También podría gustarte
- Mejora de métodos y tiempos de fabricaciónDe EverandMejora de métodos y tiempos de fabricaciónCalificación: 5 de 5 estrellas5/5 (2)
- Capacidad InstaladaDocumento20 páginasCapacidad InstaladaNicoll Lopez100% (1)
- Capacidad Instalada...........Documento7 páginasCapacidad Instalada...........Rosa HurtadoAún no hay calificaciones
- Annotated-4 Diagrama Hombre-MaquinaDocumento5 páginasAnnotated-4 Diagrama Hombre-MaquinaIvanna MartínezAún no hay calificaciones
- Ejercicios y Casos Administracion Del TiempoDocumento13 páginasEjercicios y Casos Administracion Del TiempoJoaquin Gr100% (1)
- Planeacion de La CapacidadDocumento8 páginasPlaneacion de La CapacidadCoco FuentesAún no hay calificaciones
- Semana 11 Factor HombreDocumento6 páginasSemana 11 Factor HombrePatricia RicaldeAún no hay calificaciones
- Ejercicios Resueltos Sobre Distribución de Planta - 2018Documento6 páginasEjercicios Resueltos Sobre Distribución de Planta - 2018JUAN DIEGO RUIZAún no hay calificaciones
- UF1129 - Costes de los procesos de mecanizadoDe EverandUF1129 - Costes de los procesos de mecanizadoAún no hay calificaciones
- Grupo N°3 - Capacidad de Maquinas AgricolasDocumento12 páginasGrupo N°3 - Capacidad de Maquinas AgricolasRossella Araujo HAún no hay calificaciones
- Caso OEEDocumento11 páginasCaso OEEAnthony VerasteguiAún no hay calificaciones
- Taller TPMDocumento7 páginasTaller TPMJuan Pablo PinedaAún no hay calificaciones
- Problemas de Capacidad ResueltosDocumento3 páginasProblemas de Capacidad ResueltosNicolasAún no hay calificaciones
- Tipos de Capacidad de Produccion - EjemploDocumento4 páginasTipos de Capacidad de Produccion - Ejemplogabriel orozco0% (1)
- Balance de LíneaDocumento42 páginasBalance de LíneaHenry Javier GoyesAún no hay calificaciones
- Resumen TPMDocumento5 páginasResumen TPMVictoria JairAún no hay calificaciones
- Ensayo Capacidad de PlantasDocumento5 páginasEnsayo Capacidad de PlantasEvelyn GarciaAún no hay calificaciones
- Introducción Al Balance de LíneaDocumento3 páginasIntroducción Al Balance de LíneaAna Polet Ramirez100% (1)
- Estudio de TiemposDocumento3 páginasEstudio de Tiempostatiana leonAún no hay calificaciones
- Ejercicios 2 - Calculo de Maquinas NecesariasDocumento3 páginasEjercicios 2 - Calculo de Maquinas NecesariasDouglas ValladaresAún no hay calificaciones
- Programa de Proceso de ProducciónDocumento119 páginasPrograma de Proceso de ProducciónAsesoria UniversitariaAún no hay calificaciones
- Fabri TekDocumento8 páginasFabri TekCarmelita VazquezAún no hay calificaciones
- Ejercicio 17, 18, 19Documento10 páginasEjercicio 17, 18, 19Johel Gonzales RoqueAún no hay calificaciones
- 1.-M1-U1-Indicadores de Gestion Del MTTDocumento17 páginas1.-M1-U1-Indicadores de Gestion Del MTTDiego JorqueraAún no hay calificaciones
- Cap3 CapacidadDocumento22 páginasCap3 CapacidadLuis Angel Chilo SoncoAún no hay calificaciones
- Ejercicio Càlculo de La Capacidad Escenario 1: El Tiempo de Producción de Todos Los Productos Fabricados Es El MismoDocumento10 páginasEjercicio Càlculo de La Capacidad Escenario 1: El Tiempo de Producción de Todos Los Productos Fabricados Es El MismoAna MariaAún no hay calificaciones
- 12.administración de La Capacidad 21Documento45 páginas12.administración de La Capacidad 21mara dalaesAún no hay calificaciones
- Final VSM Brasil - MantenimientoDocumento18 páginasFinal VSM Brasil - MantenimientoAlessandra Brisel ValenzuelaAún no hay calificaciones
- Sesión 13, Balance de LíneasDocumento14 páginasSesión 13, Balance de LíneasFelix Ventura FelipeAún no hay calificaciones
- Diagrama Hombre-MáquinaDocumento15 páginasDiagrama Hombre-MáquinaMelissa OlveraAún no hay calificaciones
- Objetivos y Generalidades Del EstudioDocumento10 páginasObjetivos y Generalidades Del EstudioAdano MohanoAún no hay calificaciones
- Planilla Practica 5Documento2 páginasPlanilla Practica 5almabolivarianaAún no hay calificaciones
- Capacidad ProductivaDocumento7 páginasCapacidad ProductivaJimmy Venegas Reyes100% (1)
- Javier Peña 2170047 Act. 3 Ing. de Metodos 2Documento6 páginasJavier Peña 2170047 Act. 3 Ing. de Metodos 2Luis HenriquezAún no hay calificaciones
- DO GlosarioDocumento2 páginasDO GlosarioVarios TemasAún no hay calificaciones
- Capacidad de Producción - Evaluación LargaDocumento2 páginasCapacidad de Producción - Evaluación LargaDaniel FloresAún no hay calificaciones
- Tiempo EstándarDocumento9 páginasTiempo EstándarEvelyn Hernández SalazarAún no hay calificaciones
- CAP 2020defDocumento54 páginasCAP 2020defBaarby GarciiaAún no hay calificaciones
- Problema 1Documento7 páginasProblema 1seneimarAún no hay calificaciones
- Anexo 3 - OVI Fracción de MaquinaDocumento3 páginasAnexo 3 - OVI Fracción de MaquinaElikinAún no hay calificaciones
- Sesión 10. Aplicación de ToleraciasDocumento3 páginasSesión 10. Aplicación de ToleraciasmanuelmvrAún no hay calificaciones
- GLAB-S06-MTAPIA-2024-01 - Magdiel Benjamin Castillo RojasDocumento5 páginasGLAB-S06-MTAPIA-2024-01 - Magdiel Benjamin Castillo Rojasbenjamincastillo.r.2005Aún no hay calificaciones
- Práctica Calificada-02Documento6 páginasPráctica Calificada-02Albaro Manuel Robles MarquezAún no hay calificaciones
- Balanceo de La Celda de Trabajo 8-Okey CorregidoDocumento31 páginasBalanceo de La Celda de Trabajo 8-Okey CorregidoHector NapanAún no hay calificaciones
- Gestion Takt TimeDocumento4 páginasGestion Takt TimeStefy VillarrealAún no hay calificaciones
- Taller Administración de La Producción Eje 2Documento12 páginasTaller Administración de La Producción Eje 2mariaAún no hay calificaciones
- CLASE 16 - 2A Productividad en Trabajos LimitadosDocumento2 páginasCLASE 16 - 2A Productividad en Trabajos LimitadosJORGE DAVID FLORIÁN ZUÑIGAAún no hay calificaciones
- Capacidad Proyectada Clase 3Documento12 páginasCapacidad Proyectada Clase 3Anthuanet GonzalesAún no hay calificaciones
- Capacidad& Punto de EquilibrioDocumento62 páginasCapacidad& Punto de EquilibrioFreDd Calla MamaniAún no hay calificaciones
- Ejercicios de Sistemas de ManufacturaDocumento2 páginasEjercicios de Sistemas de ManufacturaRicardo Johan Gamboa Palomino100% (1)
- 01 U1 Confiabilidad y KpiDocumento17 páginas01 U1 Confiabilidad y KpiClaudio SaldañaAún no hay calificaciones
- Balanceo de LineasDocumento30 páginasBalanceo de LineasElias JimenezAún no hay calificaciones
- Ejercicios: Continuación de Ejercicios Relación Hombre MaquinaDocumento9 páginasEjercicios: Continuación de Ejercicios Relación Hombre Maquinamonica candido venturaAún no hay calificaciones
- Conclusiones y RecomendacionesDocumento4 páginasConclusiones y RecomendacionesKey 125Aún no hay calificaciones
- 2024 05 04 17 27 12 0826200300091 Guia de Ejercicios-Genesis NunezDocumento6 páginas2024 05 04 17 27 12 0826200300091 Guia de Ejercicios-Genesis Nunezbivianordonez99Aún no hay calificaciones
- Ejercicios en ArenaDocumento23 páginasEjercicios en ArenaBrenda Guadalupe Marquez CardonaAún no hay calificaciones
- Administración de La CapacidadDocumento23 páginasAdministración de La CapacidadLazaro MejiaAún no hay calificaciones
- Parcial - Ing. MetodosDocumento9 páginasParcial - Ing. MetodosCesar Augusto RodriguezAún no hay calificaciones
- Weduvar - Planeación y Control de La Capacidad (Autoguardado)Documento67 páginasWeduvar - Planeación y Control de La Capacidad (Autoguardado)Emily Valentina Puerto ÁlvarezAún no hay calificaciones
- Examen de ErgonomiaDocumento1 páginaExamen de ErgonomiaJeancarlos Lara CarhuanchoAún no hay calificaciones
- Contrato San Hildebrando. Depa 02Documento1 páginaContrato San Hildebrando. Depa 02Carolina AyalaAún no hay calificaciones
- LOG - RE.009 Cotizacion de ServiciosDocumento2 páginasLOG - RE.009 Cotizacion de ServiciosCarolina AyalaAún no hay calificaciones
- UntitledDocumento1 páginaUntitledCarolina AyalaAún no hay calificaciones
- UntitledDocumento1 páginaUntitledCarolina AyalaAún no hay calificaciones
- SS-XVII Diplomatura de Estudio Internacional Empresarial en Gestión de Procesos "Matriz Foda"Documento5 páginasSS-XVII Diplomatura de Estudio Internacional Empresarial en Gestión de Procesos "Matriz Foda"Carolina AyalaAún no hay calificaciones
- Pre Contrato Local Santa AureliaDocumento1 páginaPre Contrato Local Santa AureliaCarolina AyalaAún no hay calificaciones
- Fase 1: Sensibilización: Premio Europeo Premios Nacionales y AutonómicosDocumento2 páginasFase 1: Sensibilización: Premio Europeo Premios Nacionales y AutonómicosCarolina AyalaAún no hay calificaciones
- Tips AuditoríaDocumento24 páginasTips AuditoríaCarolina AyalaAún no hay calificaciones
- TEMA: Gráficos de Columnas Con Alertas y Metas DinámicasDocumento13 páginasTEMA: Gráficos de Columnas Con Alertas y Metas DinámicasCarolina AyalaAún no hay calificaciones
- Informe de Servicios #02-2023-Cdag-MigracionesDocumento31 páginasInforme de Servicios #02-2023-Cdag-MigracionesCarolina AyalaAún no hay calificaciones
- Acta de Reunion de Gerencia #1Documento2 páginasActa de Reunion de Gerencia #1Carolina AyalaAún no hay calificaciones
- GG - RE.001 Registro de No Conformidad OkDocumento3 páginasGG - RE.001 Registro de No Conformidad OkCarolina AyalaAún no hay calificaciones
- Iso 9KDocumento1 páginaIso 9KCarolina AyalaAún no hay calificaciones
- GG - MAT.003 Matriz AMFE OkDocumento14 páginasGG - MAT.003 Matriz AMFE OkCarolina AyalaAún no hay calificaciones
- GG - MAT.002 Matriz Partes Interesadas OkDocumento1 páginaGG - MAT.002 Matriz Partes Interesadas OkCarolina AyalaAún no hay calificaciones
- GG - MAT.001 Matriz de Objetivos OkDocumento1 páginaGG - MAT.001 Matriz de Objetivos OkCarolina AyalaAún no hay calificaciones
- Audit Plan ECOTRANDocumento6 páginasAudit Plan ECOTRANCarolina AyalaAún no hay calificaciones
- GG - INF.001 Informe Objetivos OkDocumento6 páginasGG - INF.001 Informe Objetivos OkCarolina AyalaAún no hay calificaciones
- Potocolo de Gestión de Gestión Documentaria para Neumáticos Reparados - V1Documento3 páginasPotocolo de Gestión de Gestión Documentaria para Neumáticos Reparados - V1Carolina AyalaAún no hay calificaciones
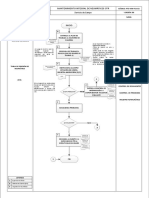
- Mantenimiento Integral de Neumáticos Otr Sub Proceso ProcesoDocumento1 páginaMantenimiento Integral de Neumáticos Otr Sub Proceso ProcesoCarolina AyalaAún no hay calificaciones
- Audit Plan ECOTRANDocumento6 páginasAudit Plan ECOTRANCarolina AyalaAún no hay calificaciones
- Informe de Avance GALVEZ 04-11-2020Documento7 páginasInforme de Avance GALVEZ 04-11-2020Carolina AyalaAún no hay calificaciones
- Audit Plan 510822 2020Documento6 páginasAudit Plan 510822 2020Carolina AyalaAún no hay calificaciones
- Protocolo de Neumáticos para DesechoDocumento3 páginasProtocolo de Neumáticos para DesechoCarolina AyalaAún no hay calificaciones
- MinnDocumento2 páginasMinnCarolina AyalaAún no hay calificaciones
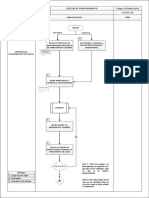
- Gestión de Mantenimiento Versión: 02 Sub Proceso Proceso: Entrada Salida Mapa de ProcesosDocumento2 páginasGestión de Mantenimiento Versión: 02 Sub Proceso Proceso: Entrada Salida Mapa de ProcesosCarolina AyalaAún no hay calificaciones
- Hoja de Seguridad Del Alcohol Etilico Rectificado de 96Documento5 páginasHoja de Seguridad Del Alcohol Etilico Rectificado de 96Carolina AyalaAún no hay calificaciones
- Mantenimiento Integral de Neumáticos Otr Sub Proceso ProcesoDocumento2 páginasMantenimiento Integral de Neumáticos Otr Sub Proceso ProcesoCarolina AyalaAún no hay calificaciones