También podría gustarte
- UF1250 - Conformación De Elementos MetálicosDe EverandUF1250 - Conformación De Elementos MetálicosAún no hay calificaciones
- Ingeniería de procesos siderúrgicos: La experiencia de AHMSADe EverandIngeniería de procesos siderúrgicos: La experiencia de AHMSAAún no hay calificaciones
- INTRODUCCIÓNDocumento6 páginasINTRODUCCIÓNMatias PolimaAún no hay calificaciones
- Práctica 5 - Deformación Plástica - Laminación TrabajoDocumento5 páginasPráctica 5 - Deformación Plástica - Laminación TrabajoDano VillamarAún no hay calificaciones
- Cuáles Son Las Diferencias Entre Fractura Frágil y Fractura DuctilDocumento2 páginasCuáles Son Las Diferencias Entre Fractura Frágil y Fractura Ductiljuan_espinosa_3875% (4)
- Capitulo 1 TerologíaDocumento42 páginasCapitulo 1 TerologíaPakirry Iglesias50% (2)
- Desgaste y recubrimiento: protegiendo tus equiposDocumento25 páginasDesgaste y recubrimiento: protegiendo tus equiposdavidAún no hay calificaciones
- P1.ensayos No Destuctivos (Líquidos Penetrantes)Documento16 páginasP1.ensayos No Destuctivos (Líquidos Penetrantes)Diana HernandezAún no hay calificaciones
- Endurecimiento por deformación y recocido de materialesDocumento37 páginasEndurecimiento por deformación y recocido de materialesRodrigo Reque RochaAún no hay calificaciones
- Operaciones de EnsambleDocumento13 páginasOperaciones de EnsambleSam RoseteAún no hay calificaciones
- Comportamiento mecánico de materialesDocumento30 páginasComportamiento mecánico de materialesLuis PaulAún no hay calificaciones
- SOLDADURADocumento57 páginasSOLDADURAIvonne PontonAún no hay calificaciones
- Tarea 1Documento7 páginasTarea 1Miranda BenavidesAún no hay calificaciones
- $R5Z2Q19Documento11 páginas$R5Z2Q19Isaac AguiñagaAún no hay calificaciones
- TEMA 1 PPT SOLDADURA POR HIERRO FUNDIDO (3)Documento19 páginasTEMA 1 PPT SOLDADURA POR HIERRO FUNDIDO (3)NESTOR JHAMIL BOLIVAR HILARIOAún no hay calificaciones
- UNIDAD 1 - MC 118 - 2019-2 Def. Plastc-Rec.C.A.2Documento72 páginasUNIDAD 1 - MC 118 - 2019-2 Def. Plastc-Rec.C.A.2Diego Huangal BravoAún no hay calificaciones
- Preguntas Laboratorio 1 MetalografiaDocumento5 páginasPreguntas Laboratorio 1 MetalografiaHomero JuaresAún no hay calificaciones
- Diapositivas ExposicionDocumento81 páginasDiapositivas ExposicionPaúl Andrés0% (1)
- Termofluencia y DesgasteDocumento11 páginasTermofluencia y DesgasteYackeline Galvez RamosAún no hay calificaciones
- Tribologia - Tema 2 - Reduccion Del DesgasteDocumento26 páginasTribologia - Tema 2 - Reduccion Del DesgasteBruno GonzalesAún no hay calificaciones
- Revestimiento plano y soldadura a topeDocumento6 páginasRevestimiento plano y soldadura a topeDIEGOAún no hay calificaciones
- Deformacion PlasticaDocumento16 páginasDeformacion PlasticaKEYNER 97Aún no hay calificaciones
- CuestionarioDocumento11 páginasCuestionarioJennifer YataAún no hay calificaciones
- Conclusiones LibroDocumento14 páginasConclusiones LibroAnakin Manjarrez ViverosAún no hay calificaciones
- Desgaste AdhesivoDocumento35 páginasDesgaste AdhesivoJUAN PABLO MONCALEANO BERMUDEZAún no hay calificaciones
- Procesos de Fabricacion 1 Desarrollo Doblado y EmbutidoDocumento9 páginasProcesos de Fabricacion 1 Desarrollo Doblado y EmbutidoFuad KhiyamiAún no hay calificaciones
- Practica 3 Endurecimiento Por Solucion SolidaDocumento9 páginasPractica 3 Endurecimiento Por Solucion SolidaBelinda CruzAún no hay calificaciones
- Hoja de TareaDocumento10 páginasHoja de TareaNayaryt MartínezAún no hay calificaciones
- Aplicaciones de La Proyección TermicaDocumento8 páginasAplicaciones de La Proyección Termicamaverick_cvcAún no hay calificaciones
- Proyecto Final de SoldaduraDocumento19 páginasProyecto Final de SoldaduraJaime CandoAún no hay calificaciones
- TEORÍA DE CIENCIA DE MATERIALES: REPASO DE CONCEPTOS CLAVE PARA EL ANÁLISIS Y DISEÑO DE MATERIALESDocumento35 páginasTEORÍA DE CIENCIA DE MATERIALES: REPASO DE CONCEPTOS CLAVE PARA EL ANÁLISIS Y DISEÑO DE MATERIALESjimene257% (7)
- Primer Examen 2017 ConfoDocumento6 páginasPrimer Examen 2017 ConfoJORGE LUIS AYALA GALINDOAún no hay calificaciones
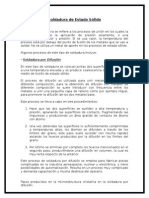
- Soldadura de Estado SólidoDocumento7 páginasSoldadura de Estado SólidoJonathan Z. Arjona100% (7)
- Marco Teorico para Thermal Coating Tipo Havof y HvafDocumento41 páginasMarco Teorico para Thermal Coating Tipo Havof y HvafERAM Ingeniería de mantenimiento Ltda.Aún no hay calificaciones
- C11 - Recubrimientos Duros 220414 ApunteDocumento24 páginasC11 - Recubrimientos Duros 220414 ApunteJoaco CedresAún no hay calificaciones
- La Metalurgia de La SoldaduraDocumento9 páginasLa Metalurgia de La SoldaduraTaisto HernándezAún no hay calificaciones
- Diferencias entre celda unitaria, monocristal y estructuras cristalinas del hierroDocumento4 páginasDiferencias entre celda unitaria, monocristal y estructuras cristalinas del hierroCristofer AlomotoAún no hay calificaciones
- Lubricación Industrial Equipo 9Documento27 páginasLubricación Industrial Equipo 9Elian Fernando Mendoza TreviñoAún no hay calificaciones
- Nuevo Soldadura-De-Estado-SólidoDocumento30 páginasNuevo Soldadura-De-Estado-SólidoManuel Andres Ortega AcostaAún no hay calificaciones
- Jerson MantenimientoDocumento7 páginasJerson MantenimientoJosé HurtadoAún no hay calificaciones
- Exámenes Aleaciones AeroespacialesDocumento40 páginasExámenes Aleaciones Aeroespacialessamarsil100% (2)
- Final Tecno 1Documento52 páginasFinal Tecno 1Manuel Perez GAún no hay calificaciones
- Proteccion Contra El DesgasteDocumento7 páginasProteccion Contra El DesgasteHernando Gómez100% (5)
- Materiales Propiedades Mecanicas Trabajo PracticoDocumento10 páginasMateriales Propiedades Mecanicas Trabajo Practicodoris sabrinaAún no hay calificaciones
- Procesos de FabricacionDocumento10 páginasProcesos de FabricacionMaxis GonzalezAún no hay calificaciones
- DESGASTE EN UN TRIBÓMETRO DE CILINDROS CRUZADOS (Seco) ImprimirDocumento7 páginasDESGASTE EN UN TRIBÓMETRO DE CILINDROS CRUZADOS (Seco) ImprimirLuuixz CvAún no hay calificaciones
- Cuestionario CienciasDocumento12 páginasCuestionario CienciasEddy GonzalezAún no hay calificaciones
- Taller - ExamenDocumento8 páginasTaller - Examenmagaly urregoAún no hay calificaciones
- 2010proyeccion-1 TribologiaDocumento26 páginas2010proyeccion-1 TribologiajoseyuyanAún no hay calificaciones
- Unidad 7Documento53 páginasUnidad 7Hendrix Tolkien GustavoAún no hay calificaciones
- Recargues de SoldaduraDocumento40 páginasRecargues de SoldaduraCandace WaltonAún no hay calificaciones
- Mto. Correctivo: Desgaste y Protección SuperficialDocumento15 páginasMto. Correctivo: Desgaste y Protección SuperficialAngel MontellanoAún no hay calificaciones
- Soldadura Por ResistenciaDocumento7 páginasSoldadura Por ResistenciarobertAún no hay calificaciones
- Tipos de SoldadurasDocumento25 páginasTipos de SoldadurasJorge Daniel MercadoAún no hay calificaciones
- Pulverizador TermicoDocumento9 páginasPulverizador TermicoLuis Enrique Chaco CcallomamaniAún no hay calificaciones
- Cucharones de CargadoresDocumento19 páginasCucharones de CargadoresChiclla Quispe Percy100% (3)
- Extensometria 1Documento64 páginasExtensometria 1Mirel Montserrat MoraAún no hay calificaciones
- Soldadura en el montaje de tuberías. FMEC0108De EverandSoldadura en el montaje de tuberías. FMEC0108Aún no hay calificaciones
- Mecánica de la fractura y análisis de falla en metalesDe EverandMecánica de la fractura y análisis de falla en metalesCalificación: 4.5 de 5 estrellas4.5/5 (3)
- Presentación ImpactoDocumento18 páginasPresentación ImpactoJoaco CedresAún no hay calificaciones
- Arboles y Ejes para 4 Parcial PDFDocumento34 páginasArboles y Ejes para 4 Parcial PDFLndIngenieriaAún no hay calificaciones
- C12 - Lubricación 200515Documento85 páginasC12 - Lubricación 200515Joaco CedresAún no hay calificaciones
- Catalogo Correas IndustrialesDocumento44 páginasCatalogo Correas IndustrialesFederico RamellaAún no hay calificaciones
- Calculo Polos Raices MultiplesDocumento2 páginasCalculo Polos Raices MultiplesJoaco CedresAún no hay calificaciones
- Apunte TornillosDocumento63 páginasApunte TornillosJoaco CedresAún no hay calificaciones
- Presentación Evolventes (IMPRIMIR)Documento45 páginasPresentación Evolventes (IMPRIMIR)Joaco CedresAún no hay calificaciones
- Levas, teoríaa a ad a a a a awqfq. fwqfwqf. wqqfw a aa aa a a a aa fffwqf ff wfwqfw wf wfffffffffffwqfw fqwffwqfwqfwwfq q wf fwqf w. f wqf wq. fw qf wqf fwq q fwq fqwq wfq wqfqw wqwqfqwffwqwqf wffwqfwq qw fwqqfw wfq qfwqf wqwq a aa aa a a a aa fffwqf ff wfwqfw wf wfffffffffffwqfw fqwffwqfwqfwwfq q wf fwqf w. f wqf wq. fw qf wqf fwq q fwq fqwq wfq wqfqw wqwqfqwffwqwqf wffwqfwq qw fwqqfw wfq qfwqf wqwq a aa aa a a a aa fffwqf ff wfwqfw wf wfffffffffffwqfw fqwffwqfwqfwwfq q wf fwqf w. f wqf wq. fw qf wqf fwq q fwq fqwq wfq wqfqw wqwqfqwffwqwqf wffwqfwq qw fwqqfw wfq qfwqf wqwq a aa aa a a a aa fffwqf ff wfwqfw wf wfffffffffffwqfw fqwffwqfwqfwwfq q wf fwqf w. f wqf wq. fw qf wqf fwq q fwq fqwq wfq wqfqw wqwqfqwffwqwqf wffwqfwq qw fwqqfw wfq qfwqf wqwq a aa aa a a a aa fffwqf ff wfwqfw wf wfffffffffffwqfw fqwffwqfwqfwwfq q wf fwqf w. f wqf wq. fw qf wqf fwq q fwq fqwq wfq wqfqw wqwqfqwffwqwqf wffwqfwq qw fwqqfw wfq qfwqf wqwqqfwqDocumento23 páginasLevas, teoríaa a ad a a a a awqfq. fwqfwqf. wqqfw a aa aa a a a aa fffwqf ff wfwqfw wf wfffffffffffwqfw fqwffwqfwqfwwfq q wf fwqf w. f wqf wq. fw qf wqf fwq q fwq fqwq wfq wqfqw wqwqfqwffwqwqf wffwqfwq qw fwqqfw wfq qfwqf wqwq a aa aa a a a aa fffwqf ff wfwqfw wf wfffffffffffwqfw fqwffwqfwqfwwfq q wf fwqf w. f wqf wq. fw qf wqf fwq q fwq fqwq wfq wqfqw wqwqfqwffwqwqf wffwqfwq qw fwqqfw wfq qfwqf wqwq a aa aa a a a aa fffwqf ff wfwqfw wf wfffffffffffwqfw fqwffwqfwqfwwfq q wf fwqf w. f wqf wq. fw qf wqf fwq q fwq fqwq wfq wqfqw wqwqfqwffwqwqf wffwqfwq qw fwqqfw wfq qfwqf wqwq a aa aa a a a aa fffwqf ff wfwqfw wf wfffffffffffwqfw fqwffwqfwqfwwfq q wf fwqf w. f wqf wq. fw qf wqf fwq q fwq fqwq wfq wqfqw wqwqfqwffwqwqf wffwqfwq qw fwqqfw wfq qfwqf wqwq a aa aa a a a aa fffwqf ff wfwqfw wf wfffffffffffwqfw fqwffwqfwqfwwfq q wf fwqf w. f wqf wq. fw qf wqf fwq q fwq fqwq wfq wqfqw wqwqfqwffwqwqf wffwqfwq qw fwqqfw wfq qfwqf wqwqqfwqMatias FerrariAún no hay calificaciones
- C02 - Ccia Mat y Tribología 190311 BN 2 Diap Por HojaDocumento39 páginasC02 - Ccia Mat y Tribología 190311 BN 2 Diap Por HojaJoaco CedresAún no hay calificaciones
- C01 - Introducción 210321Documento41 páginasC01 - Introducción 210321Joaco CedresAún no hay calificaciones
- C04 - Abrasión 210419Documento42 páginasC04 - Abrasión 210419Joaco CedresAún no hay calificaciones
- Radar aceleraciones problemaDocumento1 páginaRadar aceleraciones problemaJoaco CedresAún no hay calificaciones
- C01 - Introducción, Presentación Power PointDocumento96 páginasC01 - Introducción, Presentación Power PointJoaco CedresAún no hay calificaciones
- Repaso 2do PDocumento17 páginasRepaso 2do PJoaco CedresAún no hay calificaciones
- 2do Parcial Teórico Práctico 2023 - Revisión Del IntentoDocumento7 páginas2do Parcial Teórico Práctico 2023 - Revisión Del IntentoJoaco CedresAún no hay calificaciones
- TP #05 - Sistemas de PartículasDocumento6 páginasTP #05 - Sistemas de PartículasJoaco CedresAún no hay calificaciones
- DescargaDocumento1 páginaDescargaJoaco CedresAún no hay calificaciones
- OptativasDocumento5 páginasOptativasJoaco CedresAún no hay calificaciones
- TP2c - Revisión Del IntentoDocumento15 páginasTP2c - Revisión Del IntentoJoaco CedresAún no hay calificaciones
- FotografiaDocumento5 páginasFotografiaJoaco CedresAún no hay calificaciones
- Trabajo Practico Nº7Documento25 páginasTrabajo Practico Nº7Joaco CedresAún no hay calificaciones
- Fin de Asignación TemporalDocumento1 páginaFin de Asignación TemporalJoaco CedresAún no hay calificaciones
- Orga III Segundo Parcial - PrácticaDocumento20 páginasOrga III Segundo Parcial - PrácticaJoaco CedresAún no hay calificaciones
- Herramientas monocortantes y códigos ISODocumento2 páginasHerramientas monocortantes y códigos ISOJoaco CedresAún no hay calificaciones
- Resumen Final (Estudiar Esto!)Documento18 páginasResumen Final (Estudiar Esto!)Joaco CedresAún no hay calificaciones
- Resumen Geometría de HerramientasDocumento2 páginasResumen Geometría de HerramientasJoaco CedresAún no hay calificaciones
- Mantenimiento Centrado en la Confiabilidad - Clase 8Documento39 páginasMantenimiento Centrado en la Confiabilidad - Clase 8Joaco CedresAún no hay calificaciones
- Segundo Parcial - Organización y Dirección Industrial IIIDocumento28 páginasSegundo Parcial - Organización y Dirección Industrial IIIJoaco CedresAún no hay calificaciones
- Currà - Culum JoaquinDocumento1 páginaCurrà - Culum JoaquinJoaco CedresAún no hay calificaciones
- Templabilidad 2018Documento58 páginasTemplabilidad 2018Jhoel CRAún no hay calificaciones
- Ley CeroDocumento37 páginasLey CeroAnonymous faRVVGNAún no hay calificaciones
- Practica 4 - Entalpia de Formacion Del MgODocumento4 páginasPractica 4 - Entalpia de Formacion Del MgOhellmasterAún no hay calificaciones
- Tipos de Ensayos de DurezaDocumento25 páginasTipos de Ensayos de DurezaTatianaZambranoAlíAún no hay calificaciones
- GT Taller 1 LDRDocumento5 páginasGT Taller 1 LDRClaudia De AndradeAún no hay calificaciones
- Informe Del Trabajo de Investigación de Resistencia de MaterialesDocumento18 páginasInforme Del Trabajo de Investigación de Resistencia de MaterialesLelia Ruth Marcos RamirezAún no hay calificaciones
- Dureza y Cargas AxialesDocumento12 páginasDureza y Cargas AxialesEric Fernando Grande MirandaAún no hay calificaciones
- Rotura de Probeta de ConcretoDocumento4 páginasRotura de Probeta de ConcretoOmar GoAún no hay calificaciones
- Aleaciones FerrosasDocumento49 páginasAleaciones FerrosasHector RamosAún no hay calificaciones
- El Enunciado de Kelvin-PlanckDocumento3 páginasEl Enunciado de Kelvin-PlanckRousyDLCruzAún no hay calificaciones
- Sintesis Del Co2Documento2 páginasSintesis Del Co2Carlos Abel Solis PárragaAún no hay calificaciones
- Informe SolidWorks CilindroDocumento8 páginasInforme SolidWorks CilindroJuan David Barrera FlorezAún no hay calificaciones
- Informe Experimento RiedelDocumento16 páginasInforme Experimento RiedelGiovanny A. LondoñoAún no hay calificaciones
- Resalto HidraulicoDocumento20 páginasResalto Hidraulicoorlando moreno alcantaraAún no hay calificaciones
- Diseño de Vigas Por TorcionDocumento19 páginasDiseño de Vigas Por TorcionClaudia NuñezAún no hay calificaciones
- Experimento 4 To Año SecundariaDocumento5 páginasExperimento 4 To Año SecundariaCarlos MezaAún no hay calificaciones
- Formulario ELT 411Documento5 páginasFormulario ELT 411Elian CoronadoAún no hay calificaciones
- Informe de Laboratorio Mecanica de FluidosDocumento4 páginasInforme de Laboratorio Mecanica de FluidosJean HernandezAún no hay calificaciones
- Propiedades Del AguaDocumento16 páginasPropiedades Del AguaJuan CruzAún no hay calificaciones
- Lubricación FluidaDocumento2 páginasLubricación FluidaRicardo Ruelas Molinar100% (1)
- Sistemas de Capacidad Térmica GlobalDocumento15 páginasSistemas de Capacidad Térmica GlobalJesus CordovaAún no hay calificaciones
- Placas de BaseDocumento6 páginasPlacas de Baselilia maria ward100% (1)
- Guia de Diseno de Aparejos de ProducciónDocumento23 páginasGuia de Diseno de Aparejos de ProducciónpiochaasAún no hay calificaciones
- Cimentaciones en Suelos DificilesDocumento16 páginasCimentaciones en Suelos DificilesLaura TatianaAún no hay calificaciones
- Manual de Los AcerosDocumento27 páginasManual de Los AcerosRandy VanegasAún no hay calificaciones
- Diseño de puente de bambúDocumento11 páginasDiseño de puente de bambúrosa maria del carmen diaz gilAún no hay calificaciones
- Practica 5 Primera Ley de La Termodinámica en Procesos A Presión ConstanteDocumento9 páginasPractica 5 Primera Ley de La Termodinámica en Procesos A Presión ConstanteMaster0% (1)
- Riesgo Electrico - ADocumento11 páginasRiesgo Electrico - ACynthia ConchaAún no hay calificaciones
- (Tabla) Caract Mec Aceros para BulonesDocumento1 página(Tabla) Caract Mec Aceros para BulonesHoracio SerenelliAún no hay calificaciones