También podría gustarte
- Tarea 3 - UAMDocumento5 páginasTarea 3 - UAMSharon Soto DAún no hay calificaciones
- Proyecto 22 de Marzo 2019 PDFDocumento365 páginasProyecto 22 de Marzo 2019 PDFAlba MoreraAún no hay calificaciones
- 29-06-21 - Las Cerveza de Los Enamorados - DECCDocumento9 páginas29-06-21 - Las Cerveza de Los Enamorados - DECCDaisy E ContrerasAún no hay calificaciones
- Introduccion A La LogisticaDocumento28 páginasIntroduccion A La LogisticaDaniela OchoaAún no hay calificaciones
- Tarea 1Documento5 páginasTarea 1Alberto Miranda FernandezAún no hay calificaciones
- Guia - 7 Evidencia - 4 Caso - Pio - Pio - Y - Mas - PioDocumento6 páginasGuia - 7 Evidencia - 4 Caso - Pio - Pio - Y - Mas - PioDumith MoreraAún no hay calificaciones
- Evidencia 3 CEstDocumento5 páginasEvidencia 3 CEstPharaoh ZethAún no hay calificaciones
- Análisis producción helados con aplazamientoDocumento11 páginasAnálisis producción helados con aplazamientoMenaly Luzuriaga MoranAún no hay calificaciones
- Realizacion Del Producto Iso 9001Documento1 páginaRealizacion Del Producto Iso 9001LuisaGarcíaDagerAún no hay calificaciones
- Kpi S Quimica SuizaDocumento1 páginaKpi S Quimica SuizaCristopher LeyvaAún no hay calificaciones
- Act 3 Gestion de AbastecimientosDocumento8 páginasAct 3 Gestion de AbastecimientosPoncho MaldonadoAún no hay calificaciones
- Indicadores - CPFRDocumento23 páginasIndicadores - CPFRRicardo HenaoAún no hay calificaciones
- Vehiculos de CargaDocumento1 páginaVehiculos de CargaMayda fuentesAún no hay calificaciones
- Islo U3 Ea GasfDocumento21 páginasIslo U3 Ea GasfGaby YongAún no hay calificaciones
- Trabajo Grupal No. 4 Paquetes Dirigidos A La Comunicación LogísticaDocumento25 páginasTrabajo Grupal No. 4 Paquetes Dirigidos A La Comunicación LogísticaEnrique CamposAún no hay calificaciones
- Tarea 4 Logistica y AbastecimientoDocumento4 páginasTarea 4 Logistica y AbastecimientoDANIELA OVIEDOAún no hay calificaciones
- El Sistema de Clasificación ABC de Los MaterialesDocumento6 páginasEl Sistema de Clasificación ABC de Los MaterialesjuanmanueljoseAún no hay calificaciones
- FORO "Identificar La Importancia de La Teoría de Las Restricciones enDocumento4 páginasFORO "Identificar La Importancia de La Teoría de Las Restricciones enMiile OchoaAún no hay calificaciones
- Centro de Distribució Ó AlmacenDocumento4 páginasCentro de Distribució Ó Almacendarinel vazquezAún no hay calificaciones
- m3. Cuestionario 3 Maria Isabel Medina QuirosDocumento12 páginasm3. Cuestionario 3 Maria Isabel Medina QuirosIsabel Medina QuirosAún no hay calificaciones
- Ejecutar El Plan Integración de Los Actores Teniendo AP 13 Actividad 5Documento28 páginasEjecutar El Plan Integración de Los Actores Teniendo AP 13 Actividad 5Nataly GonzalezAún no hay calificaciones
- Formato Cronograma Del Proyecto Actualizacion Modulo de CajaDocumento4 páginasFormato Cronograma Del Proyecto Actualizacion Modulo de CajaShirly JaimesAún no hay calificaciones
- Proyecto Punto de Venta MajaDocumento20 páginasProyecto Punto de Venta MajaMauricio CabreraAún no hay calificaciones
- Centros de DistribucionDocumento7 páginasCentros de DistribucionMafer PulidoAún no hay calificaciones
- Ferias InternacionalesDocumento12 páginasFerias InternacionalesLuis Atilio RiolfoAún no hay calificaciones
- TFM P 385Documento135 páginasTFM P 385Cristian BenavidesAún no hay calificaciones
- Etapa de Introducción Al MercadoDocumento6 páginasEtapa de Introducción Al MercadoCristian la MaravillaAún no hay calificaciones
- Estrategia global distribución cacaoDocumento4 páginasEstrategia global distribución cacaoMatías RiosAún no hay calificaciones
- Presentación SCM TecnologicoDocumento59 páginasPresentación SCM TecnologicoJuan Carlos Rodriguez MuñozAún no hay calificaciones
- CapacitarTalentoEmpresaDocumento10 páginasCapacitarTalentoEmpresaDauris Jerez100% (1)
- Caso Éxito RFID GRUPO DISBER Sector AlimentaciónDocumento6 páginasCaso Éxito RFID GRUPO DISBER Sector AlimentaciónpattysuarezAún no hay calificaciones
- Maria Rodriguez Entregable 1Documento7 páginasMaria Rodriguez Entregable 1Regina LeonAún no hay calificaciones
- Evidencia 4 Propuesta "Caso Pio Pio y Más Pio"Documento9 páginasEvidencia 4 Propuesta "Caso Pio Pio y Más Pio"Leider MarquezAún no hay calificaciones
- OC Introducción A La Logística LL S2 LOGDocumento21 páginasOC Introducción A La Logística LL S2 LOGbenjamin barreraAún no hay calificaciones
- JIT LogísticaDocumento7 páginasJIT Logísticaisrael alexander perez riosAún no hay calificaciones
- Ejercicio - RuteoDocumento5 páginasEjercicio - RuteoGabrielaAún no hay calificaciones
- Cadena suministro evolución valorDocumento37 páginasCadena suministro evolución valorWillington Rodriguez MfcAún no hay calificaciones
- La Industria de La Moda: Una Revisión de La Cadena de Suministro.Documento15 páginasLa Industria de La Moda: Una Revisión de La Cadena de Suministro.carla_galvezAún no hay calificaciones
- Parcial Final 1 Intento CorregidoDocumento11 páginasParcial Final 1 Intento Corregidomilena velosaAún no hay calificaciones
- Mejora en Logistica Y Distribucion - AntecedentesDocumento7 páginasMejora en Logistica Y Distribucion - AntecedentesAngel HernandezAún no hay calificaciones
- Actividad de Aprendizaje 4Documento12 páginasActividad de Aprendizaje 4Bio Hermo100% (1)
- Syllabus - Epis de La Administracion-Convertido 2 1Documento8 páginasSyllabus - Epis de La Administracion-Convertido 2 1DARWIN LOORAún no hay calificaciones
- Presentacion WMSDocumento14 páginasPresentacion WMSCamilo RecabarrenAún no hay calificaciones
- Simulador de costos DFI para exportación de esmeraldas a JapónDocumento5 páginasSimulador de costos DFI para exportación de esmeraldas a JapónMINA TOPITOAún no hay calificaciones
- Taller Planeacion de Requerimientos de Materiales MRP PDFDocumento3 páginasTaller Planeacion de Requerimientos de Materiales MRP PDFFlorian CapdetAún no hay calificaciones
- Actividad 1. Elección de Un Proyecto de InversiónDocumento4 páginasActividad 1. Elección de Un Proyecto de InversiónFernando LopezAún no hay calificaciones
- Implementar El Plan de Mejora de Los Procesos Logisticos Con Base en Los Analisis y Valoraciones Encontrados en La Cadena de Distribucion Fisica Internacional (1) .Es - en (1) .En - EsDocumento6 páginasImplementar El Plan de Mejora de Los Procesos Logisticos Con Base en Los Analisis y Valoraciones Encontrados en La Cadena de Distribucion Fisica Internacional (1) .Es - en (1) .En - Escamila samboniAún no hay calificaciones
- Metodo de Loc. de PlantaDocumento4 páginasMetodo de Loc. de Plantaelgenial489Aún no hay calificaciones
- Caso Cadena de Suministros Caso ZaraDocumento4 páginasCaso Cadena de Suministros Caso ZaraLaura VegaAún no hay calificaciones
- Guia Costear Dfi CCLDocumento4 páginasGuia Costear Dfi CCLAlexa FlórezAún no hay calificaciones
- Guía para presentar examen en líneaDocumento38 páginasGuía para presentar examen en líneaAndrea Garzon VivarAún no hay calificaciones
- Optimiza el transporte internacionalDocumento15 páginasOptimiza el transporte internacionalAbrahamCarrilloAún no hay calificaciones
- Evidencia 6 Mapa de Valor Reconocer La VSM de Una EmpresaDocumento2 páginasEvidencia 6 Mapa de Valor Reconocer La VSM de Una EmpresaA CORALAún no hay calificaciones
- TG00980 Información SubwayDocumento93 páginasTG00980 Información SubwayEiler Humberto PENARANDA JARAMILLOAún no hay calificaciones
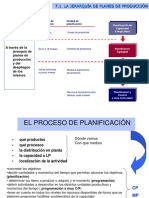
- Planificación de producción: de la jerarquía de planes a la gestión de talleresDocumento7 páginasPlanificación de producción: de la jerarquía de planes a la gestión de talleresJonatan Olan RoblesAún no hay calificaciones
- Analisis de Datos - Nuevos Ambientadores de Hogar - TriangulaciónDocumento23 páginasAnalisis de Datos - Nuevos Ambientadores de Hogar - Triangulaciónmnmunoz100% (1)
- Pronostico en Los Negocios - ReitschDocumento625 páginasPronostico en Los Negocios - ReitschGiancarlo RenzoAún no hay calificaciones
- Taller 1Documento128 páginasTaller 1JEISON FERNANDO PERLAZA MURIELAún no hay calificaciones
- Plantilla Fase 2 - 212064 Estadistica InferencialDocumento330 páginasPlantilla Fase 2 - 212064 Estadistica InferencialLaura Steffania Montero CollazosAún no hay calificaciones
- Experiencias de Aprendizaje Del Mes de NoviembreDocumento5 páginasExperiencias de Aprendizaje Del Mes de NoviembreOsler paucar huanhuayoAún no hay calificaciones
- PNF Optometria y Optica Version FinalDocumento138 páginasPNF Optometria y Optica Version Finalnixonalberto100% (6)
- Trisca Resea DidcticadelaeducacintecnolgicaDocumento6 páginasTrisca Resea DidcticadelaeducacintecnolgicaKarenAún no hay calificaciones
- Unidad Educativa Huachi GrandeDocumento11 páginasUnidad Educativa Huachi GrandeNidian AllasAún no hay calificaciones
- Cyt Adicionalsesion Ciencia Explicamos Funciones Del Gusto y El OlfatoDocumento7 páginasCyt Adicionalsesion Ciencia Explicamos Funciones Del Gusto y El OlfatomilagrosAún no hay calificaciones
- 02-Rescate en Espacios Confinados-2015 PDFDocumento4 páginas02-Rescate en Espacios Confinados-2015 PDFCristian FuentesAún no hay calificaciones
- Planificacion 24 de Abril MaribelDocumento9 páginasPlanificacion 24 de Abril MaribelAlejandra IntriagoAún no hay calificaciones
- Diagnostico ISO 14001 2015Documento9 páginasDiagnostico ISO 14001 2015YULEICY HOYOS MORAAún no hay calificaciones
- Informe YennyDocumento3 páginasInforme YennyJorge Chavez QuinterosAún no hay calificaciones
- Indicadores de Gestión 2Documento42 páginasIndicadores de Gestión 2mariselazaraAún no hay calificaciones
- Análisis de las Guías Docentes de Trompeta en los Conservatorios Superiores de AndalucíaDocumento102 páginasAnálisis de las Guías Docentes de Trompeta en los Conservatorios Superiores de AndalucíaRafael Muñoz-TorreroAún no hay calificaciones
- Pensamiento crítico en el aulaDocumento26 páginasPensamiento crítico en el aulaDireccion Regional50% (2)
- Análisis de Resultados de Pruebas SABER y Caracterización Por Aprendizajes MatemáticasDocumento43 páginasAnálisis de Resultados de Pruebas SABER y Caracterización Por Aprendizajes MatemáticasArlen Mendez GuevaraAún no hay calificaciones
- 22 Marzo-Inicial Unidocente-2024Documento16 páginas22 Marzo-Inicial Unidocente-2024christian yvan guerrero coloniaAún no hay calificaciones
- Herramientas FinancierasDocumento4 páginasHerramientas FinancierasFerney R PitaluaAún no hay calificaciones
- Modelo Didáctico para La Integración de Las TecnologíasDocumento383 páginasModelo Didáctico para La Integración de Las TecnologíasLOLYMAR BLANCOAún no hay calificaciones
- Mapa de Ideas Del Acompañamiento PedagógicoDocumento1 páginaMapa de Ideas Del Acompañamiento Pedagógicokaterin cossio0% (1)
- Planificacion Academica Diplomado UdhDocumento4 páginasPlanificacion Academica Diplomado UdhCuellar BenisAún no hay calificaciones
- FP01 Gestión Plan de Resiliencia V.4Documento11 páginasFP01 Gestión Plan de Resiliencia V.4Eliana ViverosAún no hay calificaciones
- Desarrollo CorporativoDocumento15 páginasDesarrollo CorporativoCarolina Ramirez GomezAún no hay calificaciones
- Diario de Ana-FrankDocumento2 páginasDiario de Ana-FrankJosue HernandezAún no hay calificaciones
- Guia No. 07Documento17 páginasGuia No. 07AlejandraAún no hay calificaciones
- PD Bloque IDocumento12 páginasPD Bloque IAntonia GonzalezAún no hay calificaciones
- Capítulo 10 Politica Sanitariaoctubre 2022Documento25 páginasCapítulo 10 Politica Sanitariaoctubre 2022Stefanny GallardoAún no hay calificaciones
- 3ero - Micro P3 - EcaDocumento31 páginas3ero - Micro P3 - EcaKarlyAún no hay calificaciones
- Sesion 1 - PS - U2Documento7 páginasSesion 1 - PS - U2Cesár Dalmiro Flores GutierrezAún no hay calificaciones
- 22 Sesion de Aprendizaje Public Id AdDocumento7 páginas22 Sesion de Aprendizaje Public Id Adgabysantisteban6365100% (3)
- PEI Institución Educativa Julián Pinto BuendíaDocumento56 páginasPEI Institución Educativa Julián Pinto BuendíahernanAún no hay calificaciones
- Investigación cualitativa gerencialDocumento9 páginasInvestigación cualitativa gerencialJoshua GómezAún no hay calificaciones
- Estrategias Psicológicas de AprendizajeDocumento34 páginasEstrategias Psicológicas de AprendizajeLorena MartínezAún no hay calificaciones