Documentos de Académico
Documentos de Profesional
Documentos de Cultura
Plan de Inspeccion y Ensayo Tendido de Oleoducto 16 Dlde El MB LL-1 Hasta MB LL - 4"
Cargado por
Juan Carlos ManriqueTítulo original
Derechos de autor
Formatos disponibles
Compartir este documento
Compartir o incrustar documentos
¿Le pareció útil este documento?
¿Este contenido es inapropiado?
Denunciar este documentoCopyright:
Formatos disponibles
Plan de Inspeccion y Ensayo Tendido de Oleoducto 16 Dlde El MB LL-1 Hasta MB LL - 4"
Cargado por
Juan Carlos ManriqueCopyright:
Formatos disponibles
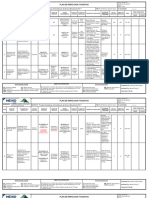
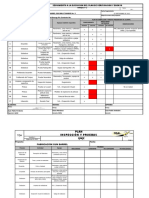
DPTO. CALIDAD – AREA: CONTROL DE CALIDAD Código: Rev.
: 0 -0
PLAN DE INSPECCION Y ENSAYO Fecha: Página 1 de 18
CLIENTE: PDVSA EXPLORACION Y PRODUCCIÓN
PROYECTO: “TENDIDO DE OLEODUCTO 16 DLDE
RIF:J-31150821-0 N° Contrato: 18-154-025-D-21-S-0006
EL MB LL-1 HASTA MB LL -4”
ACTIVIDAD DE METODO DE EQUIPO PARA NORMA, PROCEDIMINTO, CRTERIO DE MATRIZ DE RESPONSABILIDADES FIRMA DE
INSPECCIÓN FRECUENCIA DE Y METODO DE INSPECCIÓN CONFORMIDAD
N° CONSTRUCCIÓN OR ENSAYO, PRUEBA PLANO O ACEPTACIÓN O REGISTRO
PRUEBA Y ENSAYO
DISCIPLINA VI ME MEDICIÓN ESPECIFICACIÓN RECHAZO 1 2 3 4 CONSORCIO CLIENTE
DISCIPLINA: GENERAL
* Normas / Estándares
Antes del inicio aplicables
Emisión de Plan de Aceptación por el Plan de M,
1 X de los trabajos Vista
Calidad Cliente Calidad V, N
del proyecto Especificaciones del
Contrato
* Vigencia de
calibración de
equipos y/o
Certificación de instrumentos
* Errores dentro de Certifica
Equipos o * Trazabilidad de ASME V M,
las tolerancias del do de M,
2 Instrumentos de X X calibración Vista API 1104 N;P V, T,
equipo y/o Calibraci N, T
Medición y ASME B31.4 VI
instrumento ón
Control * Previo al inicio
de la soldadura
* Durante su uso
en el proyecto
Práctica
* Previo al inicio ASME B31.4 recomendada SNT-
de la API 1104 TC-1A Resumen
M,
Documentación de soldadura de la ASNT Curricula M,
3 X Vista N;P V, T,
Personal END * Durante su uso Cumplimiento de r con N, T
VI
en el práctica recomendada Certificaciones y Soportes
proyecto SNT-TC-1A calificaciones del
personal END
4 Recepción e Inspección X X Cada vez que se - Cinta métrica - Especificaciones del Material cumple CC-F- M IV M X
de Material reciba un - Vernier Proyecto con las CDC-
material. especificaciones del 007_Rep
- Normas API 5L ptos proyecto, orden de orte de
A cada elemento 7.8, 7.8.1., 7.8.14. compra, presenta Inspecció
Leyenda: 1: Subcontratación, 2: Insp. Control Calidad, 3: Operaciones, 4: Calidad P: Realizar Prueba, N: Notificar, M: Monitorear, V Verificar, T: Testificar, VI: Inspección
Cliente Visual, ME: Medición
Por la Alianza Por Cliente
ELABORADO POR: REVISADO POR: APROBADO POR: APROBADO P:
NOMBRE: JUAN MANRIQUE CARLOS MAVARES RAMÒN MAVARES OSMAN NUÑEZ
CARAGO: COORDINADOR DE CALIDAD COORDINADOR DE OPERACIONES PRESIDENTE COORDINADOR DE CALIDAD
FECHA:
firma: / Cedula:
Edición: 2021 Rev.: 0, Código:
DPTO. CALIDAD – AREA: CONTROL DE CALIDAD Código: Rev.: 0 -0
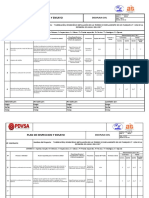
PLAN DE INSPECCION Y ENSAYO Fecha: Página 2 de 18
CLIENTE: PDVSA EXPLORACION Y PRODUCCIÓN
PROYECTO: “TENDIDO DE OLEODUCTO 16 DLDE
RIF:J-31150821-0 N° Contrato: 18-154-025-D-21-S-0006
EL MB LL-1 HASTA MB LL -4”
ACTIVIDAD DE METODO DE EQUIPO PARA NORMA, PROCEDIMINTO, CRTERIO DE MATRIZ DE RESPONSABILIDADES FIRMA DE
INSPECCIÓN FRECUENCIA DE Y METODO DE INSPECCIÓN CONFORMIDAD
N° CONSTRUCCIÓN OR ENSAYO, PRUEBA PLANO O ACEPTACIÓN O REGISTRO
PRUEBA Y ENSAYO
DISCIPLINA VI ME MEDICIÓN ESPECIFICACIÓN RECHAZO 1 2 3 4 CONSORCIO CLIENTE
o por Lote certificado de n en
- Norma ASTM calidad y se Recepció
- Referencia PDVSA encuentra en buenas n
H-221. condiciones.
CC-F-
- Certificado de Abolladuras: CDC-002
Origen y/o Calidad. El tubo no deberá Recepció
contener mayores n de
que ¼” (6,4 mm). Materiale
s
Abolladura medida Metálico
como la diferencia s para
entre el punto más Fabricaci
bajo de la ón
abolladura y una
prolongación del
contorno original de
la tubería.
La longitud de la
abolladura en
cualquier dirección,
no deberá exceder
la mitad del
diámetro de la
tubería. Todos
formados en frio
abolladuras
profundas de 1/8”
(3.2 mm) con una
Leyenda: 1: Subcontratación, 2: Insp. Control Calidad, 3: Operaciones, 4: Calidad P: Realizar Prueba, N: Notificar, M: Monitorear, V Verificar, T: Testificar, VI: Inspección
Cliente Visual, ME: Medición
Por la Alianza Por Cliente
ELABORADO POR: REVISADO POR: APROBADO POR: APROBADO P:
NOMBRE: JUAN MANRIQUE CARLOS MAVARES RAMÒN MAVARES OSMAN NUÑEZ
CARAGO: COORDINADOR DE CALIDAD COORDINADOR DE OPERACIONES PRESIDENTE COORDINADOR DE CALIDAD
FECHA:
firma: / Cedula:
Edición: 2021 Rev.: 0, Código:
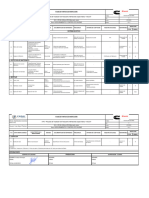
DPTO. CALIDAD – AREA: CONTROL DE CALIDAD Código: Rev.: 0 -0
PLAN DE INSPECCION Y ENSAYO Fecha: Página 3 de 18
CLIENTE: PDVSA EXPLORACION Y PRODUCCIÓN
PROYECTO: “TENDIDO DE OLEODUCTO 16 DLDE
RIF:J-31150821-0 N° Contrato: 18-154-025-D-21-S-0006
EL MB LL-1 HASTA MB LL -4”
ACTIVIDAD DE METODO DE EQUIPO PARA NORMA, PROCEDIMINTO, CRTERIO DE MATRIZ DE RESPONSABILIDADES FIRMA DE
INSPECCIÓN FRECUENCIA DE Y METODO DE INSPECCIÓN CONFORMIDAD
N° CONSTRUCCIÓN OR ENSAYO, PRUEBA PLANO O ACEPTACIÓN O REGISTRO
PRUEBA Y ENSAYO
DISCIPLINA VI ME MEDICIÓN ESPECIFICACIÓN RECHAZO 1 2 3 4 CONSORCIO CLIENTE
base fuerte, se
considera un
defecto
Orden de Compra.
Certificado de
- Especificaciones del
Calidad CC-F-
Proyecto
CDC-008
Cada vez que se Condiciones del Reporte
- Norma ASTM
considere un - Cinta métrica Material de
5 No conformidades X X - Referencia PDVSA N, P M M M
producto No - Vernier Producto
H-221.
Conforme Procedimientos de NO
Trabajo Conform
- Certificado de
e
Origen y/o Calidad.
Especificaciones de
Construcción
PDVSA
DISCIPLINA: MECANICA
El criterio según
ASME sección IX y
Equipos de PR-MC-003
de acuerdo a la
acuerdo a la ASME Sección IX. CC-
norma que se
Calificación de especificación Artículo 2. PQR-01
indique en la
6 Procedimiento de X X 100% que aplique API 1104 Puntos 5.1 CC- N, P M P,M T
evaluación.
Soldadura (WPS, EPS) (Ensayos No y 5.2. WPS-01
Destructivos y PDVSA: PI-06-01-02
Criterios de
Destructivos) y PI-06-01-03
aceptación API
1104
7 Calificación de X X Por cada - Galga de ASME Sección IX. Requerimientos CC- M P T
Soldadores Soldador Profundidad de Artículo 2. Previos: PQR-01
Leyenda: 1: Subcontratación, 2: Insp. Control Calidad, 3: Operaciones, 4: Calidad P: Realizar Prueba, N: Notificar, M: Monitorear, V Verificar, T: Testificar, VI: Inspección
Cliente Visual, ME: Medición
Por la Alianza Por Cliente
ELABORADO POR: REVISADO POR: APROBADO POR: APROBADO P:
NOMBRE: JUAN MANRIQUE CARLOS MAVARES RAMÒN MAVARES OSMAN NUÑEZ
CARAGO: COORDINADOR DE CALIDAD COORDINADOR DE OPERACIONES PRESIDENTE COORDINADOR DE CALIDAD
FECHA:
firma: / Cedula:
Edición: 2021 Rev.: 0, Código:
DPTO. CALIDAD – AREA: CONTROL DE CALIDAD Código: Rev.: 0 -0
PLAN DE INSPECCION Y ENSAYO Fecha: Página 4 de 18
CLIENTE: PDVSA EXPLORACION Y PRODUCCIÓN
PROYECTO: “TENDIDO DE OLEODUCTO 16 DLDE
RIF:J-31150821-0 N° Contrato: 18-154-025-D-21-S-0006
EL MB LL-1 HASTA MB LL -4”
ACTIVIDAD DE METODO DE EQUIPO PARA NORMA, PROCEDIMINTO, CRTERIO DE MATRIZ DE RESPONSABILIDADES FIRMA DE
INSPECCIÓN FRECUENCIA DE Y METODO DE INSPECCIÓN CONFORMIDAD
N° CONSTRUCCIÓN OR ENSAYO, PRUEBA PLANO O ACEPTACIÓN O REGISTRO
PRUEBA Y ENSAYO
DISCIPLINA VI ME MEDICIÓN ESPECIFICACIÓN RECHAZO 1 2 3 4 CONSORCIO CLIENTE
Soldadura API 1104. CC-
Galga de Holgura - Variable EPS de WPS-01
- Medidor de PDVSA: PI-00-06-01 acuerdo a la
Temperatura calificación a
- Lupa. ejecutar.
- Espejo. - El certificado del
- Marcador de Soldador debe estar
Metal. vigente y verificar
- Cinta Métrica. bitácora.
- Ensayo Ultra - Máquina de soldar
sonido calibrada y
certificada.
- Termo porta
electrodo operativo
(en caso de aplicar).
- Probetas, de
acuerdo a lo
indicado en la
norma ASME
sección IX.
- Ensayo No
Destructivo: Se
debe realizar los
ensayos requeridos
y evaluados de
acuerdo a la norma
aplicable de
calificación.
Durante la
Leyenda: 1: Subcontratación, 2: Insp. Control Calidad, 3: Operaciones, 4: Calidad P: Realizar Prueba, N: Notificar, M: Monitorear, V Verificar, T: Testificar, VI: Inspección
Cliente Visual, ME: Medición
Por la Alianza Por Cliente
ELABORADO POR: REVISADO POR: APROBADO POR: APROBADO P:
NOMBRE: JUAN MANRIQUE CARLOS MAVARES RAMÒN MAVARES OSMAN NUÑEZ
CARAGO: COORDINADOR DE CALIDAD COORDINADOR DE OPERACIONES PRESIDENTE COORDINADOR DE CALIDAD
FECHA:
firma: / Cedula:
Edición: 2021 Rev.: 0, Código:
DPTO. CALIDAD – AREA: CONTROL DE CALIDAD Código: Rev.: 0 -0
PLAN DE INSPECCION Y ENSAYO Fecha: Página 5 de 18
CLIENTE: PDVSA EXPLORACION Y PRODUCCIÓN
PROYECTO: “TENDIDO DE OLEODUCTO 16 DLDE
RIF:J-31150821-0 N° Contrato: 18-154-025-D-21-S-0006
EL MB LL-1 HASTA MB LL -4”
ACTIVIDAD DE METODO DE EQUIPO PARA NORMA, PROCEDIMINTO, CRTERIO DE MATRIZ DE RESPONSABILIDADES FIRMA DE
INSPECCIÓN FRECUENCIA DE Y METODO DE INSPECCIÓN CONFORMIDAD
N° CONSTRUCCIÓN OR ENSAYO, PRUEBA PLANO O ACEPTACIÓN O REGISTRO
PRUEBA Y ENSAYO
DISCIPLINA VI ME MEDICIÓN ESPECIFICACIÓN RECHAZO 1 2 3 4 CONSORCIO CLIENTE
Ejecución del
Trabajo:
a. Inspección
Visual:
- Que el cordón se
encuentre libre de
grietas o fisuras
macroscópicas. No
se aceptan
penetraciones
incompletas.
- La profundidad de
las socavaciones, no
deberá exceder en
ningún caso 1/32”
independiente de su
longitud.
- La altura del sobre
espesor del cordón,
no deberá exceder
1/16”.
- La sección debe
estar llena
totalmente con el
material de aporte.
Durante la
Ejecución de la
Prueba:
b. Inspección
Leyenda: 1: Subcontratación, 2: Insp. Control Calidad, 3: Operaciones, 4: Calidad P: Realizar Prueba, N: Notificar, M: Monitorear, V Verificar, T: Testificar, VI: Inspección
Cliente Visual, ME: Medición
Por la Alianza Por Cliente
ELABORADO POR: REVISADO POR: APROBADO POR: APROBADO P:
NOMBRE: JUAN MANRIQUE CARLOS MAVARES RAMÒN MAVARES OSMAN NUÑEZ
CARAGO: COORDINADOR DE CALIDAD COORDINADOR DE OPERACIONES PRESIDENTE COORDINADOR DE CALIDAD
FECHA:
firma: / Cedula:
Edición: 2021 Rev.: 0, Código:
DPTO. CALIDAD – AREA: CONTROL DE CALIDAD Código: Rev.: 0 -0
PLAN DE INSPECCION Y ENSAYO Fecha: Página 6 de 18
CLIENTE: PDVSA EXPLORACION Y PRODUCCIÓN
PROYECTO: “TENDIDO DE OLEODUCTO 16 DLDE
RIF:J-31150821-0 N° Contrato: 18-154-025-D-21-S-0006
EL MB LL-1 HASTA MB LL -4”
ACTIVIDAD DE METODO DE EQUIPO PARA NORMA, PROCEDIMINTO, CRTERIO DE MATRIZ DE RESPONSABILIDADES FIRMA DE
INSPECCIÓN FRECUENCIA DE Y METODO DE INSPECCIÓN CONFORMIDAD
N° CONSTRUCCIÓN OR ENSAYO, PRUEBA PLANO O ACEPTACIÓN O REGISTRO
PRUEBA Y ENSAYO
DISCIPLINA VI ME MEDICIÓN ESPECIFICACIÓN RECHAZO 1 2 3 4 CONSORCIO CLIENTE
Visual:
- Que el cordón se
encuentre libre de
grietas o fisuras
macroscópicas. No
se aceptan
penetraciones
incompletas.
- La profundidad de
las socavaciones, no
deberá exceder en
ningún caso 1/32”
independiente de su
longitud.
- La altura del sobre
espesor del cordón,
no deberá exceder
1/16”.
- La sección debe
estar llena
totalmente con el
material de aporte.
- Ensayo No
Destructivo:
Se debe realizar los
ensayos requeridos
y será evaluado de
acuerdo a la norma
utilizada en la
calificación.
Leyenda: 1: Subcontratación, 2: Insp. Control Calidad, 3: Operaciones, 4: Calidad P: Realizar Prueba, N: Notificar, M: Monitorear, V Verificar, T: Testificar, VI: Inspección
Cliente Visual, ME: Medición
Por la Alianza Por Cliente
ELABORADO POR: REVISADO POR: APROBADO POR: APROBADO P:
NOMBRE: JUAN MANRIQUE CARLOS MAVARES RAMÒN MAVARES OSMAN NUÑEZ
CARAGO: COORDINADOR DE CALIDAD COORDINADOR DE OPERACIONES PRESIDENTE COORDINADOR DE CALIDAD
FECHA:
firma: / Cedula:
Edición: 2021 Rev.: 0, Código:
DPTO. CALIDAD – AREA: CONTROL DE CALIDAD Código: Rev.: 0 -0
PLAN DE INSPECCION Y ENSAYO Fecha: Página 7 de 18
CLIENTE: PDVSA EXPLORACION Y PRODUCCIÓN
PROYECTO: “TENDIDO DE OLEODUCTO 16 DLDE
RIF:J-31150821-0 N° Contrato: 18-154-025-D-21-S-0006
EL MB LL-1 HASTA MB LL -4”
ACTIVIDAD DE METODO DE EQUIPO PARA NORMA, PROCEDIMINTO, CRTERIO DE MATRIZ DE RESPONSABILIDADES FIRMA DE
INSPECCIÓN FRECUENCIA DE Y METODO DE INSPECCIÓN CONFORMIDAD
N° CONSTRUCCIÓN OR ENSAYO, PRUEBA PLANO O ACEPTACIÓN O REGISTRO
PRUEBA Y ENSAYO
DISCIPLINA VI ME MEDICIÓN ESPECIFICACIÓN RECHAZO 1 2 3 4 CONSORCIO CLIENTE
8 Preparación y X X 100% - Galga de ASME Sección IX. Antes de la CC- M M, V M
Soldadura de Junta Profundidad de Artículo 2. Soldadura: PQR-01
Soldadura API 1104. - Material base, CC-
Galga de Holgura material de aporte, WPS-01
- Medidor de PDVSA: PI-00-06-01 fuente y gases de CC-F-
Temperatura acuerdo al WPS. CDC-
- Lupa. - Diseño de la Junta, 006_Rep
- Espejo. estén de acuerdo a orte
- Marcador de lo especificado en el Diario de
Metal. WPS. Activida
- Cinta Métrica. - Todos los des
- Ensayo Ultra biselados de fábrica, Lacustres
sonido deben estar hechos
según el diseño de
unión utilizado en el
procedimiento
especificado.
- La superficie
limpia de grasa,
aceite, pintura,
oxido.
Durante la
Soldadura:
- Soldador utiliza la
técnica de soldadura
(cordón recto,
ondulados,
secuencia de pases,
Leyenda: 1: Subcontratación, 2: Insp. Control Calidad, 3: Operaciones, 4: Calidad P: Realizar Prueba, N: Notificar, M: Monitorear, V Verificar, T: Testificar, VI: Inspección
Cliente Visual, ME: Medición
Por la Alianza Por Cliente
ELABORADO POR: REVISADO POR: APROBADO POR: APROBADO P:
NOMBRE: JUAN MANRIQUE CARLOS MAVARES RAMÒN MAVARES OSMAN NUÑEZ
CARAGO: COORDINADOR DE CALIDAD COORDINADOR DE OPERACIONES PRESIDENTE COORDINADOR DE CALIDAD
FECHA:
firma: / Cedula:
Edición: 2021 Rev.: 0, Código:
DPTO. CALIDAD – AREA: CONTROL DE CALIDAD Código: Rev.: 0 -0
PLAN DE INSPECCION Y ENSAYO Fecha: Página 8 de 18
CLIENTE: PDVSA EXPLORACION Y PRODUCCIÓN
PROYECTO: “TENDIDO DE OLEODUCTO 16 DLDE
RIF:J-31150821-0 N° Contrato: 18-154-025-D-21-S-0006
EL MB LL-1 HASTA MB LL -4”
ACTIVIDAD DE METODO DE EQUIPO PARA NORMA, PROCEDIMINTO, CRTERIO DE MATRIZ DE RESPONSABILIDADES FIRMA DE
INSPECCIÓN FRECUENCIA DE Y METODO DE INSPECCIÓN CONFORMIDAD
N° CONSTRUCCIÓN OR ENSAYO, PRUEBA PLANO O ACEPTACIÓN O REGISTRO
PRUEBA Y ENSAYO
DISCIPLINA VI ME MEDICIÓN ESPECIFICACIÓN RECHAZO 1 2 3 4 CONSORCIO CLIENTE
etc.) indicada en el
procedimiento.
- La limpieza entre
pases en cumplida.
- Asegurar que la
temperatura entre
pases es mantenida
y que la velocidad
utilizada para
soldar, es la
indicada en el
procedimiento.
- Verificar cualquier
tipo de reparación
que se realice,
asegurarse que está
de acuerdo a lo
indicado en los
procedimientos.
- La alineación de
los extremos
límites, debe
minimizar el
desnivel entre las
superficies.
- Para extremos de
tuberías de igual
espesor nominal de
pared, el desnivel o
Hi-LOW, no debe
Leyenda: 1: Subcontratación, 2: Insp. Control Calidad, 3: Operaciones, 4: Calidad P: Realizar Prueba, N: Notificar, M: Monitorear, V Verificar, T: Testificar, VI: Inspección
Cliente Visual, ME: Medición
Por la Alianza Por Cliente
ELABORADO POR: REVISADO POR: APROBADO POR: APROBADO P:
NOMBRE: JUAN MANRIQUE CARLOS MAVARES RAMÒN MAVARES OSMAN NUÑEZ
CARAGO: COORDINADOR DE CALIDAD COORDINADOR DE OPERACIONES PRESIDENTE COORDINADOR DE CALIDAD
FECHA:
firma: / Cedula:
Edición: 2021 Rev.: 0, Código:
DPTO. CALIDAD – AREA: CONTROL DE CALIDAD Código: Rev.: 0 -0
PLAN DE INSPECCION Y ENSAYO Fecha: Página 9 de 18
CLIENTE: PDVSA EXPLORACION Y PRODUCCIÓN
PROYECTO: “TENDIDO DE OLEODUCTO 16 DLDE
RIF:J-31150821-0 N° Contrato: 18-154-025-D-21-S-0006
EL MB LL-1 HASTA MB LL -4”
ACTIVIDAD DE METODO DE EQUIPO PARA NORMA, PROCEDIMINTO, CRTERIO DE MATRIZ DE RESPONSABILIDADES FIRMA DE
INSPECCIÓN FRECUENCIA DE Y METODO DE INSPECCIÓN CONFORMIDAD
N° CONSTRUCCIÓN OR ENSAYO, PRUEBA PLANO O ACEPTACIÓN O REGISTRO
PRUEBA Y ENSAYO
DISCIPLINA VI ME MEDICIÓN ESPECIFICACIÓN RECHAZO 1 2 3 4 CONSORCIO CLIENTE
exceder 1/8” (3
mm) si las
variaciones de
dimensiones
producen un
desnivel mayor, éste
debe ser distribuido
en forma pareja
alrededor de la
circunferencia de la
tubería.
9 Inspección Visual a X X Por Junta - Galga de ASME sección V art. - El cordón solape a CC-F- V, N M M M
juntas Soldadas Profundidad de 9 los biseles de la CDC-
Soldadura junta en 1.5 mm por 006_Rep
Galga de Holgura API 1104 cada lado, si existen orte
- Medidor de cordones con Diario de
Temperatura menores o mayores Activida
- Lupa. proporciones del des
- Espejo. ancho establecido Lacustres
- Marcador de por la norma, este
Metal. es un criterio el cual
- Cinta Métrica puede ser empleado
para el rechazo de la
tubería soldada.
- Existencia de
mordedura
(socavación), poros,
fisuras, en la
superficie del
cordón que se
Leyenda: 1: Subcontratación, 2: Insp. Control Calidad, 3: Operaciones, 4: Calidad P: Realizar Prueba, N: Notificar, M: Monitorear, V Verificar, T: Testificar, VI: Inspección
Cliente Visual, ME: Medición
Por la Alianza Por Cliente
ELABORADO POR: REVISADO POR: APROBADO POR: APROBADO P:
NOMBRE: JUAN MANRIQUE CARLOS MAVARES RAMÒN MAVARES OSMAN NUÑEZ
CARAGO: COORDINADOR DE CALIDAD COORDINADOR DE OPERACIONES PRESIDENTE COORDINADOR DE CALIDAD
FECHA:
firma: / Cedula:
Edición: 2021 Rev.: 0, Código:
DPTO. CALIDAD – AREA: CONTROL DE CALIDAD Código: Rev.: 0 -0
PLAN DE INSPECCION Y ENSAYO Fecha: Página 10 de 18
CLIENTE: PDVSA EXPLORACION Y PRODUCCIÓN
PROYECTO: “TENDIDO DE OLEODUCTO 16 DLDE
RIF:J-31150821-0 N° Contrato: 18-154-025-D-21-S-0006
EL MB LL-1 HASTA MB LL -4”
ACTIVIDAD DE METODO DE EQUIPO PARA NORMA, PROCEDIMINTO, CRTERIO DE MATRIZ DE RESPONSABILIDADES FIRMA DE
INSPECCIÓN FRECUENCIA DE Y METODO DE INSPECCIÓN CONFORMIDAD
N° CONSTRUCCIÓN OR ENSAYO, PRUEBA PLANO O ACEPTACIÓN O REGISTRO
PRUEBA Y ENSAYO
DISCIPLINA VI ME MEDICIÓN ESPECIFICACIÓN RECHAZO 1 2 3 4 CONSORCIO CLIENTE
encuentran dentro
de los rangos de
12,45% del espesor
del tubo.
- Que el cordón se
encuentre libre de
grietas o fisuras
macroscópicas. No
se aceptan
penetraciones
incompletas.
- La profundidad de
las socavaciones no
deberá exceder en
ningún caso 1/32”
independiente de su
longitud.
- La sección total
del cordón se
encuentre libre de
cráteres.
- La altura del sobre
espesor del cordón,
no debe exceder
1/16”.
- El espesor de
penetración del
cordón, deberá estar
en un rango de
1/16” – 3/32”
Leyenda: 1: Subcontratación, 2: Insp. Control Calidad, 3: Operaciones, 4: Calidad P: Realizar Prueba, N: Notificar, M: Monitorear, V Verificar, T: Testificar, VI: Inspección
Cliente Visual, ME: Medición
Por la Alianza Por Cliente
ELABORADO POR: REVISADO POR: APROBADO POR: APROBADO P:
NOMBRE: JUAN MANRIQUE CARLOS MAVARES RAMÒN MAVARES OSMAN NUÑEZ
CARAGO: COORDINADOR DE CALIDAD COORDINADOR DE OPERACIONES PRESIDENTE COORDINADOR DE CALIDAD
FECHA:
firma: / Cedula:
Edición: 2021 Rev.: 0, Código:
DPTO. CALIDAD – AREA: CONTROL DE CALIDAD Código: Rev.: 0 -0
PLAN DE INSPECCION Y ENSAYO Fecha: Página 11 de 18
CLIENTE: PDVSA EXPLORACION Y PRODUCCIÓN
PROYECTO: “TENDIDO DE OLEODUCTO 16 DLDE
RIF:J-31150821-0 N° Contrato: 18-154-025-D-21-S-0006
EL MB LL-1 HASTA MB LL -4”
ACTIVIDAD DE METODO DE EQUIPO PARA NORMA, PROCEDIMINTO, CRTERIO DE MATRIZ DE RESPONSABILIDADES FIRMA DE
INSPECCIÓN FRECUENCIA DE Y METODO DE INSPECCIÓN CONFORMIDAD
N° CONSTRUCCIÓN OR ENSAYO, PRUEBA PLANO O ACEPTACIÓN O REGISTRO
PRUEBA Y ENSAYO
DISCIPLINA VI ME MEDICIÓN ESPECIFICACIÓN RECHAZO 1 2 3 4 CONSORCIO CLIENTE
10 Prueba con Ultra X X Por Junta Bloque de PR-END-004 -Clasificación y Reporte P,N M T T
sonido y Holliday calibración IIW Geometría de las de
Detector (UT) API 1104 puntos 9.6 indicaciones Inspecció
ASME Sección V (longitud, n con
Curva DAC (UT) Técnica Pulso-Eco, orientación, forma) Ultrasoni
Detalles de Junta se debe determinar do de la
Equipo de utilizando la técnica Subcontr
Inspección UT PDVSA N° PI 02-03- de caída de 6 atista
(Digital) 01 decibeles.
- Toda grieta es Reporte
considerada un de
defecto. Inspecció
- Las indicaciones n de
volumétricas Línea
individuales con
(redondas), serán Holiday
consideradas Detector
defecto cuando la
dimensión sea
mayor o exceda
1/8” (3 mm) y
alargadas hasta ½”
(13 mm).
- Las indicaciones
volumétricas (poros
agrupados) ninguno
de ellos evaluados
individualmente no
debe exceder 1/8”
(3mm) y la longitud
Leyenda: 1: Subcontratación, 2: Insp. Control Calidad, 3: Operaciones, 4: Calidad P: Realizar Prueba, N: Notificar, M: Monitorear, V Verificar, T: Testificar, VI: Inspección
Cliente Visual, ME: Medición
Por la Alianza Por Cliente
ELABORADO POR: REVISADO POR: APROBADO POR: APROBADO P:
NOMBRE: JUAN MANRIQUE CARLOS MAVARES RAMÒN MAVARES OSMAN NUÑEZ
CARAGO: COORDINADOR DE CALIDAD COORDINADOR DE OPERACIONES PRESIDENTE COORDINADOR DE CALIDAD
FECHA:
firma: / Cedula:
Edición: 2021 Rev.: 0, Código:
DPTO. CALIDAD – AREA: CONTROL DE CALIDAD Código: Rev.: 0 -0
PLAN DE INSPECCION Y ENSAYO Fecha: Página 12 de 18
CLIENTE: PDVSA EXPLORACION Y PRODUCCIÓN
PROYECTO: “TENDIDO DE OLEODUCTO 16 DLDE
RIF:J-31150821-0 N° Contrato: 18-154-025-D-21-S-0006
EL MB LL-1 HASTA MB LL -4”
ACTIVIDAD DE METODO DE EQUIPO PARA NORMA, PROCEDIMINTO, CRTERIO DE MATRIZ DE RESPONSABILIDADES FIRMA DE
INSPECCIÓN FRECUENCIA DE Y METODO DE INSPECCIÓN CONFORMIDAD
N° CONSTRUCCIÓN OR ENSAYO, PRUEBA PLANO O ACEPTACIÓN O REGISTRO
PRUEBA Y ENSAYO
DISCIPLINA VI ME MEDICIÓN ESPECIFICACIÓN RECHAZO 1 2 3 4 CONSORCIO CLIENTE
del grupo, no debe
exceder ½” (13
mm)
CC-F-
CDC-
006_Rep
orte
Diario de
- El reporte de
Activida
ultrasonido en el
des
segundo examen,
Lacustres
- Galga de deberá concentrarse
Profundidad de en el área reparada
Reporte
Soldadura de la soldadura y
de
Galga de Holgura PR-MC-004 deberá identificarse
Inspecció
- Medidor de correctamente
Reparación de la n con
10 X X Por Junta Temperatura API 1104 utilizando letras, M T, M V
Soldadura Ultrasoni
- Lupa. números o
do de la
- Espejo. PDVSA PI 06-01-01 símbolos.
Subcontr
- Marcador de
atista
Metal. - La evaluación se
- Cinta Métrica realizara bajo
Reporte
criterios de
de
aceptación de la
Inspecció
norma API 1104.
n de
Línea
con
Holiday
Detector
11 Instalación de Mangas X X Por Junta - Medidor de Especificaciones de - Preparación de la CC-F- M IV, T
Leyenda: 1: Subcontratación, 2: Insp. Control Calidad, 3: Operaciones, 4: Calidad P: Realizar Prueba, N: Notificar, M: Monitorear, V Verificar, T: Testificar, VI: Inspección
Cliente Visual, ME: Medición
Por la Alianza Por Cliente
ELABORADO POR: REVISADO POR: APROBADO POR: APROBADO P:
NOMBRE: JUAN MANRIQUE CARLOS MAVARES RAMÒN MAVARES OSMAN NUÑEZ
CARAGO: COORDINADOR DE CALIDAD COORDINADOR DE OPERACIONES PRESIDENTE COORDINADOR DE CALIDAD
FECHA:
firma: / Cedula:
Edición: 2021 Rev.: 0, Código:
DPTO. CALIDAD – AREA: CONTROL DE CALIDAD Código: Rev.: 0 -0
PLAN DE INSPECCION Y ENSAYO Fecha: Página 13 de 18
CLIENTE: PDVSA EXPLORACION Y PRODUCCIÓN
PROYECTO: “TENDIDO DE OLEODUCTO 16 DLDE
RIF:J-31150821-0 N° Contrato: 18-154-025-D-21-S-0006
EL MB LL-1 HASTA MB LL -4”
ACTIVIDAD DE METODO DE EQUIPO PARA NORMA, PROCEDIMINTO, CRTERIO DE MATRIZ DE RESPONSABILIDADES FIRMA DE
INSPECCIÓN FRECUENCIA DE Y METODO DE INSPECCIÓN CONFORMIDAD
N° CONSTRUCCIÓN OR ENSAYO, PRUEBA PLANO O ACEPTACIÓN O REGISTRO
PRUEBA Y ENSAYO
DISCIPLINA VI ME MEDICIÓN ESPECIFICACIÓN RECHAZO 1 2 3 4 CONSORCIO CLIENTE
Construcción. Superficie.
PDVSA PR-CAL-007
CDC-003
PDVSA 17-02-05 - Temperatura hasta
Reporte
INSPECCION E 90° C (+/- 5 °C).
de
INSTALACION DE Esto permite
Colocaci
Temperatura. MANGAS remover cualquier
ón de
- Pirómetro y/o TERMOCONTRACT traza de humedad, M,M
Termo contráctiles Mangas
Lápiz Térmico. ILES PARA JUNTAS mejorar la E
Termo
- Rodillo DE TUBERIAS QUE distribución y la
contráctil
OPERAN A BAJAS adherencia de la
es
Y ALTAS manga.
TEMPERATURAS
CC-P-CDC-006 - Eliminar presencia
de aire atrapado.
12 Prueba X X Durante la prueba Visual: * ASME B31.4 Verificar que el Reporte M, P, N, T,
Hidrostát Limpieza de presión. Eliminación del * Procedimiento de interior de las de T, T VI,
ica Previa material extraño, Prueba tuberías estén libres Inspeccio VI, ME
limpieza manual Hidrostática de objetos extraños. n de ME
Visual: * Especificaciones Prueba
- Eliminación de Técnicas del Cliente * Verificar que el Hidrostat
pérdidas en agua para PH ica
uniones cumpla con los
Soldadas/ Requisitos
Llenado
roscadas. establecidos.
- Eliminación de * Verificar el
aire contenido en correcto llenado de
las las tuberías
Tuberías.
Presurizaci Visual: * Resistencia del
ón y * El gradiente de material
Leyenda: 1: Subcontratación, 2: Insp. Control Calidad, 3: Operaciones, 4: Calidad P: Realizar Prueba, N: Notificar, M: Monitorear, V Verificar, T: Testificar, VI: Inspección
Cliente Visual, ME: Medición
Por la Alianza Por Cliente
ELABORADO POR: REVISADO POR: APROBADO POR: APROBADO P:
NOMBRE: JUAN MANRIQUE CARLOS MAVARES RAMÒN MAVARES OSMAN NUÑEZ
CARAGO: COORDINADOR DE CALIDAD COORDINADOR DE OPERACIONES PRESIDENTE COORDINADOR DE CALIDAD
FECHA:
firma: / Cedula:
Edición: 2021 Rev.: 0, Código:
DPTO. CALIDAD – AREA: CONTROL DE CALIDAD Código: Rev.: 0 -0
PLAN DE INSPECCION Y ENSAYO Fecha: Página 14 de 18
CLIENTE: PDVSA EXPLORACION Y PRODUCCIÓN
PROYECTO: “TENDIDO DE OLEODUCTO 16 DLDE
RIF:J-31150821-0 N° Contrato: 18-154-025-D-21-S-0006
EL MB LL-1 HASTA MB LL -4”
ACTIVIDAD DE METODO DE EQUIPO PARA NORMA, PROCEDIMINTO, CRTERIO DE MATRIZ DE RESPONSABILIDADES FIRMA DE
INSPECCIÓN FRECUENCIA DE Y METODO DE INSPECCIÓN CONFORMIDAD
N° CONSTRUCCIÓN OR ENSAYO, PRUEBA PLANO O ACEPTACIÓN O REGISTRO
PRUEBA Y ENSAYO
DISCIPLINA VI ME MEDICIÓN ESPECIFICACIÓN RECHAZO 1 2 3 4 CONSORCIO CLIENTE
presurización
debe ser ≤
2 bar/min. (70%
y 90% del valor
de la
presión de
prueba) * Verificar que el
* Estabilización aumento de presión
Estabilizac
por temperatura cumpla
ión por
deberá con los establecido
Temperatu
ser ≥ 1/2 hora. en el procedimiento
ra
Tiempo de para
Prueba: P.H
4 horas
Presión de
Prueba:
* La presión
deberá ser
constante
13 Aceptación Final y X X Por Línea o - Liberaciones de - Código, Norma o -Verificar la Por VI T T
Liberación sistema a Actividades. especificación que remoción de Discos Proceso
inspeccionar aplique según Ciegos, Elementos
- DOSSIER de proceso. de Prueba que no
Obra pertenecen a la
línea.
-Verificar la
desinstalación de
instrumentos.
Leyenda: 1: Subcontratación, 2: Insp. Control Calidad, 3: Operaciones, 4: Calidad P: Realizar Prueba, N: Notificar, M: Monitorear, V Verificar, T: Testificar, VI: Inspección
Cliente Visual, ME: Medición
Por la Alianza Por Cliente
ELABORADO POR: REVISADO POR: APROBADO POR: APROBADO P:
NOMBRE: JUAN MANRIQUE CARLOS MAVARES RAMÒN MAVARES OSMAN NUÑEZ
CARAGO: COORDINADOR DE CALIDAD COORDINADOR DE OPERACIONES PRESIDENTE COORDINADOR DE CALIDAD
FECHA:
firma: / Cedula:
Edición: 2021 Rev.: 0, Código:
DPTO. CALIDAD – AREA: CONTROL DE CALIDAD Código: Rev.: 0 -0
PLAN DE INSPECCION Y ENSAYO Fecha: Página 15 de 18
CLIENTE: PDVSA EXPLORACION Y PRODUCCIÓN
PROYECTO: “TENDIDO DE OLEODUCTO 16 DLDE
RIF:J-31150821-0 N° Contrato: 18-154-025-D-21-S-0006
EL MB LL-1 HASTA MB LL -4”
ACTIVIDAD DE METODO DE EQUIPO PARA NORMA, PROCEDIMINTO, CRTERIO DE MATRIZ DE RESPONSABILIDADES FIRMA DE
INSPECCIÓN FRECUENCIA DE Y METODO DE INSPECCIÓN CONFORMIDAD
N° CONSTRUCCIÓN OR ENSAYO, PRUEBA PLANO O ACEPTACIÓN O REGISTRO
PRUEBA Y ENSAYO
DISCIPLINA VI ME MEDICIÓN ESPECIFICACIÓN RECHAZO 1 2 3 4 CONSORCIO CLIENTE
- Verificar
condiciones finales
del trabajo.
DISCIPLINA: LACUSTRE
14 Desplazamiento de X X Por Línea o - Liberaciones de - Programación Diaria - Identificar el área CC-F- VI, VI,T VI,T
Crudo en Líneas Sistema a Actividades. de Trabajo de trabajo donde s CDC- T, , ,
Sublacustres 3” a 8” de Inspeccionar va a realizar el 006_Repor ME, ME,
diámetro - DOSSIER de - Procedimiento CC-P- trabajo (múltiple, te Diario M, P M, P
Obra CDC-003 Estación de Flujo o de
Desplazamiento de Planta) Actividade
Crudo en Líneas s Lacustres
Sublacustres 3” a 8” de - Verificar con el
diámetro. custodio si la Línea
desplazar se
- Procedimiento CC-P- encuentra fuera de
CDC-004 servicio
Colocación de Bridas y
Discos Ciegos - Verificar que la
Apernadas en Líneas Línea esté alineada
Sublacustres 3” a 8” de al recipiente
diámetro. recibidor.
-Verificar el
desplazamiento del
crudo dentro de la
Línea con agua del
Lago de Maracaibo.
- Inspeccionar y
Verificar
Leyenda: 1: Subcontratación, 2: Insp. Control Calidad, 3: Operaciones, 4: Calidad P: Realizar Prueba, N: Notificar, M: Monitorear, V Verificar, T: Testificar, VI: Inspección
Cliente Visual, ME: Medición
Por la Alianza Por Cliente
ELABORADO POR: REVISADO POR: APROBADO POR: APROBADO P:
NOMBRE: JUAN MANRIQUE CARLOS MAVARES RAMÒN MAVARES OSMAN NUÑEZ
CARAGO: COORDINADOR DE CALIDAD COORDINADOR DE OPERACIONES PRESIDENTE COORDINADOR DE CALIDAD
FECHA:
firma: / Cedula:
Edición: 2021 Rev.: 0, Código:
DPTO. CALIDAD – AREA: CONTROL DE CALIDAD Código: Rev.: 0 -0
PLAN DE INSPECCION Y ENSAYO Fecha: Página 16 de 18
CLIENTE: PDVSA EXPLORACION Y PRODUCCIÓN
PROYECTO: “TENDIDO DE OLEODUCTO 16 DLDE
RIF:J-31150821-0 N° Contrato: 18-154-025-D-21-S-0006
EL MB LL-1 HASTA MB LL -4”
ACTIVIDAD DE METODO DE EQUIPO PARA NORMA, PROCEDIMINTO, CRTERIO DE MATRIZ DE RESPONSABILIDADES FIRMA DE
INSPECCIÓN FRECUENCIA DE Y METODO DE INSPECCIÓN CONFORMIDAD
N° CONSTRUCCIÓN OR ENSAYO, PRUEBA PLANO O ACEPTACIÓN O REGISTRO
PRUEBA Y ENSAYO
DISCIPLINA VI ME MEDICIÓN ESPECIFICACIÓN RECHAZO 1 2 3 4 CONSORCIO CLIENTE
continuamente el
proceso de
Inyección de Agua
hasta obtener el
100% de
desplazamiento del
crudo.
NOTA: En algún
caso especial, el
fluido del proceso
de inyección para
desplazar, puede
diferir del agua
según el fluido
transportado en la
línea.
- Verificación de la
instalación de disco
ciego en ambos
lados de la línea
lavada.
15 Aceptación Final y X X Por Línea o - Liberaciones de - Código, Norma o -Verificar la Por Etapa VI T T
Liberación sistema a Actividades. Especificación que remoción de Discos
inspeccionar aplique según Etapa. Ciegos, Elementos
- DOSSIER de de Prueba que no
Obra pertenecen a la
línea.
-Verificar la
Leyenda: 1: Subcontratación, 2: Insp. Control Calidad, 3: Operaciones, 4: Calidad P: Realizar Prueba, N: Notificar, M: Monitorear, V Verificar, T: Testificar, VI: Inspección
Cliente Visual, ME: Medición
Por la Alianza Por Cliente
ELABORADO POR: REVISADO POR: APROBADO POR: APROBADO P:
NOMBRE: JUAN MANRIQUE CARLOS MAVARES RAMÒN MAVARES OSMAN NUÑEZ
CARAGO: COORDINADOR DE CALIDAD COORDINADOR DE OPERACIONES PRESIDENTE COORDINADOR DE CALIDAD
FECHA:
firma: / Cedula:
Edición: 2021 Rev.: 0, Código:
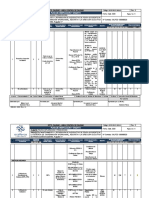
DPTO. CALIDAD – AREA: CONTROL DE CALIDAD Código: Rev.: 0 -0
PLAN DE INSPECCION Y ENSAYO Fecha: Página 17 de 18
CLIENTE: PDVSA EXPLORACION Y PRODUCCIÓN
PROYECTO: “TENDIDO DE OLEODUCTO 16 DLDE
RIF:J-31150821-0 N° Contrato: 18-154-025-D-21-S-0006
EL MB LL-1 HASTA MB LL -4”
ACTIVIDAD DE METODO DE EQUIPO PARA NORMA, PROCEDIMINTO, CRTERIO DE MATRIZ DE RESPONSABILIDADES FIRMA DE
INSPECCIÓN FRECUENCIA DE Y METODO DE INSPECCIÓN CONFORMIDAD
N° CONSTRUCCIÓN OR ENSAYO, PRUEBA PLANO O ACEPTACIÓN O REGISTRO
PRUEBA Y ENSAYO
DISCIPLINA VI ME MEDICIÓN ESPECIFICACIÓN RECHAZO 1 2 3 4 CONSORCIO CLIENTE
desinstalación de
instrumentos.
- Verificar
condiciones finales
del trabajo.
DISCIPLINA: CIVIL
16 4 cilindros por Cilindros Especificaciones de Espec. Técnicas del CC-F-
Control de Vaciado de X X cada 4 Tubos o Normalizados de Construccion PDVSA Proyecto, CDC- P M, N, M
Concreto, por cada camión 15 cm de COVENIN 339- CONTRO V M,
Asentamiento y Toma diámetro por 30 79/344. L DE T
Muestra de cilindro de cm de altura El acero de VACIADO
concreto internamente, refuerzo a utilizar DE
Cono de será malla CONCRE
Abrahams hexagonal, TO
Barra de acero fabricada con
5/8” con punta de alambre de bajo
bala carbono (calibre
Cuchara para 18), galvanizada
granos (Tipo JK de
Vicson). El espesor
de la capa de
concreto será de
tres (03) pulgadas,
con una densidad
de 2000 Kg/m3.
Se realizará 25
golpes por cada
tercio de la altura
del molde, luego
Leyenda: 1: Subcontratación, 2: Insp. Control Calidad, 3: Operaciones, 4: Calidad P: Realizar Prueba, N: Notificar, M: Monitorear, V Verificar, T: Testificar, VI: Inspección
Cliente Visual, ME: Medición
Por la Alianza Por Cliente
ELABORADO POR: REVISADO POR: APROBADO POR: APROBADO P:
NOMBRE: JUAN MANRIQUE CARLOS MAVARES RAMÒN MAVARES OSMAN NUÑEZ
CARAGO: COORDINADOR DE CALIDAD COORDINADOR DE OPERACIONES PRESIDENTE COORDINADOR DE CALIDAD
FECHA:
firma: / Cedula:
Edición: 2021 Rev.: 0, Código:
DPTO. CALIDAD – AREA: CONTROL DE CALIDAD Código: Rev.: 0 -0
PLAN DE INSPECCION Y ENSAYO Fecha: Página 18 de 18
CLIENTE: PDVSA EXPLORACION Y PRODUCCIÓN
PROYECTO: “TENDIDO DE OLEODUCTO 16 DLDE
RIF:J-31150821-0 N° Contrato: 18-154-025-D-21-S-0006
EL MB LL-1 HASTA MB LL -4”
ACTIVIDAD DE METODO DE EQUIPO PARA NORMA, PROCEDIMINTO, CRTERIO DE MATRIZ DE RESPONSABILIDADES FIRMA DE
INSPECCIÓN FRECUENCIA DE Y METODO DE INSPECCIÓN CONFORMIDAD
N° CONSTRUCCIÓN OR ENSAYO, PRUEBA PLANO O ACEPTACIÓN O REGISTRO
PRUEBA Y ENSAYO
DISCIPLINA VI ME MEDICIÓN ESPECIFICACIÓN RECHAZO 1 2 3 4 CONSORCIO CLIENTE
razar la superficie
con barra de acero
5/8” con punta de
bala
La resistencia del De acuerdo
concreto tendrá un a informe
valor mínimo de de
A siete ( 7) y 211 kg/cm2 para un Resultados
Ensayos de Cilindros Prensa Especificaciones
17 X X veintiocho ( 28) tiempo de fraguado de Ensayos P M T M
de Concreto Hidráulica. PDVSA
días. de 7 días y 327 de
kg/cm2 para un Laboratori
tiempo de fraguado o
de 28 días.
DISCIPLINA ELECTRICIDAD
Colocación de
Pletina A36, cada
Kilometro para
Protección Catódica Cada 1 Km PDVSA N° PI 05-02- Reporte de
Cinta Métrica. medición de M,
(Instalación de Ánodos Cada 120 mts a 01 Inspeccion
18 X X Galga, Vernier potencial de V V, M
de Sacrificio) Pletina de partir de los 7,5 HA-201 PDVSA Proteccion
GPS acuerdo a diseño T
Acero al Carbono km AWS D1.1 Catodica
suministrado por
PDVSA.
Soldadura a Filete
Leyenda: 1: Subcontratación, 2: Insp. Control Calidad, 3: Operaciones, 4: Calidad P: Realizar Prueba, N: Notificar, M: Monitorear, V Verificar, T: Testificar, VI: Inspección
Cliente Visual, ME: Medición
Por la Alianza Por Cliente
ELABORADO POR: REVISADO POR: APROBADO POR: APROBADO P:
NOMBRE: JUAN MANRIQUE CARLOS MAVARES RAMÒN MAVARES OSMAN NUÑEZ
CARAGO: COORDINADOR DE CALIDAD COORDINADOR DE OPERACIONES PRESIDENTE COORDINADOR DE CALIDAD
FECHA:
firma: / Cedula:
Edición: 2021 Rev.: 0, Código:
También podría gustarte
- Plan de Inspeccion y Ensayo Tendido de Oleoducto 16 Ø Desde El MB TJ-10 A Patio de Tanque UleDocumento18 páginasPlan de Inspeccion y Ensayo Tendido de Oleoducto 16 Ø Desde El MB TJ-10 A Patio de Tanque UleJuan Carlos ManriqueAún no hay calificaciones
- Plan de Inspeccion y Ensayo Mecanico Civil VenlabcaDocumento6 páginasPlan de Inspeccion y Ensayo Mecanico Civil VenlabcaPablo Espinoza H.Aún no hay calificaciones
- MPD004-P083OBR-140-PPI-QC-005 - B Plan de Puntos de Inspección TanquesDocumento2 páginasMPD004-P083OBR-140-PPI-QC-005 - B Plan de Puntos de Inspección TanquesBenjamin Herrera Vargas100% (3)
- MPD004-P083OBR-140-PPI-QC-003 - C Plan de Puntos de Inspeccion de EstructurasDocumento1 páginaMPD004-P083OBR-140-PPI-QC-003 - C Plan de Puntos de Inspeccion de EstructurasBenjamin Herrera Vargas100% (1)
- 9423-QUA-PLA-001 - 02 Log de Soldadores 29.12.2021Documento9 páginas9423-QUA-PLA-001 - 02 Log de Soldadores 29.12.2021Alex Silva VincesAún no hay calificaciones
- PIE-SICOLL-2024-01, Rev.0 Pba. Hidrostática Collahuasi Línea de 7 PulgDocumento4 páginasPIE-SICOLL-2024-01, Rev.0 Pba. Hidrostática Collahuasi Línea de 7 PulgRodrigoArayaAún no hay calificaciones
- PPI Serpentín MontajeDocumento12 páginasPPI Serpentín Montajejimper26100% (2)
- Plan inspección torres tanquesDocumento11 páginasPlan inspección torres tanquesCarmen Hidalgo100% (1)
- Plan-Inspección-Movimiento-TierraDocumento2 páginasPlan-Inspección-Movimiento-TierraFelix Aleman100% (1)
- SISTEMA DE GESTION DE LA CALIDAD: PLAN DE INSPECCIÓN Y ENSAYO PARA RESTAURACIÓN DE TANQUEDocumento9 páginasSISTEMA DE GESTION DE LA CALIDAD: PLAN DE INSPECCIÓN Y ENSAYO PARA RESTAURACIÓN DE TANQUEMarvin William Montes CristoAún no hay calificaciones
- Anexo 7 Peig-Sgc-M-F-0 Plan de Inspeccion y EnsayoDocumento16 páginasAnexo 7 Peig-Sgc-M-F-0 Plan de Inspeccion y EnsayoNeomar Velasquez100% (1)
- Habilitación y Montaje de TuberíaDocumento1 páginaHabilitación y Montaje de TuberíaLuiz Aburto AguirreAún no hay calificaciones
- R&M 01 FO CAL 003 - Rev.0Documento2 páginasR&M 01 FO CAL 003 - Rev.0shark026100% (1)
- Plan inspección ensayos fusión cañeríasDocumento3 páginasPlan inspección ensayos fusión cañeríasJaime Vera100% (1)
- PBVNT0450100 - (Plan de Puntos de Inspección y Ensayos) Rev 0Documento13 páginasPBVNT0450100 - (Plan de Puntos de Inspección y Ensayos) Rev 0Jose Jarol Mirano Sopla100% (1)
- Plan de Control Inspección Y Ensayo (Itp) Mnatenimiento Clarificador 21CDocumento2 páginasPlan de Control Inspección Y Ensayo (Itp) Mnatenimiento Clarificador 21CJohn Armely Arias GuerreroAún no hay calificaciones
- Plan de Puntos de Inspección Puente Juan Pablo IiDocumento5 páginasPlan de Puntos de Inspección Puente Juan Pablo IiLuis CONDORI SOTO50% (2)
- Plan de inspección para tren laminadorDocumento5 páginasPlan de inspección para tren laminadorBenjamin Enmanuel Mango DAún no hay calificaciones
- ITP Habilitado - Tendido - Instalacion y Conexionado de Sistema Electrico - Rev. 0Documento11 páginasITP Habilitado - Tendido - Instalacion y Conexionado de Sistema Electrico - Rev. 0RichardAún no hay calificaciones
- Contratista Cliente: Inspection and Test Plan Plan de Inspección y Pruebas Recepción en CampoDocumento1 páginaContratista Cliente: Inspection and Test Plan Plan de Inspección y Pruebas Recepción en CampoGuillermo Antonio Piña CurielAún no hay calificaciones
- Plan de inspección y pruebas mecánicas para plataformaDocumento2 páginasPlan de inspección y pruebas mecánicas para plataformaEdgar Bladimir Aimara NinacuriAún no hay calificaciones
- Plan de inspección de imbornalesDocumento3 páginasPlan de inspección de imbornalesJorgeAún no hay calificaciones
- ITP SalaElectricaPrefabricadaEECOL Rev0Documento10 páginasITP SalaElectricaPrefabricadaEECOL Rev0Franco Bargas100% (1)
- INSPECCIÓN BANDEJAS CABLESDocumento4 páginasINSPECCIÓN BANDEJAS CABLESGuillermo Antonio Piña CurielAún no hay calificaciones
- MG CA 20058PLN 001R 0 Plan Inspección y EnsayoDocumento5 páginasMG CA 20058PLN 001R 0 Plan Inspección y EnsayoSoledad Pamela Muñoz ContrerasAún no hay calificaciones
- Plan de Isnpeccion y Ensayo Tanques Hoja de CalculoDocumento5 páginasPlan de Isnpeccion y Ensayo Tanques Hoja de CalculoArq. Lednel Arturo Garcia AldereteAún no hay calificaciones
- INSPECCION Examen InfraDocumento13 páginasINSPECCION Examen Infrajean cuevasAún no hay calificaciones
- P-Mec-C-01 Plan de Inspección y Ensayos-1Documento2 páginasP-Mec-C-01 Plan de Inspección y Ensayos-1Javier FigueredoAún no hay calificaciones
- ENAUT-PAC-F-38 Inspeccion de Instalacion de Terminaciones de EmpalDocumento4 páginasENAUT-PAC-F-38 Inspeccion de Instalacion de Terminaciones de EmpalAnonymous g2KEbs1DJAún no hay calificaciones
- Positector DPM - 433519Documento10 páginasPositector DPM - 433519SERGIO GUSTAVO CHIROQUE SANCHEZAún no hay calificaciones
- PPI Fabricación OT410Documento5 páginasPPI Fabricación OT410Luis CONDORI SOTO100% (1)
- ITP ElectricidadDocumento3 páginasITP ElectricidadLuis LugoAún no hay calificaciones
- CCA-PPI-CONC-002 (PPI Concreto)Documento1 páginaCCA-PPI-CONC-002 (PPI Concreto)Brayan MateoAún no hay calificaciones
- Registro Verificación y Ajuste de Apriete de Equipos ElectricosDocumento1 páginaRegistro Verificación y Ajuste de Apriete de Equipos ElectricosCarlos GMAún no hay calificaciones
- Pie HdpeDocumento2 páginasPie HdpeDeny Cristian Morales CofreAún no hay calificaciones
- Plan de Inspeccion y Ensayos Civil Odebrecht Guía Plan de EnsayosDocumento6 páginasPlan de Inspeccion y Ensayos Civil Odebrecht Guía Plan de EnsayosÁnderson Bell Suárez MogollónAún no hay calificaciones
- Plan de Isnpeccion y Ensayo TanquesDocumento4 páginasPlan de Isnpeccion y Ensayo TanquesTalca CalderónAún no hay calificaciones
- Plan General de Inspección y Ensayos - Estructuras Rev 2 INGEMINDocumento2 páginasPlan General de Inspección y Ensayos - Estructuras Rev 2 INGEMINHenry GonzalezAún no hay calificaciones
- PPI Acustico CumminsDocumento2 páginasPPI Acustico CumminsmilagrosAún no hay calificaciones
- FO-007-GQ - PPI. Rev1Documento2 páginasFO-007-GQ - PPI. Rev1Ivan Muñoz YbañezAún no hay calificaciones
- Ppi 03 Actividades Previas SoldaduraDocumento2 páginasPpi 03 Actividades Previas SoldaduraCarlo LaraAún no hay calificaciones
- Plan de Inspeccion y EnsayoDocumento11 páginasPlan de Inspeccion y EnsayoMiguel LealAún no hay calificaciones
- Ra6-021 Instalación de Medidor de Control o RespaldoDocumento13 páginasRa6-021 Instalación de Medidor de Control o RespaldoJavier Eduardo Vargas Moreno100% (1)
- CC-LFV-0165-23 ANEMOMETRO DE HILO CALIENTE TESTO 405i (83820824)Documento2 páginasCC-LFV-0165-23 ANEMOMETRO DE HILO CALIENTE TESTO 405i (83820824)jhonatan espinoAún no hay calificaciones
- 172-EPP-20-ITP-001Documento1 página172-EPP-20-ITP-001bernardoautometalAún no hay calificaciones
- Plan de Inspección y Ensayo de AtlasDocumento20 páginasPlan de Inspección y Ensayo de AtlasCarlos Javier Pachano ColinaAún no hay calificaciones
- CCA-PPI-CIV-001 (PPI Relleno, Excavación y Compactación)Documento1 páginaCCA-PPI-CIV-001 (PPI Relleno, Excavación y Compactación)Brayan MateoAún no hay calificaciones
- ENAUT-PAC-F-38 Inspeccion de Instalacion de Terminaciones de EmpalmesDocumento1 páginaENAUT-PAC-F-38 Inspeccion de Instalacion de Terminaciones de EmpalmesAnonymous g2KEbs1DJAún no hay calificaciones
- PPI-04-AISLAMIENTO Y SUS REGISTROS Rev. 01Documento5 páginasPPI-04-AISLAMIENTO Y SUS REGISTROS Rev. 01jimper26100% (1)
- PIE ElectricaDocumento2 páginasPIE Electricacalipso.ingenieriadisenoAún no hay calificaciones
- Sgmto Plan Inspección y Pruebas TK 500 BblsDocumento3 páginasSgmto Plan Inspección y Pruebas TK 500 BblsJuan Pablo Perdomo OrtizAún no hay calificaciones
- FC-PG-06-033-1 PPI Montaje Embebidos Elementos MetalicosDocumento1 páginaFC-PG-06-033-1 PPI Montaje Embebidos Elementos MetalicosTrafico LimaAún no hay calificaciones
- 3.7 Formato de PI Montaje de Tuberia de CSDocumento13 páginas3.7 Formato de PI Montaje de Tuberia de CSJimmy David Espinoza MejiaAún no hay calificaciones
- Pie-005 - 5 Pie Cañerias HdpeDocumento2 páginasPie-005 - 5 Pie Cañerias HdpeJose Dario Miranda Herrera100% (1)
- FCU-PPI-001 Plan de Puntos de Inspeccion Rev. 0Documento4 páginasFCU-PPI-001 Plan de Puntos de Inspeccion Rev. 0Julio César Solórzano AcuñaAún no hay calificaciones
- Pie CabezalDocumento10 páginasPie Cabezaljeorginor cermeñoAún no hay calificaciones
- Control de calidad del fresado de carpeta asfálticaDocumento4 páginasControl de calidad del fresado de carpeta asfálticaMilton Hanco IllaAún no hay calificaciones
- IDN-R2B-P6-300-04-L-PCR-04-F07 REV.0Documento1 páginaIDN-R2B-P6-300-04-L-PCR-04-F07 REV.0FernandoVargasAún no hay calificaciones
- Mantenimiento y reparación de instalaciones de antenas en edificios. ELES0108De EverandMantenimiento y reparación de instalaciones de antenas en edificios. ELES0108Aún no hay calificaciones
- Medición de longitudes: Libro de consulta acerca de los procedimientos de medición en fabricaciónDe EverandMedición de longitudes: Libro de consulta acerca de los procedimientos de medición en fabricaciónCalificación: 4 de 5 estrellas4/5 (1)
- 2 Cadena de HabitosDocumento1 página2 Cadena de HabitosJuan Carlos ManriqueAún no hay calificaciones
- 3 Prevencion de AccidentesDocumento1 página3 Prevencion de AccidentesJuan Carlos ManriqueAún no hay calificaciones
- FSIHO-035 Div de PODocumento1 páginaFSIHO-035 Div de POJuan Carlos ManriqueAún no hay calificaciones
- Documento Rector Del Programa Nacional de Formación en Higiene y Seguridad IndustrialDocumento266 páginasDocumento Rector Del Programa Nacional de Formación en Higiene y Seguridad IndustrialLuzmila Coronado GranadoAún no hay calificaciones
- Pregunta Generadora 2021Documento1 páginaPregunta Generadora 2021Belisario WilberAún no hay calificaciones
- Cronograma de PODocumento1 páginaCronograma de POJuan Carlos ManriqueAún no hay calificaciones
- 4 La ErgonomiaDocumento1 página4 La ErgonomiaJuan Carlos ManriqueAún no hay calificaciones
- Actividades A Arealizae en El Contrato Tendido de Oleoducto 16 Desde El MB TJ 10 A Patio de Tanque UleDocumento2 páginasActividades A Arealizae en El Contrato Tendido de Oleoducto 16 Desde El MB TJ 10 A Patio de Tanque UleJuan Carlos ManriqueAún no hay calificaciones
- Especificaciones Tecnicas Linea de 16 MB-LL-1 Hasta MB-LL-4Documento74 páginasEspecificaciones Tecnicas Linea de 16 MB-LL-1 Hasta MB-LL-4Juan Carlos ManriqueAún no hay calificaciones
- 3 Prevencion de AccidentesDocumento1 página3 Prevencion de AccidentesJuan Carlos ManriqueAún no hay calificaciones
- Septiembre 2020 2400 HHL: Empleado CargoDocumento11 páginasSeptiembre 2020 2400 HHL: Empleado CargoJuan Carlos ManriqueAún no hay calificaciones
- Oleoducto 16 pulgadasDocumento74 páginasOleoducto 16 pulgadasJuan Carlos Manrique100% (1)
- Bco de Preguntas Evaluacion Tecnica 2015 (1) (1124)Documento106 páginasBco de Preguntas Evaluacion Tecnica 2015 (1) (1124)Veritovero44Aún no hay calificaciones
- Manual de Mantenimiento y Reparacion deDocumento117 páginasManual de Mantenimiento y Reparacion deleonardo diaz gonzalezAún no hay calificaciones
- Proyecto Final Transporte de HidrocarburosDocumento13 páginasProyecto Final Transporte de HidrocarburosEvelyn Alexa Camacho OrozcoAún no hay calificaciones
- Taller PL 20191Documento3 páginasTaller PL 20191Julián AriasAún no hay calificaciones
- Produccion de Los Yacimientos Jibaro y JibaritoDocumento6 páginasProduccion de Los Yacimientos Jibaro y JibaritoAndy PeñaAún no hay calificaciones
- Universidad Tecnológica Indoamérica: Facultad de Ingeniería IndustrialDocumento196 páginasUniversidad Tecnológica Indoamérica: Facultad de Ingeniería IndustrialJosé Alberto Campos MartinezAún no hay calificaciones
- Oleoductos - Datos de Transporte IAPGDocumento16 páginasOleoductos - Datos de Transporte IAPGFacundo MendezAún no hay calificaciones
- Informe Técnico. Visita Virtual 1Documento8 páginasInforme Técnico. Visita Virtual 1Andres LopezAún no hay calificaciones
- Especificaciones Tecnicas Linea de 16 MB-LL-1 Hasta MB-LL-4Documento74 páginasEspecificaciones Tecnicas Linea de 16 MB-LL-1 Hasta MB-LL-4Juan Carlos ManriqueAún no hay calificaciones
- Presentación PUERTO SALGAR - Junio 30Documento36 páginasPresentación PUERTO SALGAR - Junio 30Arynton EstevenAún no hay calificaciones
- Calculo de Espesores de Pared Segun Normas B31Documento33 páginasCalculo de Espesores de Pared Segun Normas B31Edinson Rolando Rodriguez MondragonAún no hay calificaciones
- Oleoducto 16 pulgadasDocumento74 páginasOleoducto 16 pulgadasJuan Carlos Manrique100% (1)
- Velocidad de Corridida de Pig N°6Documento49 páginasVelocidad de Corridida de Pig N°6Jobita JM100% (2)
- Acta Constitutiva Gerardo ParraDocumento12 páginasActa Constitutiva Gerardo ParraLUIS GUILLERMO PARRAAún no hay calificaciones
- Examen Medio Curso Mecanica de FluidosDocumento5 páginasExamen Medio Curso Mecanica de FluidosKevin D. Mallqui CiertoAún no hay calificaciones
- Ductos especiales para el transporte de derivados del petróleoDocumento12 páginasDuctos especiales para el transporte de derivados del petróleoDavid ResendizAún no hay calificaciones
- 11 Atlas BLOQUE18Documento14 páginas11 Atlas BLOQUE18Marcelo Castro AldasAún no hay calificaciones
- 2023.1°SEM.L17177-0.Laboratorio2.Valentina RiquelmeDocumento17 páginas2023.1°SEM.L17177-0.Laboratorio2.Valentina RiquelmeValentinaAún no hay calificaciones
- Tarea Incrustaciones y Bombas.Documento12 páginasTarea Incrustaciones y Bombas.Andres AjedrezAún no hay calificaciones
- Ensayo PetroDocumento17 páginasEnsayo PetroDina BolañosAún no hay calificaciones
- Informe SimulacroDocumento29 páginasInforme SimulacroJuan LaLunaAún no hay calificaciones
- Los Modos de Transporte en SuperficieDocumento17 páginasLos Modos de Transporte en SuperficieAlberto MendozaAún no hay calificaciones
- 03B Flujo MáximoDocumento18 páginas03B Flujo MáximoSantiago Rojas GonzalezAún no hay calificaciones
- Diseño de Tanque de Techo Conico 14MBLDocumento112 páginasDiseño de Tanque de Techo Conico 14MBLjose patiñoAún no hay calificaciones
- Proceso Industrial Petrolero (Ensayo)Documento10 páginasProceso Industrial Petrolero (Ensayo)Iraida Valeria Franco BricenoAún no hay calificaciones
- Chapter 1 C Lecture - Basics of Pipelines, Design, Constr (Spanish Rev6)Documento131 páginasChapter 1 C Lecture - Basics of Pipelines, Design, Constr (Spanish Rev6)Hugo Alberto Nolasco VazquezAún no hay calificaciones
- Ductos - Sistema de TransporteDocumento23 páginasDuctos - Sistema de Transportejonathan moralesAún no hay calificaciones
- Modelo de RedesDocumento9 páginasModelo de RedesCarlos VásquezAún no hay calificaciones
- Mantenimiento Gasoductos y OleoductosDocumento13 páginasMantenimiento Gasoductos y OleoductosJesus CLAún no hay calificaciones