También podría gustarte
- Amef Afiladora Ar5-EDocumento4 páginasAmef Afiladora Ar5-EClaudia Patricia Roncancio Peña100% (1)
- Oianguko Zuhaitz Eta ZuhaixkakDocumento40 páginasOianguko Zuhaitz Eta Zuhaixkakituarte123456Aún no hay calificaciones
- Cortador Plasma IRINDocumento8 páginasCortador Plasma IRINLeomar JimenezAún no hay calificaciones
- REVMECPOPDocumento28 páginasREVMECPOPGary MartinAún no hay calificaciones
- Bobinado motor extractor paso a pasoDocumento7 páginasBobinado motor extractor paso a pasoPablo NarvaezAún no hay calificaciones
- PCB-TPQDocumento4 páginasPCB-TPQDarien SanchezAún no hay calificaciones
- Mini Cepillo de CarpinteroDocumento4 páginasMini Cepillo de CarpinterofreddypenalozaAún no hay calificaciones
- Reloj de PenduloDocumento9 páginasReloj de PenduloAdolfo Alejandro Soto CoolmenaresAún no hay calificaciones
- Hy17 8218 EsDocumento12 páginasHy17 8218 EsCharly TamaAún no hay calificaciones
- OrigamiDocumento23 páginasOrigamiPierDonneeAún no hay calificaciones
- EIE400Documento6 páginasEIE400Lopez CristianAún no hay calificaciones
- Manual de Syncrowave 200Documento44 páginasManual de Syncrowave 200Romper ReguetonerosAún no hay calificaciones
- Como Hacer Circuitos ImpresosDocumento27 páginasComo Hacer Circuitos ImpresoslizxcanoAún no hay calificaciones
- Ejercicio Transición Excéntrica Cuadrado-RedondoDocumento11 páginasEjercicio Transición Excéntrica Cuadrado-RedondoAldair MezaAún no hay calificaciones
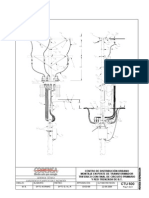
- Ctu 500Documento3 páginasCtu 500Emanuel Andres Alvarez MonteroAún no hay calificaciones
- Catalogo Salkor - Máquinas Eléctricas y Herramientas NeumáticasDocumento46 páginasCatalogo Salkor - Máquinas Eléctricas y Herramientas NeumáticasMariano FerreiroAún no hay calificaciones
- Origami Paso Paso Mantis ReligiosaDocumento4 páginasOrigami Paso Paso Mantis ReligiosaJocelyn Aquino CondoriAún no hay calificaciones
- Forja en BarcelonaDocumento181 páginasForja en BarcelonaelrafasaAún no hay calificaciones
- El Joven Electrotecnico Nº6 GalenasDocumento66 páginasEl Joven Electrotecnico Nº6 GalenasJuan Antonio MenaAún no hay calificaciones
- Practica 1 - Luminosidad de Led AleatoriaDocumento2 páginasPractica 1 - Luminosidad de Led AleatoriaRigoberto RiosAún no hay calificaciones
- CQ40 705laDocumento2 páginasCQ40 705laHP_PSGAún no hay calificaciones
- Tarifa calefacción fontanería sanitariosDocumento46 páginasTarifa calefacción fontanería sanitariosjumuca07Aún no hay calificaciones
- Apuntes de Soldadura Mig-MagDocumento4 páginasApuntes de Soldadura Mig-MagDaneel Oliwan100% (1)
- Reemplazo Diodo Sk16 Importante LeerDocumento5 páginasReemplazo Diodo Sk16 Importante LeeralidaAún no hay calificaciones
- Catalogo Robotime 2019Documento30 páginasCatalogo Robotime 2019ValentinaAún no hay calificaciones
- Diseño Termico Fin FanDocumento19 páginasDiseño Termico Fin FangadaywenAún no hay calificaciones
- Manual Reparacion TuberiasDocumento183 páginasManual Reparacion TuberiasArnaldo Antonio Narváez LermaAún no hay calificaciones
- Trabajos Demarquet Er I ADocumento2 páginasTrabajos Demarquet Er I AAsiertxo El MioAún no hay calificaciones
- Voltímetro Luminoso para RadiocontrolDocumento3 páginasVoltímetro Luminoso para RadiocontroltuarekAún no hay calificaciones
- Inmacisa Accesorios PDFDocumento21 páginasInmacisa Accesorios PDFhexapodoAún no hay calificaciones
- El Origami PDFDocumento9 páginasEl Origami PDFAlejandro RubianoAún no hay calificaciones
- Techos de ChapasDocumento69 páginasTechos de ChapasAnonymous z9nuGmPwR100% (1)
- Introducción A RaspberryDocumento8 páginasIntroducción A Raspberryluis nunezAún no hay calificaciones
- MT 2.80.12 - E05 - May19Documento38 páginasMT 2.80.12 - E05 - May19Keno Souza GensAún no hay calificaciones
- Manual de Instalacion Royal AndinaDocumento45 páginasManual de Instalacion Royal AndinaCarlos EscobarAún no hay calificaciones
- Planta BajaDocumento1 páginaPlanta BajarimendarogmailcomAún no hay calificaciones
- Norm Iram 4540, PerspectivasDocumento16 páginasNorm Iram 4540, PerspectivasAlan_Oliva_22520% (1)
- Reina de AfricaDocumento6 páginasReina de AfricaPatricio Saavedra M100% (1)
- Trazado Mecanico y de CaldereriaDocumento7 páginasTrazado Mecanico y de CaldereriaCarlos Arturo BeltranAún no hay calificaciones
- Antena de Hilo LargoDocumento3 páginasAntena de Hilo LargoDemis Harold Angulo HerreraAún no hay calificaciones
- HandscrapingDocumento12 páginasHandscrapingvanessa perezAún no hay calificaciones
- Viviendas PrefabricadasDocumento5 páginasViviendas PrefabricadasTatiana ParraAún no hay calificaciones
- Excavadoras de CableDocumento38 páginasExcavadoras de CableAndres TorresAún no hay calificaciones
- Informe MaquetaDocumento12 páginasInforme MaquetaWilly Esteban Soto OrtegaAún no hay calificaciones
- Molde de Inyección PlásticaDocumento30 páginasMolde de Inyección PlásticaPedro Soria MartinezAún no hay calificaciones
- TP Linea 33kvDocumento193 páginasTP Linea 33kvJuan PerezAún no hay calificaciones
- Apuntes de TornoDocumento39 páginasApuntes de TornoingmaticAún no hay calificaciones
- Gusano TransportadorDocumento6 páginasGusano TransportadorgeanAún no hay calificaciones
- LCT MorseteriaDocumento21 páginasLCT MorseteriametrogmailAún no hay calificaciones
- MAQUINAS ELECTRICAS Y TRANSFORMADORES I.L. Kosow PDFDocumento752 páginasMAQUINAS ELECTRICAS Y TRANSFORMADORES I.L. Kosow PDFFabiana SinghAún no hay calificaciones
- Guia Origami PDFDocumento5 páginasGuia Origami PDFDairo Aldahir Ramirez DiazAún no hay calificaciones
- A Laboratorio #2Documento1 páginaA Laboratorio #2HJ RimachiAún no hay calificaciones
- MahindraDocumento2 páginasMahindranorman100% (1)
- Portón levadizo torsion PPADocumento9 páginasPortón levadizo torsion PPAlisandro_83100% (1)
- Como Hacer Una Bicicleta Acuatica - Mi Mecánica PopularDocumento5 páginasComo Hacer Una Bicicleta Acuatica - Mi Mecánica Popularmartisol196Aún no hay calificaciones
- Investigacion Sobre Soldadura MigDocumento27 páginasInvestigacion Sobre Soldadura Migjersson plazasAún no hay calificaciones
- Claces de Tig, Mig Mag UNCPDocumento15 páginasClaces de Tig, Mig Mag UNCPJorge CamposAún no hay calificaciones
- Principios del proceso de soldadura MIG/MAGDocumento8 páginasPrincipios del proceso de soldadura MIG/MAGPatrickGustavoSuyoMarinAún no hay calificaciones
- Proceso de Soldadura MigDocumento21 páginasProceso de Soldadura MigEndher RojasAún no hay calificaciones
- Soldadura MIG-MAG: Principios y modos de transferenciaDocumento18 páginasSoldadura MIG-MAG: Principios y modos de transferenciamarius moldovanAún no hay calificaciones
- Código de BarrasDocumento11 páginasCódigo de BarrasMorales CarlosAún no hay calificaciones
- Copia de Matriz GNC 1Documento3 páginasCopia de Matriz GNC 1Morales CarlosAún no hay calificaciones
- FotovoltaicaDocumento5 páginasFotovoltaicaMorales CarlosAún no hay calificaciones
- Soldadura Electrica Gas-08 PDFDocumento59 páginasSoldadura Electrica Gas-08 PDFMorales CarlosAún no hay calificaciones
- Ajedrez Estrategia Tactica 25196 Completo PDFDocumento26 páginasAjedrez Estrategia Tactica 25196 Completo PDFJorge MedinaAún no hay calificaciones
- Registro de Certificados de Gases y Reacondicionamiento 2016Documento21 páginasRegistro de Certificados de Gases y Reacondicionamiento 2016Morales CarlosAún no hay calificaciones
- CompromisoPagoMaesIngeVial 4taDocumento3 páginasCompromisoPagoMaesIngeVial 4taEdson ArandiaAún no hay calificaciones
- 3a. La SoldaduraDocumento37 páginas3a. La SoldaduraPedro Juan Dàvila ZùñigaAún no hay calificaciones
- Soldadura Electrica Gas-08 PDFDocumento59 páginasSoldadura Electrica Gas-08 PDFMorales CarlosAún no hay calificaciones
- Acta entrega certificados medioambientales 2015 BoliviaDocumento1 páginaActa entrega certificados medioambientales 2015 BoliviaMorales CarlosAún no hay calificaciones
- Informe de transporte del personal de Boliviana de Aviación en julioDocumento1 páginaInforme de transporte del personal de Boliviana de Aviación en julioMorales CarlosAún no hay calificaciones
- 1 ApuntesdeneumaticaDocumento27 páginas1 ApuntesdeneumaticaMitchell CifuentesAún no hay calificaciones
- Carta de PresentacionDocumento1 páginaCarta de PresentacionMorales CarlosAún no hay calificaciones
- HumectadoresDocumento22 páginasHumectadoresfrioycalorAún no hay calificaciones
- Articulo 1Documento9 páginasArticulo 1Morales CarlosAún no hay calificaciones
- Libro de Soldadura EscanerDocumento10 páginasLibro de Soldadura EscanerMorales CarlosAún no hay calificaciones
- 5 Planilla Final de Notas 2017 DOCENTES (Patronaje)Documento2 páginas5 Planilla Final de Notas 2017 DOCENTES (Patronaje)Morales CarlosAún no hay calificaciones
- SoldaduraDocumento18 páginasSoldaduraMorales CarlosAún no hay calificaciones
- Colombia 2Documento27 páginasColombia 2Morales CarlosAún no hay calificaciones
- Soldadura Por ResistenciaDocumento19 páginasSoldadura Por ResistenciaMorales CarlosAún no hay calificaciones
- Manual Hidraulica NeumaticaDocumento57 páginasManual Hidraulica NeumaticaVictor Sosa Flores100% (1)
- Cálculo y Verificación de La Huella de Carbono.2012Documento116 páginasCálculo y Verificación de La Huella de Carbono.2012Morales Carlos100% (1)
- Registro de InspeccionDocumento2 páginasRegistro de InspeccionMorales CarlosAún no hay calificaciones
- Manual X Stream Instruction Manual 3rd Ed Spanish DataDocumento274 páginasManual X Stream Instruction Manual 3rd Ed Spanish DataMorales CarlosAún no hay calificaciones
- La Paz de de 2016Documento1 páginaLa Paz de de 2016Morales CarlosAún no hay calificaciones