También podría gustarte
- SGC Trabajo FinalDocumento32 páginasSGC Trabajo FinalAyrton RamosAún no hay calificaciones
- Proyectos de Gestión de Calidad - T1Documento18 páginasProyectos de Gestión de Calidad - T1Emeli Angela Luna UsquianoAún no hay calificaciones
- Informe de Práctica Industrias Osbe-UniversidadDocumento20 páginasInforme de Práctica Industrias Osbe-Universidadtrabajos de la UAún no hay calificaciones
- Actividad Evaluativa 3 Gestion Del RiesgoDocumento20 páginasActividad Evaluativa 3 Gestion Del RiesgoMerlano Guzman ElianaAún no hay calificaciones
- Sistema de CalidadDocumento49 páginasSistema de CalidadAnonymous BdHfeZ9tca33% (3)
- Trabajo PCP2Documento68 páginasTrabajo PCP2Luis VásquezAún no hay calificaciones
- PROYECTO DE MEJORA. NOE TODOsssDocumento48 páginasPROYECTO DE MEJORA. NOE TODOsssestany santi amaoAún no hay calificaciones
- ENTREGABLE No. 2 22Documento35 páginasENTREGABLE No. 2 22dianaAún no hay calificaciones
- Aplicacion de Tecnicas de Trabajo para Mejorar Procesos ProductivosDocumento29 páginasAplicacion de Tecnicas de Trabajo para Mejorar Procesos ProductivosAYATOAún no hay calificaciones
- Monografia Idt Ii - Grupo 3 - Avance 1Documento21 páginasMonografia Idt Ii - Grupo 3 - Avance 1James Quispe PalizaAún no hay calificaciones
- Proyecto CMC Poderosa 2011Documento11 páginasProyecto CMC Poderosa 2011Jose Luis Torres ManturanoAún no hay calificaciones
- Entrega Final Desarrollo SostenibleDocumento6 páginasEntrega Final Desarrollo SostenibleAleja AreizaAún no hay calificaciones
- Estructura de ProyectoDocumento44 páginasEstructura de Proyectoronald baldera manayayAún no hay calificaciones
- Primer AvanceDocumento32 páginasPrimer Avancealex riveraAún no hay calificaciones
- Turnitin E2 B12-1Documento28 páginasTurnitin E2 B12-1Jairo JimenezAún no hay calificaciones
- Proyecto Fin de CicloDocumento16 páginasProyecto Fin de CicloDamian Veliz RodríguezAún no hay calificaciones
- Informe Creditex Io 2Documento30 páginasInforme Creditex Io 2Juniors Medina100% (1)
- Proyecto Gerencia Estrategica 2 ParteDocumento17 páginasProyecto Gerencia Estrategica 2 ParteKaterine MuñozAún no hay calificaciones
- Modelo de Informe TextilDocumento38 páginasModelo de Informe TextilJoel PeñaAún no hay calificaciones
- Grupo 59 Fase 3 Evaluación Ambiental y LegalDocumento22 páginasGrupo 59 Fase 3 Evaluación Ambiental y LegalVianny SaldarriagaAún no hay calificaciones
- Informe FinalDocumento29 páginasInforme FinalBETZY KARINA ORTEGA CORDOVAAún no hay calificaciones
- Trabajo Sabado 17 Suministros Ltda LicitacionDocumento9 páginasTrabajo Sabado 17 Suministros Ltda LicitacionRafael BetancourtAún no hay calificaciones
- Modelo Anteproyecto María Astrid Del CastilloDocumento16 páginasModelo Anteproyecto María Astrid Del CastilloJoséArmandoRuizSalgadoAún no hay calificaciones
- Caso Etico Del Grupo GloriaDocumento14 páginasCaso Etico Del Grupo GloriaDiana Ramirez50% (2)
- Trabajo Final AdmiDocumento27 páginasTrabajo Final AdmiMiguel Cárdenas100% (1)
- Trabajo de Campo4 Grupo 3Documento16 páginasTrabajo de Campo4 Grupo 3Denise CondoriAún no hay calificaciones
- Cartoons 13Documento41 páginasCartoons 13Jessica Pinto QuispeAún no hay calificaciones
- CARBOINGDocumento30 páginasCARBOINGHeidy KatherineAún no hay calificaciones
- PPP 2 - MoronDocumento42 páginasPPP 2 - MoronjjdaidjasodjaskjdAún no hay calificaciones
- Trabjo FinalDocumento15 páginasTrabjo FinalRenato Daniel Vilchez FarroAún no hay calificaciones
- 1.1proyecto Final - AvanceDocumento20 páginas1.1proyecto Final - AvancenormaAún no hay calificaciones
- Zapateria ManaDocumento73 páginasZapateria ManaGeorge Mendez100% (2)
- Sur Color StarDocumento37 páginasSur Color StarnagatoeduAún no hay calificaciones
- Ta2 Costeo+de+OperacionesDocumento49 páginasTa2 Costeo+de+OperacionesValerio SantosAún no hay calificaciones
- Corregir IperDocumento16 páginasCorregir IperNelida Jimenez ChullaAún no hay calificaciones
- PROYECTODocumento47 páginasPROYECTOJimmy VidarteAún no hay calificaciones
- Proyecto de MejoraDocumento85 páginasProyecto de MejoraRoger CastilloAún no hay calificaciones
- Proceso Estrategico Ii 1 Primera EntregaDocumento19 páginasProceso Estrategico Ii 1 Primera EntregaAlexGo Garces100% (1)
- GRUPO 1-Capstone Project WordDocumento33 páginasGRUPO 1-Capstone Project Wordlance_17Aún no hay calificaciones
- Cdli - U2 - A3 - Practica 1-1Documento18 páginasCdli - U2 - A3 - Practica 1-1MARTIN ROMERO ALDAIR administracionAún no hay calificaciones
- Trabajo ErgonomíaDocumento23 páginasTrabajo ErgonomíaAnnie viviana Avila VieraAún no hay calificaciones
- Ladrillera Roma FINALDocumento34 páginasLadrillera Roma FINALGuilmar Vasquez LlazaAún no hay calificaciones
- Trabajo de Generacion de Empresas FinalDocumento30 páginasTrabajo de Generacion de Empresas FinalEmilsen Suramy Moran HidalgoAún no hay calificaciones
- Proyecto Final Edinson (Recuperado Automáticamente)Documento33 páginasProyecto Final Edinson (Recuperado Automáticamente)Dar Kick LoveAún no hay calificaciones
- Informe de Prac-Pre - Textiles CamonesDocumento41 páginasInforme de Prac-Pre - Textiles CamonesOscar Acuña Godoy100% (1)
- Universidad Privada de Tacn1Documento13 páginasUniversidad Privada de Tacn1Anthu BlueAún no hay calificaciones
- Analisis Setas Inka Parte1Documento21 páginasAnalisis Setas Inka Parte1WENDY SHULAY MEJIA HUALLPAAún no hay calificaciones
- Análisis Foda de La Empresa CalzadosDocumento14 páginasAnálisis Foda de La Empresa CalzadosMelina Nayhely Quiñones MostaceroAún no hay calificaciones
- Avance DiseñoDocumento12 páginasAvance DiseñoGiulliana CheroAún no hay calificaciones
- T2 Grupo21 Berrospi Ponce Leninn GESTIONDECOSTOSDocumento18 páginasT2 Grupo21 Berrospi Ponce Leninn GESTIONDECOSTOSReidy PonceAún no hay calificaciones
- Barreras Que Afectan El Uso de Tara en PolvoDocumento81 páginasBarreras Que Afectan El Uso de Tara en PolvoCesar MurgaAún no hay calificaciones
- Proyecto Final Grupo#2Documento39 páginasProyecto Final Grupo#2Jose Banegas100% (1)
- Rediseño de ProcesosDocumento34 páginasRediseño de ProcesosAlvaro TurinAún no hay calificaciones
- Taller 4. Habilidades Gerenciales en La OrganizacionDocumento37 páginasTaller 4. Habilidades Gerenciales en La Organizacionjose laureano gamez mejiaAún no hay calificaciones
- Entrega Final P. AdmonDocumento15 páginasEntrega Final P. AdmonAsoHuellaVerde AsohuellaverdeAún no hay calificaciones
- Planeamiento Estrategico 2avanceDocumento26 páginasPlaneamiento Estrategico 2avanceEuclider Daniel Jimenez Rojas100% (1)
- PPI Trabajo Final Grupo6-Rev1Documento22 páginasPPI Trabajo Final Grupo6-Rev1Jair Quispe AthAún no hay calificaciones
- Analisis VulnerabilidadDocumento15 páginasAnalisis VulnerabilidadMiguel DavidAún no hay calificaciones
- Comunicación efectiva y trabajo en equipoDe EverandComunicación efectiva y trabajo en equipoCalificación: 5 de 5 estrellas5/5 (1)
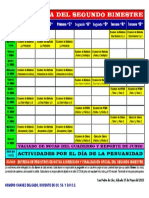
- Cronograma SecundariaDocumento1 páginaCronograma SecundariaJosue David Rodriguez LlancaAún no hay calificaciones
- TextooDocumento10 páginasTextooMariaAún no hay calificaciones
- PFRH 3a y 3B IiiDocumento4 páginasPFRH 3a y 3B IiiDavid RLAún no hay calificaciones
- Problemas de MCD y MCM de Polinomios para Quinto de SecundariaDocumento6 páginasProblemas de MCD y MCM de Polinomios para Quinto de SecundariaJosue David Rodriguez LlancaAún no hay calificaciones
- Ficha AntropometricaDocumento1 páginaFicha AntropometricaJosue David Rodriguez LlancaAún no hay calificaciones
- PFRH 3aDocumento4 páginasPFRH 3aJosue David Rodriguez LlancaAún no hay calificaciones
- 3a y 3b Geografía MapasDocumento8 páginas3a y 3b Geografía MapasDavid RLAún no hay calificaciones
- Seminario Virtual Química 06Documento12 páginasSeminario Virtual Química 06Josue David Rodriguez LlancaAún no hay calificaciones
- Historia 3a y 3b II BimestreDocumento3 páginasHistoria 3a y 3b II BimestreJosue David Rodriguez LlancaAún no hay calificaciones
- Desarrollo Personal, Ciudadanía Y Cívica: Homero Chavez DelgadoDocumento3 páginasDesarrollo Personal, Ciudadanía Y Cívica: Homero Chavez DelgadoJosue David Rodriguez LlancaAún no hay calificaciones
- Ficha Antropometrica DavidDocumento2 páginasFicha Antropometrica DavidJosue David Rodriguez LlancaAún no hay calificaciones
- 3a y 3B Historia Repaso PDFDocumento2 páginas3a y 3B Historia Repaso PDFJosue David Rodriguez LlancaAún no hay calificaciones
- Historia 3a y 3B PDFDocumento2 páginasHistoria 3a y 3B PDFJosue David Rodriguez LlancaAún no hay calificaciones