También podría gustarte
- Tabla de Entalpías, Energía Libre de Gibbs y EntropíaDocumento3 páginasTabla de Entalpías, Energía Libre de Gibbs y Entropíadavid morocho71% (14)
- Conformado y curvado en la fabricación de tuberías. FMEC0108De EverandConformado y curvado en la fabricación de tuberías. FMEC0108Aún no hay calificaciones
- Semana 15 (Cuarto Avance)Documento180 páginasSemana 15 (Cuarto Avance)Estrella Cavero100% (1)
- Implementacion de Torno Paralelo de 3 Mts de Banaca en El Taller de Mant...Documento33 páginasImplementacion de Torno Paralelo de 3 Mts de Banaca en El Taller de Mant...Enzo Solis PerezAún no hay calificaciones
- Materiales refractarios y su aplicación en la industria siderúrgicaDocumento15 páginasMateriales refractarios y su aplicación en la industria siderúrgicaBrayan Sanchez Correa100% (2)
- Pasta CerámicaDocumento8 páginasPasta Cerámicalisbeth camachoAún no hay calificaciones
- Procesos de Formado y Recubrimiento de MetalesDocumento22 páginasProcesos de Formado y Recubrimiento de MetalesArturo ZacariasAún no hay calificaciones
- Trabajo Final de Tratamientos TermicosDocumento21 páginasTrabajo Final de Tratamientos TermicosdanielAún no hay calificaciones
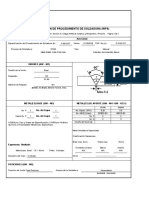
- Formato WpsDocumento2 páginasFormato Wpsraul gonzalezAún no hay calificaciones
- Hornos de inducción: principales características y partesDocumento12 páginasHornos de inducción: principales características y partesJake Nando Gomez PapelAún no hay calificaciones
- Perfil CadweldDocumento10 páginasPerfil CadweldWilmerAún no hay calificaciones
- Soldadura Artistica Con TermoplasticosDocumento22 páginasSoldadura Artistica Con TermoplasticosAngela Choque LuqueAún no hay calificaciones
- Trabajo de Solidificacion N1Documento72 páginasTrabajo de Solidificacion N1Josue Romero FAún no hay calificaciones
- Soldadura Artistica Con TermoplasticosDocumento21 páginasSoldadura Artistica Con TermoplasticosAngelaAún no hay calificaciones
- Materiales cerámicos en ingeniería industrialDocumento27 páginasMateriales cerámicos en ingeniería industrialAlvaro Zapata RicaldeAún no hay calificaciones
- Trabajo No. 4 - Goretty Gonzalez y Maria Lucia OlarteDocumento35 páginasTrabajo No. 4 - Goretty Gonzalez y Maria Lucia OlarteMaria Lucia Olarte PeñaAún no hay calificaciones
- CUBILOTEDocumento37 páginasCUBILOTELaura Daniela Cuervo LancherosAún no hay calificaciones
- Cementacion TermicaDocumento13 páginasCementacion Termicaronald millanAún no hay calificaciones
- Tuberías, válvulas y accesorios para fontaneríaDocumento35 páginasTuberías, válvulas y accesorios para fontaneríaMaria Lucia Olarte PeñaAún no hay calificaciones
- Estudio soldabilidad acero inoxidable súper duplex SMAWDocumento57 páginasEstudio soldabilidad acero inoxidable súper duplex SMAWchiliano23Aún no hay calificaciones
- Super Al Eaci OnesDocumento19 páginasSuper Al Eaci OnesClavo zaraiAún no hay calificaciones
- REVENIDODocumento13 páginasREVENIDOMaricielo SagumaAún no hay calificaciones
- Materiales Fundiciones y Normalizacion FinalDocumento34 páginasMateriales Fundiciones y Normalizacion FinalAnonymous iPIihvtBAún no hay calificaciones
- Fabricación tuberías sin costuraDocumento17 páginasFabricación tuberías sin costuraSara MontoyaAún no hay calificaciones
- Procesos de SoldaduraDocumento19 páginasProcesos de SoldaduraJosue LaraAún no hay calificaciones
- Tipos de Acero y Su FabricaciónDocumento20 páginasTipos de Acero y Su FabricaciónHolmanJosephCandiaSantoyoAún no hay calificaciones
- Laboratorio 4 SolidificaciónDocumento12 páginasLaboratorio 4 SolidificaciónISCOAún no hay calificaciones
- Tratamiento TermicoDocumento28 páginasTratamiento TermicomedyAún no hay calificaciones
- Tracción en Metales No AceradosDocumento51 páginasTracción en Metales No AceradosDavid VacaAún no hay calificaciones
- Endurecimiento Superficial Del AceroDocumento51 páginasEndurecimiento Superficial Del AceroAlejandro Martinez100% (1)
- Alberto Rey Ruiz PDFDocumento40 páginasAlberto Rey Ruiz PDFpedroAún no hay calificaciones
- Análisis de la implementación de pulvimetalurgia de aluminio en EcuadorDocumento15 páginasAnálisis de la implementación de pulvimetalurgia de aluminio en EcuadorGino Aguilera SotoAún no hay calificaciones
- EMPRESA MINERA DE Cu .Documento14 páginasEMPRESA MINERA DE Cu .Milan 9060Aún no hay calificaciones
- Documento PDFDocumento15 páginasDocumento PDFLuis papiAún no hay calificaciones
- Informe 6 - Fundicion y Colada IIDocumento21 páginasInforme 6 - Fundicion y Colada IISIMON MAMANI YUGARAún no hay calificaciones
- Informe Madera y AceroDocumento16 páginasInforme Madera y AceroEduardo Gastelo CayotopaAún no hay calificaciones
- Informe 1Documento17 páginasInforme 1Jose Villarreal OroscoAún no hay calificaciones
- Aislantes Electricos para Postes de Alta TenciónDocumento67 páginasAislantes Electricos para Postes de Alta TenciónAngela Rosa100% (1)
- Tarea 1 - Acero - V1Documento26 páginasTarea 1 - Acero - V1DIEGO ARMANDO MONTOYA MEREGILDOAún no hay calificaciones
- Aceros TrabajoDocumento16 páginasAceros TrabajoyordanAún no hay calificaciones
- Informe Soldadura Por ExplosiónDocumento7 páginasInforme Soldadura Por ExplosiónSebastián VillacísAún no hay calificaciones
- PulvimetalurgíaDocumento144 páginasPulvimetalurgía•Min Sempai•Aún no hay calificaciones
- TF Gerencia Tecnofil V8Documento48 páginasTF Gerencia Tecnofil V8Aiiditha Tkm Medina100% (1)
- Nfluencia de Los Gases de Protección de Soldadura PDFDocumento108 páginasNfluencia de Los Gases de Protección de Soldadura PDFWalterAún no hay calificaciones
- Manual Tecnico Solar TermicolDocumento58 páginasManual Tecnico Solar Termicoljesusjgl67% (3)
- Proceso de recristalización de acero laminado en fríoDocumento15 páginasProceso de recristalización de acero laminado en fríoMARCO ANTONIO CAMPOS MERMAAún no hay calificaciones
- Tratamientos térmicos del acero: clasificación, recocido, temple y revenidoDocumento22 páginasTratamientos térmicos del acero: clasificación, recocido, temple y revenidoedilzon angelezAún no hay calificaciones
- Procesos de Producción del AceroDocumento22 páginasProcesos de Producción del AceroDIEGO ARMANDO MONTOYA MEREGILDOAún no hay calificaciones
- FUNDIDODocumento24 páginasFUNDIDOJUAN CAMILO RINCON CHAMORROAún no hay calificaciones
- Informe de TunjaDocumento20 páginasInforme de TunjaGabriela TorresAún no hay calificaciones
- Proceso de Laminado - FinalDocumento72 páginasProceso de Laminado - FinalPedro Jose RojasAún no hay calificaciones
- Soldadura por espárragos: fundamentos, tipos y aplicacionesDocumento15 páginasSoldadura por espárragos: fundamentos, tipos y aplicacionesApfata D MAAún no hay calificaciones
- Fabricación tuberías sin costuraDocumento18 páginasFabricación tuberías sin costuraSara MontoyaAún no hay calificaciones
- Trabajo de Inv Grupal - Diseño en Acero y MaderaDocumento23 páginasTrabajo de Inv Grupal - Diseño en Acero y MaderaKenyi LuisAún no hay calificaciones
- Materiales Métalicos PDFDocumento23 páginasMateriales Métalicos PDFRonald CáceresAún no hay calificaciones
- TEMA10 Materiales CerámicosDocumento24 páginasTEMA10 Materiales CerámicosWalter PetroliAún no hay calificaciones
- Soldadura por arco sumergido: proceso y aplicacionesDocumento78 páginasSoldadura por arco sumergido: proceso y aplicacionesnico10_thebestAún no hay calificaciones
- Procesos de Fabricacion de Engranaje RectoDocumento8 páginasProcesos de Fabricacion de Engranaje RectoHeber Kelvin Perez EspinalAún no hay calificaciones
- Caracterización Electroquímica de Una Soldadura Con Interaccion Electromagnetica de Baja Intensidad Del Acero Inoxidable Austenítico 321Documento41 páginasCaracterización Electroquímica de Una Soldadura Con Interaccion Electromagnetica de Baja Intensidad Del Acero Inoxidable Austenítico 321Paulina LoeAún no hay calificaciones
- Soldadura en el montaje de tuberías. FMEC0108De EverandSoldadura en el montaje de tuberías. FMEC0108Calificación: 3.5 de 5 estrellas3.5/5 (3)
- UF1722 - Organización y gestión de las operaciones de cocción de productos cerámicosDe EverandUF1722 - Organización y gestión de las operaciones de cocción de productos cerámicosAún no hay calificaciones
- Oficios Artísticos. Forja: Las técnicas de la forja explicadas paso a pasoDe EverandOficios Artísticos. Forja: Las técnicas de la forja explicadas paso a pasoCalificación: 5 de 5 estrellas5/5 (1)
- Métodos de unión y desunión de elementos fijos estructurales. TMVL0309De EverandMétodos de unión y desunión de elementos fijos estructurales. TMVL0309Calificación: 5 de 5 estrellas5/5 (1)
- Alto HornoDocumento6 páginasAlto Hornosteven hernandezAún no hay calificaciones
- Manifestaciones sonoras y su relación con la identidadDocumento10 páginasManifestaciones sonoras y su relación con la identidadsteven hernandezAún no hay calificaciones
- Cómo escuchar música y aprender sobre paisajes sonorosDocumento1 páginaCómo escuchar música y aprender sobre paisajes sonorossteven hernandezAún no hay calificaciones
- UntitledDocumento1 páginaUntitledsteven hernandezAún no hay calificaciones
- UntitledDocumento1 páginaUntitledsteven hernandezAún no hay calificaciones
- Humanidades Reto 3Documento1 páginaHumanidades Reto 3steven hernandezAún no hay calificaciones
- Reto 1-HumanidadesDocumento10 páginasReto 1-Humanidadessteven hernandezAún no hay calificaciones
- Reto 1-HumanidadesDocumento10 páginasReto 1-Humanidadessteven hernandezAún no hay calificaciones
- UntitledDocumento2 páginasUntitledsteven hernandezAún no hay calificaciones
- Manifestaciones sonoras y su relación con la identidadDocumento10 páginasManifestaciones sonoras y su relación con la identidadsteven hernandezAún no hay calificaciones
- Ficha Tecnica Cabecero Horizontal Hospitalario ArigmedDocumento2 páginasFicha Tecnica Cabecero Horizontal Hospitalario ArigmedWilson CepedaAún no hay calificaciones
- Superconductor EsDocumento2 páginasSuperconductor EsDíazGozueAún no hay calificaciones
- Formulario MaquinadosDocumento32 páginasFormulario MaquinadosMulan FridaAún no hay calificaciones
- Presentación 29 de AbrilDocumento6 páginasPresentación 29 de AbrilDONALDO LOPEZ MEDINAAún no hay calificaciones
- Tec de Los MaterialesDocumento10 páginasTec de Los MaterialesSebastian ladrón de guevara fernandezAún no hay calificaciones
- LitioDocumento3 páginasLitioThomas ManzoAún no hay calificaciones
- Yacimientos epitermales de alta y baja sulfuraciónDocumento8 páginasYacimientos epitermales de alta y baja sulfuraciónsoleAún no hay calificaciones
- Procesos de fundición enDocumento2 páginasProcesos de fundición enMayllaAún no hay calificaciones
- Análisis comparativo de la velocidad de corrosión por picadura de los aceros inoxidables AISI 304L y AISI 201Documento67 páginasAnálisis comparativo de la velocidad de corrosión por picadura de los aceros inoxidables AISI 304L y AISI 201IQCALLANAún no hay calificaciones
- Peninsular Tubos para Altas Temperaturas y Ambientes CorrosivosDocumento4 páginasPeninsular Tubos para Altas Temperaturas y Ambientes CorrosivosCARLOS SARMIENTOAún no hay calificaciones
- Obduro Helicoidal TuercaDocumento30 páginasObduro Helicoidal TuercaVictorTintayaMedinaAún no hay calificaciones
- Soldabilidad Del Aluminio y Sus AleacionesDocumento24 páginasSoldabilidad Del Aluminio y Sus Aleacionesnorton100% (3)
- Taller 1 Materiales 2018 - FUNDACIÓN UNIVERSITARIA CATÓLICA LUMEN GENTIUMDocumento2 páginasTaller 1 Materiales 2018 - FUNDACIÓN UNIVERSITARIA CATÓLICA LUMEN GENTIUMdiego andres correa camargoAún no hay calificaciones
- FumacaDocumento26 páginasFumacaLucas DevesaAún no hay calificaciones
- Catalogo Resistencias Calefactoras PDFDocumento140 páginasCatalogo Resistencias Calefactoras PDFNicolás Romía100% (2)
- ARTICULO: 2224 Válvula de Aguja Extremos Roscados. Threaded Ends Needle ValveDocumento3 páginasARTICULO: 2224 Válvula de Aguja Extremos Roscados. Threaded Ends Needle ValveRosa PerezAún no hay calificaciones
- Ricardo Ledesma Pe ADocumento11 páginasRicardo Ledesma Pe ADiego EsquivelAún no hay calificaciones
- Dannubio BrochureDocumento33 páginasDannubio BrochureDiana Arq 28Aún no hay calificaciones
- Planilla de Metrados de PtapDocumento14 páginasPlanilla de Metrados de PtapLUIS JOEL MACEDO MOLLAPAZAAún no hay calificaciones
- BM TuberíasDocumento14 páginasBM TuberíasSaid GonzálezAún no hay calificaciones
- Separacion PB CuDocumento26 páginasSeparacion PB Curodolfom664Aún no hay calificaciones
- Diseño y Construcción de Un Horno de Crisol para Aleaciones No FerrosasDocumento159 páginasDiseño y Construcción de Un Horno de Crisol para Aleaciones No FerrosasgqmwilsonAún no hay calificaciones
- Horno CubiloteDocumento10 páginasHorno CubiloteNICOLE ARIANA RETANA ALVAREZAún no hay calificaciones
- 031 Pintaciv GrafitoDocumento2 páginas031 Pintaciv GrafitoFernando ArzateAún no hay calificaciones
- Ejercicios de Nomenclatura 2009-2Documento3 páginasEjercicios de Nomenclatura 2009-2ShuletAR10Aún no hay calificaciones
- Test 1Documento2 páginasTest 1Christian Quispe DiazAún no hay calificaciones