento10 páginasMejoramiento Del Arranque Mediante El Control 2017 PDFAndrésChapoñanChinchayAún no hay calificaciones
- Cuencas hidrográficas: características físicas y topográficasDocumento24 páginasCuencas hidrográficas: características físicas y topográficasCALEKAAún no hay calificaciones
- Bof 3091Documento63 páginasBof 3091Mutante MutanteAún no hay calificaciones
- Resumen de EquilibrioDocumento16 páginasResumen de EquilibrioValentino FiccaAún no hay calificaciones
- Calidad y SeguridadDocumento2 páginasCalidad y SeguridadtulhhAún no hay calificaciones
- Maquina Desgranadora de MaizDocumento21 páginasMaquina Desgranadora de MaizCristhian Hugo Serna RodasAún no hay calificaciones
- TalleresDocumento32 páginasTalleresJuanita A Buenaventura50% (2)
- Tarea #1Documento4 páginasTarea #1VitelioAún no hay calificaciones
- Trifolio - Prev yDocumento2 páginasTrifolio - Prev yYiselAún no hay calificaciones
- Inducción Hombre NuevoDocumento81 páginasInducción Hombre NuevoAlex Ares Humel100% (1)
- Prueba Quintos Años HidrosferaDocumento5 páginasPrueba Quintos Años HidrosferaCarla Villaseca Villarroel63% (8)
- Trabajo 6Documento17 páginasTrabajo 6G_CuniaAún no hay calificaciones
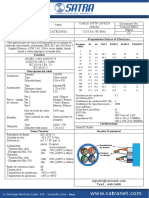
- Cat 6a LSFRZHDocumento1 páginaCat 6a LSFRZHAnonymous lU2d0fYAún no hay calificaciones
- Hyrax Sindy NavaDocumento16 páginasHyrax Sindy NavaSindy Nava100% (1)
- Ing. Fabián Castillo - SambitoDocumento41 páginasIng. Fabián Castillo - SambitoAldo Jair Cardenas GonzalezAún no hay calificaciones
- CAMAGUANDocumento4 páginasCAMAGUANJoseannyAún no hay calificaciones
- Alimentacion ParenteralDocumento17 páginasAlimentacion ParenteralJoseph MolinaAún no hay calificaciones
- Influencia. La psicología de la persuasiónDe EverandInfluencia. La psicología de la persuasiónCalificación: 4.5 de 5 estrellas4.5/5 (14)
- ¿Cómo piensan las máquinas?: Inteligencia artificial para humanosDe Everand¿Cómo piensan las máquinas?: Inteligencia artificial para humanosCalificación: 5 de 5 estrellas5/5 (1)
- ChatGPT Ganar Dinero Desde Casa Nunca fue tan Fácil Las 7 mejores fuentes de ingresos pasivos con Inteligencia Artificial (IA): libros, redes sociales, marketing digital, programación...De EverandChatGPT Ganar Dinero Desde Casa Nunca fue tan Fácil Las 7 mejores fuentes de ingresos pasivos con Inteligencia Artificial (IA): libros, redes sociales, marketing digital, programación...Calificación: 5 de 5 estrellas5/5 (4)
- Clics contra la humanidad: Libertad y resistencia en la era de la distracción tecnológicaDe EverandClics contra la humanidad: Libertad y resistencia en la era de la distracción tecnológicaCalificación: 4.5 de 5 estrellas4.5/5 (116)
- 7 tendencias digitales que cambiarán el mundoDe Everand7 tendencias digitales que cambiarán el mundoCalificación: 4.5 de 5 estrellas4.5/5 (87)
- Minería de Datos: Guía de Minería de Datos para Principiantes, que Incluye Aplicaciones para Negocios, Técnicas de Minería de Datos, Conceptos y MásDe EverandMinería de Datos: Guía de Minería de Datos para Principiantes, que Incluye Aplicaciones para Negocios, Técnicas de Minería de Datos, Conceptos y MásCalificación: 4.5 de 5 estrellas4.5/5 (4)
- LAS VELAS JAPONESAS DE UNA FORMA SENCILLA. La guía de introducción a las velas japonesas y a las estrategias de análisis técnico más eficaces.De EverandLAS VELAS JAPONESAS DE UNA FORMA SENCILLA. La guía de introducción a las velas japonesas y a las estrategias de análisis técnico más eficaces.Calificación: 4.5 de 5 estrellas4.5/5 (54)
- Excel 2021 y 365 Paso a Paso: Paso a PasoDe EverandExcel 2021 y 365 Paso a Paso: Paso a PasoCalificación: 5 de 5 estrellas5/5 (12)
- Auditoría de seguridad informática: Curso prácticoDe EverandAuditoría de seguridad informática: Curso prácticoCalificación: 5 de 5 estrellas5/5 (1)
- Excel y SQL de la mano: Trabajo con bases de datos en Excel de forma eficienteDe EverandExcel y SQL de la mano: Trabajo con bases de datos en Excel de forma eficienteCalificación: 1 de 5 estrellas1/5 (1)
- El mito de la inteligencia artificial: Por qué las máquinas no pueden pensar como nosotros lo hacemosDe EverandEl mito de la inteligencia artificial: Por qué las máquinas no pueden pensar como nosotros lo hacemosCalificación: 5 de 5 estrellas5/5 (2)
- Excel para principiantes: Aprenda a utilizar Excel 2016, incluyendo una introducción a fórmulas, funciones, gráficos, cuadros, macros, modelado, informes, estadísticas, Excel Power Query y másDe EverandExcel para principiantes: Aprenda a utilizar Excel 2016, incluyendo una introducción a fórmulas, funciones, gráficos, cuadros, macros, modelado, informes, estadísticas, Excel Power Query y másCalificación: 2.5 de 5 estrellas2.5/5 (3)
- AngularJS: Conviértete en el profesional que las compañías de software necesitan.De EverandAngularJS: Conviértete en el profesional que las compañías de software necesitan.Calificación: 3.5 de 5 estrellas3.5/5 (3)
- El trading online de una forma sencilla: Cómo convertirse en un inversionista online y descubrir las bases para lograr un trading de éxitoDe EverandEl trading online de una forma sencilla: Cómo convertirse en un inversionista online y descubrir las bases para lograr un trading de éxitoCalificación: 4 de 5 estrellas4/5 (30)
- Estructuras de Datos Básicas: Programación orientada a objetos con JavaDe EverandEstructuras de Datos Básicas: Programación orientada a objetos con JavaCalificación: 5 de 5 estrellas5/5 (1)
- Gestión de Proyectos con Microsoft Project 2013: Software de gestión de proyectosDe EverandGestión de Proyectos con Microsoft Project 2013: Software de gestión de proyectosCalificación: 5 de 5 estrellas5/5 (3)
- La biblia del e-commerce: Los secretos de la venta online. Más de mil ideas para vender por internetDe EverandLa biblia del e-commerce: Los secretos de la venta online. Más de mil ideas para vender por internetCalificación: 5 de 5 estrellas5/5 (7)
- Módulo de Prevención de riesgos laboralesDe EverandMódulo de Prevención de riesgos laboralesCalificación: 2 de 5 estrellas2/5 (2)
- Manual Técnico del Automóvil - Diccionario Ilustrado de las Nuevas TecnologíasDe EverandManual Técnico del Automóvil - Diccionario Ilustrado de las Nuevas TecnologíasCalificación: 4.5 de 5 estrellas4.5/5 (14)
- Seguridad e higiene en el trabajo: Un enfoque integralDe EverandSeguridad e higiene en el trabajo: Un enfoque integralAún no hay calificaciones
- APLICACIONES PRACTICAS CON EXCELDe EverandAPLICACIONES PRACTICAS CON EXCELCalificación: 4.5 de 5 estrellas4.5/5 (6)
- EL PLAN DE MARKETING EN 4 PASOS. Estrategias y pasos clave para redactar un plan de marketing eficaz.De EverandEL PLAN DE MARKETING EN 4 PASOS. Estrategias y pasos clave para redactar un plan de marketing eficaz.Calificación: 4 de 5 estrellas4/5 (51)
- Design Thinking para principiantes: La innovación como factor para el éxito empresarialDe EverandDesign Thinking para principiantes: La innovación como factor para el éxito empresarialCalificación: 4.5 de 5 estrellas4.5/5 (10)
- Bases de Datos (GRADO SUPERIOR): BASES DE DATOSDe EverandBases de Datos (GRADO SUPERIOR): BASES DE DATOSCalificación: 5 de 5 estrellas5/5 (4)
- Guía De Hacking De Computadora Para Principiantes: Cómo Hackear Una Red Inalámbrica Seguridad Básica Y Pruebas De Penetración Kali Linux Su Primer HackDe EverandGuía De Hacking De Computadora Para Principiantes: Cómo Hackear Una Red Inalámbrica Seguridad Básica Y Pruebas De Penetración Kali Linux Su Primer HackAún no hay calificaciones