0% encontró este documento útil (0 votos)
233 vistas17 páginasElementos Clave en Procesos de Manufactura
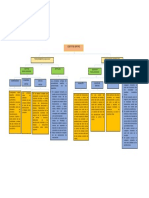
El documento proporciona información sobre los procesos de manufactura. Explica los tres elementos de los procesos conexos y derivados de la industria (merma, desperdicio, producto no conforme). Luego, presenta un ejemplo del proceso de producción de leche evaporada y calcula la merma a lo largo de las etapas del proceso. Finalmente, analiza los siete tipos de desperdicios o "mudas" según el Sistema de Producción Toyota, dando ejemplos para cada uno en el contexto de la producción de botellas de pl
Cargado por
Adelayda Rocio HMDerechos de autor
© © All Rights Reserved
Nos tomamos en serio los derechos de los contenidos. Si sospechas que se trata de tu contenido, reclámalo aquí.
Formatos disponibles
Descarga como DOCX, PDF, TXT o lee en línea desde Scribd
0% encontró este documento útil (0 votos)
233 vistas17 páginasElementos Clave en Procesos de Manufactura
El documento proporciona información sobre los procesos de manufactura. Explica los tres elementos de los procesos conexos y derivados de la industria (merma, desperdicio, producto no conforme). Luego, presenta un ejemplo del proceso de producción de leche evaporada y calcula la merma a lo largo de las etapas del proceso. Finalmente, analiza los siete tipos de desperdicios o "mudas" según el Sistema de Producción Toyota, dando ejemplos para cada uno en el contexto de la producción de botellas de pl
Cargado por
Adelayda Rocio HMDerechos de autor
© © All Rights Reserved
Nos tomamos en serio los derechos de los contenidos. Si sospechas que se trata de tu contenido, reclámalo aquí.
Formatos disponibles
Descarga como DOCX, PDF, TXT o lee en línea desde Scribd