También podría gustarte
- Diseño de utillajes, matricería y prototipado con SolidWorksDe EverandDiseño de utillajes, matricería y prototipado con SolidWorksCalificación: 3 de 5 estrellas3/5 (1)
- Bobinado de MotoresDocumento20 páginasBobinado de MotoresKilo AsaelAún no hay calificaciones
- Proceso para Rebobinar Un Motor Eléctrico de InducciónDocumento10 páginasProceso para Rebobinar Un Motor Eléctrico de InducciónFerdinand Raul StoneAún no hay calificaciones
- Marcas en el estator y la tapaDocumento13 páginasMarcas en el estator y la tapaLorenzo Antonio Fernandez RamírezAún no hay calificaciones
- Soldador de Arco CaseroDocumento8 páginasSoldador de Arco Caseroclaudiodaniel19100% (1)
- Trifasico Foro 11111Documento7 páginasTrifasico Foro 11111wilsonAún no hay calificaciones
- Laboratorio 4 de Instrumentacion y Medidas ElectricasDocumento8 páginasLaboratorio 4 de Instrumentacion y Medidas Electricasdmamanitito885Aún no hay calificaciones
- Norma INV E-506-07Documento7 páginasNorma INV E-506-07ErwinAún no hay calificaciones
- Tarea #2Documento5 páginasTarea #2Luis Rodríguez LópezAún no hay calificaciones
- Descripción Del Montajede Los Motores DecDocumento58 páginasDescripción Del Montajede Los Motores DecCumon ZbetzAún no hay calificaciones
- REBOBINADODocumento19 páginasREBOBINADOJazmin Diaz TorresAún no hay calificaciones
- Elaboracion Empalmes ElambresDocumento36 páginasElaboracion Empalmes ElambresAlexanderAún no hay calificaciones
- Unidad 09 Elaboracion Empalmes Entre Alambres PDFDocumento28 páginasUnidad 09 Elaboracion Empalmes Entre Alambres PDFFreddy Chavez VallejosAún no hay calificaciones
- Desarrollo Practica Brazo RoboticoDocumento9 páginasDesarrollo Practica Brazo RoboticoArmando PachecoAún no hay calificaciones
- Rebobinado de RotorDocumento3 páginasRebobinado de RotorEver MarcaAún no hay calificaciones
- RESUMENDocumento8 páginasRESUMENLUIS EDUARDO SEVERINO CASTROAún no hay calificaciones
- Proceso Rebobinar Motor EléctricoDocumento8 páginasProceso Rebobinar Motor EléctricoMiguel PantojaAún no hay calificaciones
- 62146M977Documento2 páginas62146M977Adrian SalazarAún no hay calificaciones
- 2.1 Tipo de RoscaDocumento15 páginas2.1 Tipo de RoscaJosé Reyes100% (1)
- Terminación de Silicona QT-III Contráctil en Frío para Cables de 72,5 kVDocumento14 páginasTerminación de Silicona QT-III Contráctil en Frío para Cables de 72,5 kVLiz Vilela ArízagaAún no hay calificaciones
- 0 Mot RebobinarDocumento3 páginas0 Mot Rebobinarpedrin pinguinAún no hay calificaciones
- Pasos para Rebobinar Un Motor Sea Trifásico MonofásicoDocumento5 páginasPasos para Rebobinar Un Motor Sea Trifásico MonofásicoRonald Geovanny50% (2)
- EddyDocumento14 páginasEddyDaVidJuAnAún no hay calificaciones
- Construccion de Soldador ElectricoDocumento7 páginasConstruccion de Soldador ElectricoJuan Damazo Estrada Jimenez100% (1)
- INV E-506-07 Elaboración de Canastas de Alambre para Gaviones y Colchogaviones.Documento7 páginasINV E-506-07 Elaboración de Canastas de Alambre para Gaviones y Colchogaviones.Blosky Valcárcel VargasAún no hay calificaciones
- 15 - Rebobinado Del Motor UniversalDocumento8 páginas15 - Rebobinado Del Motor Universalremberto caceres100% (3)
- Instructivo Cohetes de AguaDocumento17 páginasInstructivo Cohetes de AguaAnnie Sofia Alvarado FuetesAún no hay calificaciones
- Reparación de Motor Estator QuemadoDocumento9 páginasReparación de Motor Estator QuemadoGustavo GonzalezAún no hay calificaciones
- Rebobinado de Motores Monofásicos de Corriente AlternaDocumento9 páginasRebobinado de Motores Monofásicos de Corriente AlternaGerardo GuzmanAún no hay calificaciones
- Laboratorio N°2 OPERACIONES BASICAS CON CONDUCTORES ELECTRICOSDocumento17 páginasLaboratorio N°2 OPERACIONES BASICAS CON CONDUCTORES ELECTRICOSOmar Eduardo Flores Quispe100% (2)
- Teoría de Máquina BobinadoraDocumento8 páginasTeoría de Máquina Bobinadoraserchrock-jan988Aún no hay calificaciones
- Herramientas básicas taller electricidadDocumento90 páginasHerramientas básicas taller electricidadSantiago PérezAún no hay calificaciones
- Rebobinado de Motores TrifasicosDocumento14 páginasRebobinado de Motores TrifasicosElPapu100% (1)
- Como Construir Un Generador Eolico Pequeno NuevoDocumento39 páginasComo Construir Un Generador Eolico Pequeno NuevoCinthia CarolinaAún no hay calificaciones
- IEC 60471 - 1980 Dimensions of Clevis and Tongue Couplings of String Insulator UnitsDocumento6 páginasIEC 60471 - 1980 Dimensions of Clevis and Tongue Couplings of String Insulator UnitsJuanAún no hay calificaciones
- Bobinado Motor TrifasicoDocumento6 páginasBobinado Motor TrifasicoRaulo75Aún no hay calificaciones
- Antena SigmaticaDocumento2 páginasAntena SigmaticaGaldinoAún no hay calificaciones
- Cómo Trucar Un Servo HITEC HSDocumento24 páginasCómo Trucar Un Servo HITEC HSeric86ieeeAún no hay calificaciones
- QTIII7663S8Documento12 páginasQTIII7663S8HJAún no hay calificaciones
- Puente LevadizoDocumento12 páginasPuente LevadizoPaola HernandezAún no hay calificaciones
- Pasos para EmbobinarDocumento5 páginasPasos para EmbobinarPablo César RodgarAún no hay calificaciones
- Procedimiento General para Rebobinar Motores de InducionDocumento2 páginasProcedimiento General para Rebobinar Motores de InducionEmerson Quispe MendozaAún no hay calificaciones
- Informe Rebobinado de MotoresDocumento34 páginasInforme Rebobinado de MotoresWilson Eduardo Mesa SuarezAún no hay calificaciones
- Como Rebobinar Un Motor ElectricoDocumento32 páginasComo Rebobinar Un Motor ElectricoJuan Camilo Restrepo López100% (1)
- Capítulo 02 - Piezas Sometidas A Tracción PDFDocumento19 páginasCapítulo 02 - Piezas Sometidas A Tracción PDFCalle ThomsonAún no hay calificaciones
- Empalmes e InstalacionDocumento17 páginasEmpalmes e InstalacionBenji Martell BernardoAún no hay calificaciones
- Informe Del Bobinado Del CampoDocumento7 páginasInforme Del Bobinado Del CampoEmanuel CarmonaAún no hay calificaciones
- NMX B 208 1984 Tubo Conduit Acero Pesado Ced40Documento14 páginasNMX B 208 1984 Tubo Conduit Acero Pesado Ced40MarcosAún no hay calificaciones
- Proceso para El Rebobinado de Un Motor EléctricoDocumento14 páginasProceso para El Rebobinado de Un Motor Eléctricocarlospenajimenez100% (1)
- Tecnolog III Capitulo 2Documento42 páginasTecnolog III Capitulo 2Marcelo OrtegaAún no hay calificaciones
- Bobinado excéntrico bipolar 24 ranurasDocumento29 páginasBobinado excéntrico bipolar 24 ranurasLeo Alda Uyg100% (1)
- Dimensionamiento de tablero de automatizaciónDocumento16 páginasDimensionamiento de tablero de automatizaciónWilmer Edmundo Jesus TantaAún no hay calificaciones
- A2 42Documento8 páginasA2 42Almanelly Bartolo FloresAún no hay calificaciones
- Generador Imanes PermanentesDocumento33 páginasGenerador Imanes PermanentesRicardo Leyva100% (1)
- NMX-B-006-1988-Varillas Corrugadas y Lisas de Acero Procedentes de Lingote o Palanquilla para Refuerzo de ConcretoDocumento13 páginasNMX-B-006-1988-Varillas Corrugadas y Lisas de Acero Procedentes de Lingote o Palanquilla para Refuerzo de ConcretomickyfelixAún no hay calificaciones
- Motor Trifasico 10 HP MarcaDocumento6 páginasMotor Trifasico 10 HP MarcaMijail TellezAún no hay calificaciones
- Estampado de Chapa en FríoDocumento22 páginasEstampado de Chapa en Fríolucas100% (2)
- NMX-B-006 Acero de RefuerzoDocumento13 páginasNMX-B-006 Acero de RefuerzoFabián AlboresAún no hay calificaciones
- Cómo construir un generador eólico pequeño de menos deDocumento38 páginasCómo construir un generador eólico pequeño de menos deFernando Solar Cabrera100% (2)
- Resumen Unidad III. Lista de Cotejo.Documento1 páginaResumen Unidad III. Lista de Cotejo.Adrian SalazarAún no hay calificaciones
- Importancia de La Ronda EstudiantilDocumento2 páginasImportancia de La Ronda EstudiantilAdrian SalazarAún no hay calificaciones
- Compendi oDocumento13 páginasCompendi oAdrian SalazarAún no hay calificaciones
- Presentación 1Documento12 páginasPresentación 1Adrian SalazarAún no hay calificaciones
- Compendi oDocumento13 páginasCompendi oAdrian SalazarAún no hay calificaciones
- Motores TrifásicosDocumento15 páginasMotores TrifásicosAdrian SalazarAún no hay calificaciones
- La Ecuación General de La ParábolaDocumento7 páginasLa Ecuación General de La ParábolaAdrian SalazarAún no hay calificaciones
- Motores TrifásicosDocumento15 páginasMotores TrifásicosAdrian SalazarAún no hay calificaciones
- Motores Trifásicos 100Documento38 páginasMotores Trifásicos 100Adrian SalazarAún no hay calificaciones
- La Ecuación General de La ParábolaDocumento7 páginasLa Ecuación General de La ParábolaAdrian SalazarAún no hay calificaciones
- Motores TrifásicosDocumento15 páginasMotores TrifásicosAdrian SalazarAún no hay calificaciones
- Motores Trifásicos 100Documento38 páginasMotores Trifásicos 100Adrian SalazarAún no hay calificaciones
- ProyectoDocumento13 páginasProyectoAdrian SalazarAún no hay calificaciones
- ProyectoDocumento13 páginasProyectoAdrian SalazarAún no hay calificaciones
- Boletin Campamento 2023-CzDocumento1 páginaBoletin Campamento 2023-CzAdrian SalazarAún no hay calificaciones
- Plan de Instrucción 26-11-23Documento3 páginasPlan de Instrucción 26-11-23Adrian SalazarAún no hay calificaciones
- Plan de Instrucción 26-11-23Documento3 páginasPlan de Instrucción 26-11-23Adrian SalazarAún no hay calificaciones
- Compromiso Del Cadete PentaDocumento2 páginasCompromiso Del Cadete PentaAdrian SalazarAún no hay calificaciones
- Pdmu CF PDFDocumento53 páginasPdmu CF PDFFausto Manuel C LechugaAún no hay calificaciones
- Porras IDocumento16 páginasPorras IAlvaro Fabian H-Cps CrewAún no hay calificaciones
- Bloque 3 Curso D InstructoresDocumento18 páginasBloque 3 Curso D InstructoresAdrian SalazarAún no hay calificaciones
- Porras 2Documento14 páginasPorras 2Ricardo Eliel Exzacarias Vasquez100% (1)
- Bloque 3 Curso D InstructoresDocumento18 páginasBloque 3 Curso D InstructoresAdrian SalazarAún no hay calificaciones
- Manual Geometria Analitica Alumno DGETI 2021 FINALDocumento143 páginasManual Geometria Analitica Alumno DGETI 2021 FINALHubert Martinez60% (25)
- Curso de Formacion de Cadetes Nivel 1 PDFDocumento310 páginasCurso de Formacion de Cadetes Nivel 1 PDFAndres Lopez50% (2)
- Centrales ElectricasDocumento14 páginasCentrales ElectricasAdrian SalazarAún no hay calificaciones
- Importancia de La Ronda EstudiantilDocumento2 páginasImportancia de La Ronda EstudiantilAdrian SalazarAún no hay calificaciones
- Bloque 2 Curso D InstructoresDocumento13 páginasBloque 2 Curso D InstructoresAdrian SalazarAún no hay calificaciones
- DesarrolloFuerzaMediosMetodosDocumento12 páginasDesarrolloFuerzaMediosMetodosArturo Jose Vizcarrondo MiquilenaAún no hay calificaciones
- Plan de Trabajo SP-01678Documento58 páginasPlan de Trabajo SP-01678supmecanicoryg2Aún no hay calificaciones
- CONCRETO HECHO EN OBRA Y EN PLANTADocumento14 páginasCONCRETO HECHO EN OBRA Y EN PLANTAજોસેફગોન્ઝાલીઝAún no hay calificaciones
- Carros HousekeepingDocumento6 páginasCarros HousekeepinggiovanniAún no hay calificaciones
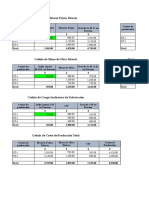
- Costo Total - El Turron SacDocumento9 páginasCosto Total - El Turron SacAnthony Jhefferson Julca PastorAún no hay calificaciones
- Examen Ordinario de Quimica 2Documento4 páginasExamen Ordinario de Quimica 2Marco Antonio Garcia Morales100% (1)
- Sectores de La Actividad EconómicaDocumento4 páginasSectores de La Actividad Económicakarla reyesAún no hay calificaciones
- Final - Tarea 5 - Grupo - 49Documento51 páginasFinal - Tarea 5 - Grupo - 49zaidaAún no hay calificaciones
- Sociales Guia 7 en ProcesoDocumento5 páginasSociales Guia 7 en ProcesoMaria Calderon100% (1)
- Concretos AligeradosDocumento16 páginasConcretos Aligeradoslaura angaritaAún no hay calificaciones
- ALUMINOTERMIADocumento5 páginasALUMINOTERMIARosa AlmeidaAún no hay calificaciones
- TDS Silicona Grado ElÇctricoDocumento2 páginasTDS Silicona Grado ElÇctricoMaye Fuentes HerreraAún no hay calificaciones
- Sistemas de transmisión por cadena: características y aplicacionesDocumento39 páginasSistemas de transmisión por cadena: características y aplicacionesAnonymous iIaMAfVAún no hay calificaciones
- Procesamiento de Residuos Alimentarios: Unidad 1Documento27 páginasProcesamiento de Residuos Alimentarios: Unidad 1GISELLA ANAI CONSUEGRA GUZMANAún no hay calificaciones
- Fabricacion de 6 Losetas Tipo S JRNDocumento5 páginasFabricacion de 6 Losetas Tipo S JRNRNz JhimyAún no hay calificaciones
- Tanque de Agua CisternaDocumento111 páginasTanque de Agua Cisternamarco antonioAún no hay calificaciones
- Renglon 8 Albañileria - Especificaciones Tecnicas - RENARDocumento32 páginasRenglon 8 Albañileria - Especificaciones Tecnicas - RENARJoel Holguin BailonAún no hay calificaciones
- EXCEL AP00U1 (Autoguardado)Documento26 páginasEXCEL AP00U1 (Autoguardado)Manuel J. GoAún no hay calificaciones
- PoliamidasDocumento3 páginasPoliamidasafrowbyAún no hay calificaciones
- Influencia D La Composición Química de Diferentes Chatarras de Acero en Las Propiedades Mecánicas de La Fundición Con Grafito EsferoidalDocumento12 páginasInfluencia D La Composición Química de Diferentes Chatarras de Acero en Las Propiedades Mecánicas de La Fundición Con Grafito EsferoidalJulio Andrés Casal RamosAún no hay calificaciones
- Arrabio ListoDocumento65 páginasArrabio ListoIncodecsa PerusacAún no hay calificaciones
- Dureza ShoreDocumento4 páginasDureza Shoreemma sanchez0% (1)
- Compresores para refrigeración y aire acondicionadoDocumento28 páginasCompresores para refrigeración y aire acondicionadoJared Llanos OlmedoAún no hay calificaciones
- Materiales Ley de Ductos 290922Documento28 páginasMateriales Ley de Ductos 290922german cortesAún no hay calificaciones
- Densidades, puntos de fusión y ebullición de sustanciasDocumento8 páginasDensidades, puntos de fusión y ebullición de sustanciasmaritza7779Aún no hay calificaciones
- 04 Declaracion AnualDocumento6 páginas04 Declaracion AnualFlor ArevaloAún no hay calificaciones
- Resistencia de Materiales - Carlos Joo - 2014Documento114 páginasResistencia de Materiales - Carlos Joo - 2014miguel43% (7)
- Dibujo de TuberíasDocumento3 páginasDibujo de TuberíasAc Alejandro14Aún no hay calificaciones
- BONIFICADOSDocumento5 páginasBONIFICADOSLsu Sadsj DsfsdjkAún no hay calificaciones
- Química 5Documento73 páginasQuímica 5Ivan CisnerosAún no hay calificaciones
- MÉTODOS DE DETERMINACIÓN DEL ORO Y SUS APLICACIONESDocumento9 páginasMÉTODOS DE DETERMINACIÓN DEL ORO Y SUS APLICACIONESAndrea LeonAún no hay calificaciones
- La revolución de la glucosa: Equilibra tus niveles de glucosa y cambiarás tu salud y tu vidaDe EverandLa revolución de la glucosa: Equilibra tus niveles de glucosa y cambiarás tu salud y tu vidaCalificación: 5 de 5 estrellas5/5 (200)
- La invasión de la pseudociencia: Claves para orientarse en un mundo en donde casi todo es posibleDe EverandLa invasión de la pseudociencia: Claves para orientarse en un mundo en donde casi todo es posibleCalificación: 4.5 de 5 estrellas4.5/5 (15)
- La metamedicina. Cada síntoma es un mensaje: La curación a tu alcanceDe EverandLa metamedicina. Cada síntoma es un mensaje: La curación a tu alcanceCalificación: 5 de 5 estrellas5/5 (8)
- Psiconeuroinmunología para la práctica clínicaDe EverandPsiconeuroinmunología para la práctica clínicaCalificación: 5 de 5 estrellas5/5 (4)
- Influencia. La psicología de la persuasiónDe EverandInfluencia. La psicología de la persuasiónCalificación: 4.5 de 5 estrellas4.5/5 (14)
- 7 tendencias digitales que cambiarán el mundoDe Everand7 tendencias digitales que cambiarán el mundoCalificación: 4.5 de 5 estrellas4.5/5 (87)
- Zensorialmente : Dejá que tu cuerpo sea tu cerebroDe EverandZensorialmente : Dejá que tu cuerpo sea tu cerebroAún no hay calificaciones
- Fisiopatología de las enfermedades cardiovascularesDe EverandFisiopatología de las enfermedades cardiovascularesCalificación: 5 de 5 estrellas5/5 (1)
- Disciplina Mental: Técnicas infalibles para lograr todo lo que te propones y eliminar la pereza y la procrastinación de tu vida para siempreDe EverandDisciplina Mental: Técnicas infalibles para lograr todo lo que te propones y eliminar la pereza y la procrastinación de tu vida para siempreCalificación: 5 de 5 estrellas5/5 (3)
- Batidos Verdes Depurativos y Antioxidantes: Aumenta tu Vitalidad con Smoothie Detox Durante 10 Días Para Adelgazar y Bajar de Peso: Aumenta tu vitalidad con smoothie detox durante 10 días para adelgazar y bajar de pesoDe EverandBatidos Verdes Depurativos y Antioxidantes: Aumenta tu Vitalidad con Smoothie Detox Durante 10 Días Para Adelgazar y Bajar de Peso: Aumenta tu vitalidad con smoothie detox durante 10 días para adelgazar y bajar de pesoCalificación: 5 de 5 estrellas5/5 (2)
- Resumen de Pensar rápido pensar despacio de Daniel KahnemanDe EverandResumen de Pensar rápido pensar despacio de Daniel KahnemanCalificación: 4.5 de 5 estrellas4.5/5 (11)
- Anatomía & 100 estiramientos Esenciales (Color): Técnicas, beneficios, precauciones, consejos, tablas de series, dolenciasDe EverandAnatomía & 100 estiramientos Esenciales (Color): Técnicas, beneficios, precauciones, consejos, tablas de series, dolenciasCalificación: 4.5 de 5 estrellas4.5/5 (21)
- Clics contra la humanidad: Libertad y resistencia en la era de la distracción tecnológicaDe EverandClics contra la humanidad: Libertad y resistencia en la era de la distracción tecnológicaCalificación: 4.5 de 5 estrellas4.5/5 (116)
- Borges y la memoria: De "Funes el memorioso" a la neurona de Jennifer AnistonDe EverandBorges y la memoria: De "Funes el memorioso" a la neurona de Jennifer AnistonCalificación: 5 de 5 estrellas5/5 (4)
- ¿Cómo piensan las máquinas?: Inteligencia artificial para humanosDe Everand¿Cómo piensan las máquinas?: Inteligencia artificial para humanosCalificación: 5 de 5 estrellas5/5 (1)
- Nunca fuimos modernos: Ensayos de antropología simétricaDe EverandNunca fuimos modernos: Ensayos de antropología simétricaAún no hay calificaciones
- Investigación de operaciones: Conceptos fundamentalesDe EverandInvestigación de operaciones: Conceptos fundamentalesCalificación: 4.5 de 5 estrellas4.5/5 (2)
- Cálculo infinitesimal: El lenguaje matemático de la naturalezaDe EverandCálculo infinitesimal: El lenguaje matemático de la naturalezaCalificación: 5 de 5 estrellas5/5 (3)
- Reconstrucción de dientes endodonciados: Pautas de actuación clínicaDe EverandReconstrucción de dientes endodonciados: Pautas de actuación clínicaCalificación: 5 de 5 estrellas5/5 (4)
- Estoicismo y dureza mental: Descubre los secretos psicológicos de la filosofía estoica en la vida moderna. Construir una autodisciplina inquebrantable y hábitos diarios que garanticen el éxitoDe EverandEstoicismo y dureza mental: Descubre los secretos psicológicos de la filosofía estoica en la vida moderna. Construir una autodisciplina inquebrantable y hábitos diarios que garanticen el éxitoCalificación: 4 de 5 estrellas4/5 (23)
- Interpretación del ECG: Una Guía Práctica e Intuitiva para Aprender a Leer el ECG y Diagnosticar y Tratar ArritmiasDe EverandInterpretación del ECG: Una Guía Práctica e Intuitiva para Aprender a Leer el ECG y Diagnosticar y Tratar ArritmiasAún no hay calificaciones
- Desastres y emergencias. Prevención, mitigación y preparaciónDe EverandDesastres y emergencias. Prevención, mitigación y preparaciónCalificación: 4 de 5 estrellas4/5 (5)
- En busca de la mente: El largo camino para comprender la vida mental (y lo que aún queda por descubrir)De EverandEn busca de la mente: El largo camino para comprender la vida mental (y lo que aún queda por descubrir)Calificación: 4.5 de 5 estrellas4.5/5 (3)