También podría gustarte
- Planificación y Control de ProyectosDe EverandPlanificación y Control de ProyectosCalificación: 5 de 5 estrellas5/5 (2)
- LEAN SIX SIGMA YELLOW BELT: Manual de certificaciónDe EverandLEAN SIX SIGMA YELLOW BELT: Manual de certificaciónCalificación: 5 de 5 estrellas5/5 (1)
- Modelo de Lineas de Ensamble Sin Relleno ProyectarDocumento41 páginasModelo de Lineas de Ensamble Sin Relleno Proyectarggarfi1979Aún no hay calificaciones
- Métodos Determinísticos, Tarea 2 Solución de Modelos de Optimización Determinísticos, 2023-1Documento8 páginasMétodos Determinísticos, Tarea 2 Solución de Modelos de Optimización Determinísticos, 2023-1ACADEMIA PLUS100% (1)
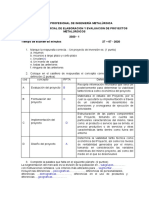
- 2primera Practica MueblesDocumento5 páginas2primera Practica MueblesDenis Benavente RiverosAún no hay calificaciones
- Laboratorio Pert CPMDocumento3 páginasLaboratorio Pert CPMVicente Esquivel PereaAún no hay calificaciones
- Tw-Investigacion de Operaciones Pa3 V.2023-NovDocumento3 páginasTw-Investigacion de Operaciones Pa3 V.2023-NovTUTOR WINNERAún no hay calificaciones
- 04 - Clases PERTDocumento17 páginas04 - Clases PERTSEMDFKr gonzalesAún no hay calificaciones
- Outsourcing y Sistemas de SeguridadDocumento30 páginasOutsourcing y Sistemas de SeguridadSilvia Mercedes MuñozAún no hay calificaciones
- 1er ParcialDocumento3 páginas1er ParcialDiego Rene Serrano RiveraAún no hay calificaciones
- M1 pc2 - DesbloqueadoDocumento4 páginasM1 pc2 - DesbloqueadoBetzabé MejiaAún no hay calificaciones
- Practica 09 (Llena)Documento10 páginasPractica 09 (Llena)Annivel Guzmán75% (4)
- Ao2 Unidad 5Documento16 páginasAo2 Unidad 5armando arratiaAún no hay calificaciones
- Caso Litografía Harry Plotter Entrega 1-1Documento8 páginasCaso Litografía Harry Plotter Entrega 1-1Ayuda Oficina BecerrilAún no hay calificaciones
- Semana 4 OPE PDFDocumento17 páginasSemana 4 OPE PDFLuciaAún no hay calificaciones
- Métodos PERT - CPM y Balanceo de Línea ProduccionDocumento14 páginasMétodos PERT - CPM y Balanceo de Línea ProduccionANDRESAún no hay calificaciones
- Semana 5 - Gestión de ProyectosDocumento6 páginasSemana 5 - Gestión de ProyectosGINO LUIS ALBERTO VIEYRA DIOSESAún no hay calificaciones
- PERTDocumento9 páginasPERTKarito MoralesAún no hay calificaciones
- Ejercicios Propuestos 2 Costos RedesDocumento4 páginasEjercicios Propuestos 2 Costos RedesferraryAún no hay calificaciones
- Examen Direccion de Operaciones 3 de JunioDocumento10 páginasExamen Direccion de Operaciones 3 de JunioManuel MoralesAún no hay calificaciones
- Balanceo de LineasDocumento12 páginasBalanceo de LineasHumberto Montoya100% (1)
- Opcion Bactividad 05Documento4 páginasOpcion Bactividad 05GILBERTO RODARTETAMEZAún no hay calificaciones
- Evaluaci N Sustitutoria Investigacion de Operaciones PDFDocumento11 páginasEvaluaci N Sustitutoria Investigacion de Operaciones PDFSebastian0% (1)
- Planificacion Lean ConstructionsDocumento21 páginasPlanificacion Lean ConstructionsCirohj JaramilloAún no hay calificaciones
- 2primera Practica de INGENIERÍA de PLANTAS Llave 2015Documento5 páginas2primera Practica de INGENIERÍA de PLANTAS Llave 2015Denis Benavente RiverosAún no hay calificaciones
- Taller Evaluativo Análisis Incertidumbre y Compresión Del ProyectoDocumento3 páginasTaller Evaluativo Análisis Incertidumbre y Compresión Del ProyectoManuel Rojas ReyesAún no hay calificaciones
- Taller de Balance de Lines de ProduccionDocumento6 páginasTaller de Balance de Lines de ProduccionalejandraAún no hay calificaciones
- (M1-E1) Evaluación (Prueba) 100%Documento22 páginas(M1-E1) Evaluación (Prueba) 100%Margaret PalmaAún no hay calificaciones
- 08 PERT Planeación de ProyectosDocumento59 páginas08 PERT Planeación de ProyectosBenito salvatierra chavarriaAún no hay calificaciones
- DonnerDocumento1 páginaDonnerMarcelaMartinAún no hay calificaciones
- Taller Algoritmo Johnson - Estudiante 2023-1Documento6 páginasTaller Algoritmo Johnson - Estudiante 2023-1jonathan portelaAún no hay calificaciones
- Análisis y RepasoDocumento6 páginasAnálisis y RepasoÁngel ReyesAún no hay calificaciones
- Outsourcing y Sistemas de Seguridad 5Documento30 páginasOutsourcing y Sistemas de Seguridad 5Fernando SotoAún no hay calificaciones
- A6 Equipo15 PDFDocumento19 páginasA6 Equipo15 PDFDaniel SotoAún no hay calificaciones
- Ejercicios PR3Documento3 páginasEjercicios PR3Edwin OsorioAún no hay calificaciones
- S4. Control 01 AFF - SoluciónDocumento1 páginaS4. Control 01 AFF - SoluciónStevens Aquise QuentaAún no hay calificaciones
- Ante Pro Yec TooDocumento17 páginasAnte Pro Yec TooRECENDIZ TORRES DIEGO ARIELAún no hay calificaciones
- ETSSIC2 TituloDocumento2 páginasETSSIC2 TituloDIEGO ARMANDO AMADOAún no hay calificaciones
- Trabajo Practico Inv Operaciones LeidisDocumento18 páginasTrabajo Practico Inv Operaciones LeidisAngelica RicardoAún no hay calificaciones
- SolisNietoOmar MMANAVDocumento41 páginasSolisNietoOmar MMANAVartAún no hay calificaciones
- Examen Final 2022 I - PCODocumento4 páginasExamen Final 2022 I - PCOYade Ana Maria Ymbertis TrinidadAún no hay calificaciones
- Ejercicios Balanceo LineaDocumento9 páginasEjercicios Balanceo LineaEndi Alejandro Yance SilveraAún no hay calificaciones
- 04 - Test de Sesión - G - Alcance v2Documento4 páginas04 - Test de Sesión - G - Alcance v2Frank MedranoAún no hay calificaciones
- 4 Casos de BALANCEO de LíneasDocumento4 páginas4 Casos de BALANCEO de LíneasDusting Oreamuno Álvarez50% (2)
- Semana 4 2022Documento45 páginasSemana 4 2022LuisSalvador1987Aún no hay calificaciones
- Semana 4 2022Documento45 páginasSemana 4 2022Eyner VelasquezAún no hay calificaciones
- 1er EX Parcial Jhonny Ardiles BustinzaDocumento3 páginas1er EX Parcial Jhonny Ardiles BustinzaJuan Diego Falcon ChuraAún no hay calificaciones
- Clase 4-4-2Documento35 páginasClase 4-4-2betty lopez nuñezAún no hay calificaciones
- 7 - 7 - 0 - Dis - Investigación de Operaciones II IenI 1-2018Documento7 páginas7 - 7 - 0 - Dis - Investigación de Operaciones II IenI 1-2018Nicolas Corchuelo50% (2)
- Ex 2U Sim 2020Documento2 páginasEx 2U Sim 2020Andy Marcelo JaicoAún no hay calificaciones
- PERT - CPMDocumento5 páginasPERT - CPMDiego Buenaño SanginesAún no hay calificaciones
- S5 Diseño de Puestos de TrabajoDocumento39 páginasS5 Diseño de Puestos de TrabajoLincol Hinostroza RiveraAún no hay calificaciones
- Segundo ParcialDocumento4 páginasSegundo ParcialNicolas VergaraAún no hay calificaciones
- Primer Parcial de Evaluacion de ProyectosDocumento2 páginasPrimer Parcial de Evaluacion de ProyectosDiego CaicedoAún no hay calificaciones
- Investigación de Operaciones: EnunciadosDocumento4 páginasInvestigación de Operaciones: EnunciadosMARIA ELENA CASTILLA AYCAAún no hay calificaciones
- Examen Final 2022-2 - PCODocumento4 páginasExamen Final 2022-2 - PCOMeza Ramos Steissy KimberlyAún no hay calificaciones
- Balanceo de Lineas PDFDocumento5 páginasBalanceo de Lineas PDFspinal_jmh05100% (1)
- Examen Parcial - IM2 2020 02 7917 PDFDocumento2 páginasExamen Parcial - IM2 2020 02 7917 PDFCamila ZegarraAún no hay calificaciones
- Banco de Preguntas Pc2Documento8 páginasBanco de Preguntas Pc2Yubis QmAún no hay calificaciones
- Introducción Al Psoc5Lp: Teoría y aplicaciones prácticaDe EverandIntroducción Al Psoc5Lp: Teoría y aplicaciones prácticaAún no hay calificaciones
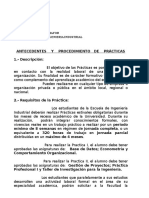
- Procedimientos PracticasDocumento5 páginasProcedimientos PracticaspaulinatgzAún no hay calificaciones
- Rellenos SanitariosDocumento42 páginasRellenos SanitariospaulinatgzAún no hay calificaciones
- Areas y Metros de Las ConstruccionesDocumento1 páginaAreas y Metros de Las ConstruccionespaulinatgzAún no hay calificaciones
- LEYESDocumento7 páginasLEYESpaulinatgzAún no hay calificaciones
- Cecinas CostosDocumento12 páginasCecinas CostospaulinatgzAún no hay calificaciones
- D. New Heritage Doll Company Preguntas Del CasoDocumento2 páginasD. New Heritage Doll Company Preguntas Del Casopaulinatgz0% (1)
- Analisis Polar Sports A TraducionDocumento10 páginasAnalisis Polar Sports A Traducionpaulinatgz100% (3)