También podría gustarte
- Especificaciones técnicas en procesos de mecanizado por corte y conformado. FMEH0209De EverandEspecificaciones técnicas en procesos de mecanizado por corte y conformado. FMEH0209Aún no hay calificaciones
- Simbologia Aws. Ansi PDFDocumento45 páginasSimbologia Aws. Ansi PDFWilliam Chipana100% (1)
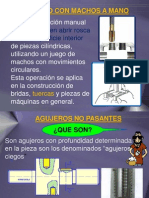
- Roscado y AvellanadoDocumento63 páginasRoscado y AvellanadoSergio Mora ChoqqueAún no hay calificaciones
- ¿Como Soldar Tuberia Con Proceso Smaw - Welding From PerúDocumento7 páginas¿Como Soldar Tuberia Con Proceso Smaw - Welding From PerútecnidibujosAún no hay calificaciones
- Geometria de SoldaduraDocumento76 páginasGeometria de SoldaduraFranklin Torres100% (2)
- CALDERERIADocumento7 páginasCALDERERIANíckolas ValverdeAún no hay calificaciones
- El Arco Eléctrico (II)Documento32 páginasEl Arco Eléctrico (II)nagola10Aún no hay calificaciones
- 1.-Cald - Aplicada PipingDocumento27 páginas1.-Cald - Aplicada PipingEduardo OreAún no hay calificaciones
- Uniones SoldadasDocumento67 páginasUniones SoldadasNelson Torres Rubio100% (1)
- Tecnología Mecánica 1Documento28 páginasTecnología Mecánica 1Niels Cayo RodriguezAún no hay calificaciones
- Colado en Molde PermanenteDocumento19 páginasColado en Molde Permanenteascharlyx50% (2)
- Simbología de TuberíasDocumento19 páginasSimbología de TuberíasPacovela20009Aún no hay calificaciones
- Información Técnica FlangesDocumento6 páginasInformación Técnica Flangesmulder21Aún no hay calificaciones
- Forma de Prueba para PaileroDocumento1 páginaForma de Prueba para PaileroLordbook100% (2)
- Plantilla Senati Brocas de CentrarDocumento25 páginasPlantilla Senati Brocas de CentrarJose Castillo Burgos100% (2)
- Interpretacion de Planos de Tuberia-Mod-1Documento39 páginasInterpretacion de Planos de Tuberia-Mod-1Schneyder Galvis100% (1)
- T8-Trazado Caldereria v.1 (3) (8) .PPSXDocumento106 páginasT8-Trazado Caldereria v.1 (3) (8) .PPSXMario Asquith DíazAún no hay calificaciones
- Detalles Estructurales de Uso de RigidizadorDocumento24 páginasDetalles Estructurales de Uso de RigidizadorGuillermo Sanchez100% (1)
- Aceros EspecialesDocumento54 páginasAceros Especialesluislfcr100% (2)
- Tablas de Especificaciones de Acero 2Documento43 páginasTablas de Especificaciones de Acero 2Maikol José RojasAún no hay calificaciones
- Manual de SoldaduraDocumento3 páginasManual de Soldaduramario2203Aún no hay calificaciones
- Elementos de Union RoscadosDocumento9 páginasElementos de Union RoscadosSergio Raul Cajiga MoranAún no hay calificaciones
- Bridas y EsparragosDocumento6 páginasBridas y EsparragosEsteban Dido100% (4)
- Guia para Supervisor TuberiasDocumento4 páginasGuia para Supervisor Tuberiasrodolfo1cruz-4100% (1)
- Soldadura SmawDocumento82 páginasSoldadura SmawLuis BermúdezAún no hay calificaciones
- Mitutoyo Micros PDFDocumento83 páginasMitutoyo Micros PDFJavier Pérez Rodríguez100% (1)
- Calderero Tubero 430590Documento2 páginasCalderero Tubero 430590Walter VitanziAún no hay calificaciones
- Programa Curso de Tubero Industrial 1A PDFDocumento4 páginasPrograma Curso de Tubero Industrial 1A PDFandres felipe arteaga murilloAún no hay calificaciones
- Mitrado de Junta de Tuberias Metodo Por - HTMLDocumento2 páginasMitrado de Junta de Tuberias Metodo Por - HTMLRoger HallAún no hay calificaciones
- Manual Cer Radu Rae StandarDocumento2 páginasManual Cer Radu Rae StandarMarcela Anco SotomayorAún no hay calificaciones
- Proceso FCAWDocumento57 páginasProceso FCAWRichard Carrillo GonzalesAún no hay calificaciones
- Ramal de Accesorios de Conexión GeneralDocumento2 páginasRamal de Accesorios de Conexión GeneralDavid Estrada100% (1)
- Desarrollo de Plegado de PlanchaDocumento14 páginasDesarrollo de Plegado de PlanchaLeo R100% (1)
- Manual Isometricos de Tuberia.Documento6 páginasManual Isometricos de Tuberia.eliasAún no hay calificaciones
- Catalina CalculosDocumento51 páginasCatalina CalculosMario Fernando PillajoAún no hay calificaciones
- 07 Roscado y AvellanadoDocumento24 páginas07 Roscado y AvellanadoRicardo PeraltaAún no hay calificaciones
- Temario TCCDocumento154 páginasTemario TCCCristhian0% (1)
- Cómo Leer Dibujos de Tuberías IsométricasDocumento12 páginasCómo Leer Dibujos de Tuberías IsométricasRene RenanAún no hay calificaciones
- Defectos SawDocumento7 páginasDefectos SawlilidulceAún no hay calificaciones
- Procedimiento de Soldadura Super EstructuraDocumento11 páginasProcedimiento de Soldadura Super EstructuraPULP123Aún no hay calificaciones
- Aplicación de Rod en BombasDocumento32 páginasAplicación de Rod en Bombaslubricacion100% (1)
- Geometría de La Unión de SoldaduraDocumento25 páginasGeometría de La Unión de Soldaduranegrorott100% (1)
- Tipos de UnionesDocumento29 páginasTipos de UnionesMaryeQuispe LuqueAún no hay calificaciones
- Procesos de corte y preparación de bordes. FMEC0210De EverandProcesos de corte y preparación de bordes. FMEC0210Aún no hay calificaciones
- Preparación de máquinas, equipos y herramientas en operaciones de mecanizado por corte y conformado. FMEH0209De EverandPreparación de máquinas, equipos y herramientas en operaciones de mecanizado por corte y conformado. FMEH0209Aún no hay calificaciones
- Soldadura en el montaje de tuberías. FMEC0108De EverandSoldadura en el montaje de tuberías. FMEC0108Aún no hay calificaciones
- Montaje de soportes y ensamblaje de tuberías. FMEC0108De EverandMontaje de soportes y ensamblaje de tuberías. FMEC0108Calificación: 5 de 5 estrellas5/5 (1)
- Trazado y CurvadoDocumento10 páginasTrazado y CurvadoJesús VásquezAún no hay calificaciones
- Manejo de Equipo de Trazado de PiezasDocumento10 páginasManejo de Equipo de Trazado de PiezasDaniel Diaz CarvajalAún no hay calificaciones
- SoldaduraDocumento90 páginasSoldaduraLiamAún no hay calificaciones
- Tema 2 Operaciones Basicas de Mecanizado A ManoDocumento10 páginasTema 2 Operaciones Basicas de Mecanizado A ManoJavier Garcia nietoAún no hay calificaciones
- Herramientas Manuales de Trazado de CarpinteriaDocumento18 páginasHerramientas Manuales de Trazado de CarpinteriaKristl FernandzAún no hay calificaciones
- UT 02 OperacionesConChapaDocumento26 páginasUT 02 OperacionesConChapaJavier Marín MéridaAún no hay calificaciones
- Cuestionario 03 Nota de Participación - Robert Galdos PozoDocumento12 páginasCuestionario 03 Nota de Participación - Robert Galdos PozoNoe Otoniel Palacios AtocheAún no hay calificaciones
- GuiA de TrazadoDocumento20 páginasGuiA de Trazadosamyfr4540% (1)
- Tarea Instrumentos de Trazado Anrango GaloDocumento6 páginasTarea Instrumentos de Trazado Anrango GaloGalo AndrangoAún no hay calificaciones
- Procedimiento de Trazado de Tubos, Perfiles y ChapasDocumento20 páginasProcedimiento de Trazado de Tubos, Perfiles y Chapasvladimir_71Aún no hay calificaciones
- TRAZADODocumento28 páginasTRAZADOCamilaPulgarAlarcón75% (4)
- 15-12-19 11 - 24 (PM)Documento2 páginas15-12-19 11 - 24 (PM)Alfredo FloresAún no hay calificaciones
- Labo 2 y 3 22 - Ii Ponce Garcia SalinasDocumento41 páginasLabo 2 y 3 22 - Ii Ponce Garcia SalinasAlfredo FloresAún no hay calificaciones
- Cap 6 Evaluación de La Conformidad en SIC 2023-IIDocumento20 páginasCap 6 Evaluación de La Conformidad en SIC 2023-IIAlfredo FloresAún no hay calificaciones
- Diagrama Circular Del MotorciloDocumento19 páginasDiagrama Circular Del MotorciloJoe PalmaAún no hay calificaciones
- Precios AnsysDocumento1 páginaPrecios AnsysAlfredo FloresAún no hay calificaciones
- PDF Doc E001 6110091651012Documento1 páginaPDF Doc E001 6110091651012Alfredo FloresAún no hay calificaciones
- Rapicash: 05/04/2016 Ultimo Dia de PagoDocumento1 páginaRapicash: 05/04/2016 Ultimo Dia de PagoAlfredo FloresAún no hay calificaciones
- MPDFDocumento1 páginaMPDFAlfredo FloresAún no hay calificaciones
- Horno Pollero Con FajasDocumento5 páginasHorno Pollero Con Fajaslucila Canaza mamaniAún no hay calificaciones
- Sustentacion - Deformacion en Frío 2021-2 - FLORES ENCISO ALFREDO DAVIDDocumento3 páginasSustentacion - Deformacion en Frío 2021-2 - FLORES ENCISO ALFREDO DAVIDAlfredo FloresAún no hay calificaciones
- Diseno Motor Piston 2014Documento133 páginasDiseno Motor Piston 2014Alfredo FloresAún no hay calificaciones
- Ecuaciones Diferenciales en Derivadas Parciales: Universidad Nacional de IngenieríaDocumento16 páginasEcuaciones Diferenciales en Derivadas Parciales: Universidad Nacional de IngenieríaAlfredo FloresAún no hay calificaciones
- Laboratorio 4 Mecanizado de Engranage en La Fresadora MC213 I-VFDocumento2 páginasLaboratorio 4 Mecanizado de Engranage en La Fresadora MC213 I-VFAlfredo FloresAún no hay calificaciones
- Prueba Entrada MC 115 B Lab - Flores Enciso Alfredo DavidDocumento4 páginasPrueba Entrada MC 115 B Lab - Flores Enciso Alfredo DavidAlfredo FloresAún no hay calificaciones
- Sustentacion - Envejecimiento 2021-2 - FLORES ENCISO ALFREDO DAVIDDocumento4 páginasSustentacion - Envejecimiento 2021-2 - FLORES ENCISO ALFREDO DAVIDAlfredo FloresAún no hay calificaciones
- Experiencia 01-Turbina PeltonDocumento24 páginasExperiencia 01-Turbina PeltonAlfredo FloresAún no hay calificaciones
- Sustitutorio - MB545 - 2021 - Ii - Flores Enciso Alfredo DavidDocumento6 páginasSustitutorio - MB545 - 2021 - Ii - Flores Enciso Alfredo DavidAlfredo FloresAún no hay calificaciones
- Parcial - MB545 - 2021 - Ii - Flores Enciso Alfredo David - Secc-DDocumento13 páginasParcial - MB545 - 2021 - Ii - Flores Enciso Alfredo David - Secc-DAlfredo FloresAún no hay calificaciones
- Probs Trefilado Embutido SolucDocumento8 páginasProbs Trefilado Embutido SolucAlfredo FloresAún no hay calificaciones
- Ecuaciones Diferenciales en Derivadas Parciales: Segunda ParteDocumento11 páginasEcuaciones Diferenciales en Derivadas Parciales: Segunda ParteAlfredo FloresAún no hay calificaciones
- PC 3-Informe GrupalDocumento19 páginasPC 3-Informe GrupalAlfredo FloresAún no hay calificaciones
- VC 06 Graficos vs3Documento38 páginasVC 06 Graficos vs3Alfredo FloresAún no hay calificaciones
- Clase Laminación-07 06Documento61 páginasClase Laminación-07 06Alfredo FloresAún no hay calificaciones
- Tarea MN217A - ALFREDO DAVID FLORES ENCISODocumento1 páginaTarea MN217A - ALFREDO DAVID FLORES ENCISOAlfredo FloresAún no hay calificaciones
- Informe Medicion de La ViscosidadDocumento25 páginasInforme Medicion de La ViscosidadAlfredo FloresAún no hay calificaciones
- 1PC - MN217 - A - Flores Enciso Alfredo DavidDocumento6 páginas1PC - MN217 - A - Flores Enciso Alfredo DavidAlfredo FloresAún no hay calificaciones
- Teoría de La PlasticidadDocumento17 páginasTeoría de La PlasticidadAlfredo FloresAún no hay calificaciones
- Clase 2 Semana 2 Solidificación y EnfriamientoDocumento7 páginasClase 2 Semana 2 Solidificación y EnfriamientoAlfredo FloresAún no hay calificaciones
- PC3 - Resistencia Ii - 2022-1Documento2 páginasPC3 - Resistencia Ii - 2022-1Alfredo FloresAún no hay calificaciones
- Coffee Traders 2020 Rulebook WebDocumento17 páginasCoffee Traders 2020 Rulebook WebAllan MineraAún no hay calificaciones
- Contrato Alquiler Camioneta 2022Documento4 páginasContrato Alquiler Camioneta 2022BRANDON RAMOS FLORESAún no hay calificaciones
- MODELO de Produccion CON Deficit TODASDocumento21 páginasMODELO de Produccion CON Deficit TODASb4k1iewa1Aún no hay calificaciones
- Texto Descriptivo Del Sector de MaderaDocumento2 páginasTexto Descriptivo Del Sector de Maderakevin perezAún no hay calificaciones
- Costos Clase Práctica Nro 2Documento4 páginasCostos Clase Práctica Nro 2NahuelAún no hay calificaciones
- Hoja de Ejercicios Sesion 9Documento2 páginasHoja de Ejercicios Sesion 9Nicolas CarrilloAún no hay calificaciones
- MPP 16 Analitico GastoDocumento3 páginasMPP 16 Analitico GastomiltonAún no hay calificaciones
- OrganigramaDocumento44 páginasOrganigramaSandra RamosAún no hay calificaciones
- Parcial - Escenario 4 - PRIMER BLOQUE-TEORICO - PRACTICO - ESTANDARES INTERNACIONALES DE CONTABILIDAD Y AUDITORIA - (GRUPO B02) JLDocumento18 páginasParcial - Escenario 4 - PRIMER BLOQUE-TEORICO - PRACTICO - ESTANDARES INTERNACIONALES DE CONTABILIDAD Y AUDITORIA - (GRUPO B02) JLDIDER ANDRES OSORIO GAITANAún no hay calificaciones
- Informe de La Unidad1 de Refinacion de Gas. 8vo Semestre.Documento16 páginasInforme de La Unidad1 de Refinacion de Gas. 8vo Semestre.Denny Fuentes0% (1)
- 03 Proyecto - Estrategias para El Comercio Electrónico y Técnicas de Ventas SPIN J AIDA o FAB (Etapa 2)Documento10 páginas03 Proyecto - Estrategias para El Comercio Electrónico y Técnicas de Ventas SPIN J AIDA o FAB (Etapa 2)PINTO JORDAN SAMANTHA TATIANAAún no hay calificaciones
- Caso Morton Salt. EspañolDocumento2 páginasCaso Morton Salt. EspañolestefaniaAún no hay calificaciones
- Examen Final Conta, 21001974Documento16 páginasExamen Final Conta, 21001974Jose Manuel CoronadoAún no hay calificaciones
- Funcion Del SupervisorDocumento8 páginasFuncion Del Supervisorkenia_agualimpiaAún no hay calificaciones
- Forma ICA 3 - 894: AdjuntoDocumento7 páginasForma ICA 3 - 894: AdjuntoJuan José Vázquez ManzanoAún no hay calificaciones
- Universidad Nacional Autónoma de México: Facultad de Contaduría Y AdministraciónDocumento4 páginasUniversidad Nacional Autónoma de México: Facultad de Contaduría Y AdministraciónJL ToledoAún no hay calificaciones
- G Costos FinalDocumento7 páginasG Costos FinalAlexis GutierrezAún no hay calificaciones
- Paper Industria PetroleraDocumento23 páginasPaper Industria PetroleraJoe BernalAún no hay calificaciones
- Boton de Pago OdooDocumento2 páginasBoton de Pago OdooMaría Gabriela100% (1)
- AJUSTES N Ejercicios 1 Al 3Documento21 páginasAJUSTES N Ejercicios 1 Al 3ADRIANA PAOLA RenteriaAún no hay calificaciones
- Análisis de CompetitividadDocumento6 páginasAnálisis de CompetitividadErika RamosAún no hay calificaciones
- 2.1 Presupuesto Partidas C Recurso Que Cuentan Flete A Pie de Obra Sust Flete 152536.43Documento4 páginas2.1 Presupuesto Partidas C Recurso Que Cuentan Flete A Pie de Obra Sust Flete 152536.43Luciano RamosAún no hay calificaciones
- SITUACIÓN ACTUAL DE LOS GRANOS BASICOS EN HONDURAS (Noviembre de 2017)Documento68 páginasSITUACIÓN ACTUAL DE LOS GRANOS BASICOS EN HONDURAS (Noviembre de 2017)joe cariAún no hay calificaciones
- Publicacion Reporte T MEC 2020 ConsolidadoDocumento116 páginasPublicacion Reporte T MEC 2020 ConsolidadoLaRepublica DigitalAún no hay calificaciones
- Respuesta Caso Sushi Itto PDFDocumento5 páginasRespuesta Caso Sushi Itto PDFNOHORA SMITH RODRIGUEZ CRUZAún no hay calificaciones
- Cuadernos Del Sur 38-39 - Enero-Diciembre 2015. Año 20Documento123 páginasCuadernos Del Sur 38-39 - Enero-Diciembre 2015. Año 20AmairaniPeñaGodinezAún no hay calificaciones
- Presentacion Economica Tienda ComunalDocumento8 páginasPresentacion Economica Tienda ComunalCONJUNTO CASTAÑOAún no hay calificaciones
- Exposicion de GloriaDocumento15 páginasExposicion de GloriaAlexandra CorralesAún no hay calificaciones
- Informe de DamperDocumento9 páginasInforme de DamperLYSELVI SAROSHINIE VALQUI HUAMANAún no hay calificaciones
- 1 Manual Caja Chica (Modelo)Documento5 páginas1 Manual Caja Chica (Modelo)José E SantistebanAún no hay calificaciones