También podría gustarte
- Interpretación de planos en soldadura. FMEC0210De EverandInterpretación de planos en soldadura. FMEC0210Calificación: 4.5 de 5 estrellas4.5/5 (3)
- Soldadura MAG de estructuras de acero al carbono. FMEC0210De EverandSoldadura MAG de estructuras de acero al carbono. FMEC0210Aún no hay calificaciones
- Proceso de Soldadura - GMAWDocumento30 páginasProceso de Soldadura - GMAWDaniel Alonso Luna MermaAún no hay calificaciones
- Soldadura con alambre tubular. FMEC0210De EverandSoldadura con alambre tubular. FMEC0210Aún no hay calificaciones
- Soldadura MIG de acero inoxidable y aluminio. FMEC0210De EverandSoldadura MIG de acero inoxidable y aluminio. FMEC0210Aún no hay calificaciones
- Soldadura Mig-Mag y TigDocumento29 páginasSoldadura Mig-Mag y TigSebastian de la ColinaAún no hay calificaciones
- GMAWDocumento21 páginasGMAWWilliam Alvarado100% (1)
- Manual Técnico V Well 2020Documento15 páginasManual Técnico V Well 2020jaimeAún no hay calificaciones
- Soldadura Por Arco de Metal y GasDocumento14 páginasSoldadura Por Arco de Metal y GasLaalooSantosRamosAún no hay calificaciones
- Soldadura en el montaje de tuberías. FMEC0108De EverandSoldadura en el montaje de tuberías. FMEC0108Aún no hay calificaciones
- FCAWDocumento13 páginasFCAWJesus PiñaAún no hay calificaciones
- Soldadura Por Arco de Metal y Gas (Gmaw)Documento10 páginasSoldadura Por Arco de Metal y Gas (Gmaw)Jackeline Mary Macedo CondoriAún no hay calificaciones
- Procesos de SoldaduraDocumento6 páginasProcesos de SoldaduraIsrael IsraAún no hay calificaciones
- Refrigerantes en El Mecanizado.Documento1 páginaRefrigerantes en El Mecanizado.Diego AvellanedaAún no hay calificaciones
- Procedimiento MIG y MAG2Documento10 páginasProcedimiento MIG y MAG2Osmar Gabriel PeñalozaAún no hay calificaciones
- Proceso de Soldadura MigDocumento21 páginasProceso de Soldadura MigEndher RojasAún no hay calificaciones
- Proceso de Soldadura Mig MagDocumento20 páginasProceso de Soldadura Mig MagOmar Hans QuispeAún no hay calificaciones
- Soldadura Por Proceso de Arco Sumergido.-1Documento7 páginasSoldadura Por Proceso de Arco Sumergido.-1KLEVER ADRIANOAún no hay calificaciones
- Método de Broms - PilotesDocumento32 páginasMétodo de Broms - PilotesDiego Rodriguez FalboAún no hay calificaciones
- Soldadura MIG MAG..Documento8 páginasSoldadura MIG MAG..Jonathan SpAún no hay calificaciones
- Soldadura Por Arco Eléctrico Con Alambre Sólido y Gas (Gmaw)Documento11 páginasSoldadura Por Arco Eléctrico Con Alambre Sólido y Gas (Gmaw)Tania GonzalezAún no hay calificaciones
- Tipos de TransferenciaDocumento11 páginasTipos de TransferenciaFred CalderonAún no hay calificaciones
- Claces de Tig, Mig Mag UNCPDocumento15 páginasClaces de Tig, Mig Mag UNCPJorge CamposAún no hay calificaciones
- 5 - Mig-MagDocumento18 páginas5 - Mig-Magmarius moldovanAún no hay calificaciones
- Texto Bàsico SoldaduraDocumento12 páginasTexto Bàsico SoldaduraToapanta NestorAún no hay calificaciones
- Sistema MIGDocumento5 páginasSistema MIGAlexander Muñoz Sánchez100% (1)
- Soldadura MIG - MAG - Wikipedia, La Enciclopedia LibreDocumento42 páginasSoldadura MIG - MAG - Wikipedia, La Enciclopedia Libresandro burzumAún no hay calificaciones
- Informe 03 GutsDocumento16 páginasInforme 03 GutsGustavoAún no hay calificaciones
- Sold. Mig MagDocumento9 páginasSold. Mig MagJose Carlos MoralesAún no hay calificaciones
- Soldadura MIGDocumento15 páginasSoldadura MIGJose Perez100% (1)
- Instituto Tecnologico Santa CruzDocumento25 páginasInstituto Tecnologico Santa CruzEdwin RocaAún no hay calificaciones
- La SoldaduDocumento17 páginasLa Soldadukimberlypaico964Aún no hay calificaciones
- Proceso de Soldadura SAW.Documento5 páginasProceso de Soldadura SAW.Santiago VillegasAún no hay calificaciones
- Proceso de Soldadura SAW.Documento5 páginasProceso de Soldadura SAW.Santiago VillegasAún no hay calificaciones
- Investigar Sobre Los Procesos de Soldadura Gmaw y FcawDocumento3 páginasInvestigar Sobre Los Procesos de Soldadura Gmaw y FcawjeancarloAún no hay calificaciones
- GMAWDocumento7 páginasGMAWsandyAún no hay calificaciones
- Proceso GmawDocumento7 páginasProceso GmawNestor LealAún no hay calificaciones
- Análisis de Variables en El GmawDocumento19 páginasAnálisis de Variables en El GmawAlexander Muñoz SánchezAún no hay calificaciones
- Soldadura MIG MAGDocumento7 páginasSoldadura MIG MAGJose Ricardo DuranAún no hay calificaciones
- Soldadura Por Plasma (Saw) y PawDocumento3 páginasSoldadura Por Plasma (Saw) y PawmorihnoAún no hay calificaciones
- Soldadura InvestigaciónDocumento16 páginasSoldadura InvestigaciónErnesto NetoAún no hay calificaciones
- Soldadura MIG PDFDocumento19 páginasSoldadura MIG PDFMorales CarlosAún no hay calificaciones
- Soldadura MIG/MAG: ÍndiceDocumento11 páginasSoldadura MIG/MAG: Índicedjimenez193Aún no hay calificaciones
- Consulta Tipos de TransferenciaDocumento3 páginasConsulta Tipos de TransferenciaJael RuizAún no hay calificaciones
- Material de Aporte GmawDocumento9 páginasMaterial de Aporte GmawAlex GonzálezAún no hay calificaciones
- Mig Mag 2Documento24 páginasMig Mag 2Antonio AntezanaAún no hay calificaciones
- La Soldadura MIGDocumento13 páginasLa Soldadura MIGSalazar JackAún no hay calificaciones
- Soldadura Por Proceso de Arco SumergidoDocumento11 páginasSoldadura Por Proceso de Arco SumergidoMijael MendozaAún no hay calificaciones
- Procesos de Soldadura2Documento7 páginasProcesos de Soldadura2Kevin MoralesAún no hay calificaciones
- ACERODocumento39 páginasACEROEstefaniAún no hay calificaciones
- SoldaduraDocumento19 páginasSoldaduraAlondra Delgado BarretoAún no hay calificaciones
- Soldadura MigDocumento7 páginasSoldadura Migjeancarla fernandezAún no hay calificaciones
- Guía de Soldadura Mig-MagDocumento6 páginasGuía de Soldadura Mig-Magmnmc12Aún no hay calificaciones
- Gmaw 201811Documento15 páginasGmaw 201811Andres VillamarinAún no hay calificaciones
- Proceso GMAW 2015Documento17 páginasProceso GMAW 2015gabri1992Aún no hay calificaciones
- Investigacion Sobre Soldadura MigDocumento27 páginasInvestigacion Sobre Soldadura Migjersson plazasAún no hay calificaciones
- Proceso GTAW SoldaduraDocumento6 páginasProceso GTAW SoldaduraJesús BlancoAún no hay calificaciones
- Proceso de Soldadura Semiautomático (MAG - MIG) - Proceso GMAWDocumento50 páginasProceso de Soldadura Semiautomático (MAG - MIG) - Proceso GMAWSolAún no hay calificaciones
- Cap Iv Soldadura Mig-Mag-Tig 2013 IDocumento11 páginasCap Iv Soldadura Mig-Mag-Tig 2013 IstefAún no hay calificaciones
- AmperajeDocumento6 páginasAmperajeMaicol HuacarpumaAún no hay calificaciones
- s3 SESION 1 - MergedDocumento382 páginass3 SESION 1 - MergedMIJAIL FRANK RICALDI CARHUARICRAAún no hay calificaciones
- Trabajos en CalienteDocumento31 páginasTrabajos en CalienteLaser HSEAún no hay calificaciones
- Papel y CartonDocumento11 páginasPapel y CartonERICKAAún no hay calificaciones
- Plasticos ATRDocumento16 páginasPlasticos ATRCarlos Andres VargasAún no hay calificaciones
- Memoria Técnica Guasmo 9Documento7 páginasMemoria Técnica Guasmo 9Alexander NavarreteAún no hay calificaciones
- Extracción Líquido Líquido (Ai 442)Documento28 páginasExtracción Líquido Líquido (Ai 442)BELINDA ESTEFANIA QUICAÑO HUAMANAún no hay calificaciones
- SeriematerialesDocumento4 páginasSeriematerialesJessica TéllezAún no hay calificaciones
- Propiedades de Los MineralesDocumento43 páginasPropiedades de Los MineralesWattiGMAún no hay calificaciones
- Presupuesto CooperacionDocumento49 páginasPresupuesto CooperacionmonicaAún no hay calificaciones
- Manual de CompostDocumento74 páginasManual de CompostCesar Augusto Colorado RamirezAún no hay calificaciones
- Informe Modificado 9Documento10 páginasInforme Modificado 9Gustavo NamayAún no hay calificaciones
- Los Suelos (Apuntes)Documento1 páginaLos Suelos (Apuntes)Xiomi HernandezAún no hay calificaciones
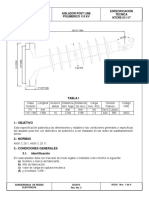
- 17aislador Post Line Polimerico 115Documento4 páginas17aislador Post Line Polimerico 115Deitmar Alenkar Warnes MenachoAún no hay calificaciones
- Instalaciones Sanitarias-ModeloDocumento1 páginaInstalaciones Sanitarias-ModeloYOVER ALBERTO Julian yanquiAún no hay calificaciones
- Tarea 3Documento10 páginasTarea 3Danna MarinAún no hay calificaciones
- Historia Del PackagingDocumento10 páginasHistoria Del Packagingmiriam solorzanoAún no hay calificaciones
- Preparacion de La MuestraDocumento82 páginasPreparacion de La MuestraGustavo100% (1)
- Moldeo en Arena VerdeDocumento16 páginasMoldeo en Arena VerdePuma Ayquipa Angel LuisAún no hay calificaciones
- Taller Nomenclatura OKDocumento2 páginasTaller Nomenclatura OKYuliana Losada TorresAún no hay calificaciones
- P1 Electroquimica Intro y Marco TeoricoDocumento6 páginasP1 Electroquimica Intro y Marco TeoricoDonaldo ValenciaAún no hay calificaciones
- Sección Viii H) Et #11 - r2Documento14 páginasSección Viii H) Et #11 - r2drackrenatoAún no hay calificaciones
- F.nicolas V.fabianDocumento23 páginasF.nicolas V.fabianNicolas Benjamin FuentealbaAún no hay calificaciones
- Proceso Brazing y SolderingDocumento24 páginasProceso Brazing y SolderinglucdaveaAún no hay calificaciones
- GDT QuímicaDocumento6 páginasGDT QuímicaLucina Gpe Sanchez MartirAún no hay calificaciones
- Practica 2Documento4 páginasPractica 2Ricardo BautistaAún no hay calificaciones
- Protocolo para Laboratorios Residuos SolidosDocumento11 páginasProtocolo para Laboratorios Residuos SolidosMarián HermozaAún no hay calificaciones
- QUÍMICADocumento3 páginasQUÍMICACristhian MamallactaAún no hay calificaciones
- Nat. de Las Soluciones - Equilibrio QuímicoDocumento9 páginasNat. de Las Soluciones - Equilibrio QuímicoSofia CbaAún no hay calificaciones