100% encontró este documento útil (1 voto)
97 vistas7 páginasSoldadura de Acero Inoxidable en Bombas
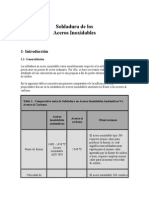
Este documento describe los procedimientos para soldar los álabes dañados de un impulsor de bomba de agua de mar utilizando soldadura. Se recomienda utilizar el acero inoxidable 316L como reemplazo del material original A743CD-4MCu para la reparación. El documento explica los pasos de preparación de la superficie, elección del electrodo, y precauciones de seguridad requeridas para realizar con éxito la soldadura del acero inoxidable 316L.
Cargado por
josephcastro1989Derechos de autor
© © All Rights Reserved
Nos tomamos en serio los derechos de los contenidos. Si sospechas que se trata de tu contenido, reclámalo aquí.
Formatos disponibles
Descarga como DOCX, PDF, TXT o lee en línea desde Scribd
100% encontró este documento útil (1 voto)
97 vistas7 páginasSoldadura de Acero Inoxidable en Bombas
Este documento describe los procedimientos para soldar los álabes dañados de un impulsor de bomba de agua de mar utilizando soldadura. Se recomienda utilizar el acero inoxidable 316L como reemplazo del material original A743CD-4MCu para la reparación. El documento explica los pasos de preparación de la superficie, elección del electrodo, y precauciones de seguridad requeridas para realizar con éxito la soldadura del acero inoxidable 316L.
Cargado por
josephcastro1989Derechos de autor
© © All Rights Reserved
Nos tomamos en serio los derechos de los contenidos. Si sospechas que se trata de tu contenido, reclámalo aquí.
Formatos disponibles
Descarga como DOCX, PDF, TXT o lee en línea desde Scribd