Documentos de Académico
Documentos de Profesional
Documentos de Cultura
Plan de Mantenimiento v1 PDF
Cargado por
Alexy BordonesTítulo original
Derechos de autor
Formatos disponibles
Compartir este documento
Compartir o incrustar documentos
¿Le pareció útil este documento?
¿Este contenido es inapropiado?
Denunciar este documentoCopyright:
Formatos disponibles
Plan de Mantenimiento v1 PDF
Cargado por
Alexy BordonesCopyright:
Formatos disponibles
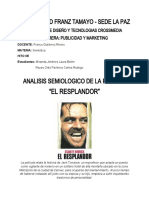
Plan de Mantenimiento
Asignatura: Mantenimiento de Sistemas Industriales Automatizados
Sección: V-IRA-N3-P1-C1
Nombre del académico: Pedro León Gallo Paredes
Nombre de los integrantes del grupo:
• Jenny Andia
• Melissa Barcaya
• Paolo Barraza
• Yhon Coro
Fecha de entrega: 30 de Mayo 2022
Evaluación de Procesos Automatizados
1
Tabla de contenido
I. Introducción ............................................................................................................................ 6
Tabla 1 ........................................................................................................................................ 6
II. Objetivos: ................................................................................................................................ 7
Objetivo General: ........................................................................................................................ 7
Objetivo Específico: .................................................................................................................... 7
III. Desarrollo: ........................................................................................................................... 8
1. Estanque de Agua ................................................................................................................ 8
Figura 1: Vista General Sistema Automatizado de llenado y vaciado de estanque ................... 8
1.1 Funcionamiento: ................................................................................................................... 8
2. Frecuencia de Fallas............................................................................................................. 9
Figura 2: Primer fallo: fugas ........................................................................................................ 9
2.1 Primer fallo: Fugas ........................................................................................................... 9
2.2 Segundo fallo: Uso Indebido de Sellantes. ..................................................................... 10
2.3 Tercer fallo: Daños de Cavitación: ................................................................................. 10
2.3.1 La bomba enciende, pero no hay flujo de agua ............................................................... 11
2.3.2 La bomba enciende y hay flujo de agua, pero no hay suficiente presión ........................ 11
2.3.3 La bomba arranca repetitivamente ................................................................................. 11
2.3.3.1 Sobrecarga eléctrica...................................................................................................... 11
2.3.3.2 Baja resistencia ............................................................................................................. 11
2.3.3.3 Contaminación .............................................................................................................. 12
2.3.3.4 Los 9 puntos para verificar y evitar fallos en motores eléctricos .................................. 12
3. Tiempo de reparación. ...................................................................................................... 12
3.1 ¿Cada cuánto tiempo se debe hacer mantención a los estanques de agua? ................ 12
3.1.1 Mantención del estanque .......................................................................................... 12
3.2 ¿ Cada cuánto tiempo se debe realizar mantención? .................................................... 13
9.1 Fórmula: ......................................................................................................................... 14
Figura 3 ..................................................................................................................................... 14
9.2 Motor Eléctrico: ............................................................................................................. 14
Figura 4 ..................................................................................................................................... 14
9.3 Estanque: ....................................................................................................................... 15
Evaluación de Procesos Automatizados
2
Figura 5 ..................................................................................................................................... 15
9.4 Electrobomba:................................................................................................................ 15
Figura 6 ..................................................................................................................................... 15
4. Procedimiento de trabajo. ................................................................................................. 16
4.1 Objetivo ......................................................................................................................... 16
5. Minimizar el riesgo: identificar los equipos eléctricos, implementar un programa de
monitoreo. ................................................................................................................................ 16
5.1 Riesgos Asociados en la Actividad y Medidas de Control ............................................. 16
Tabla 2 ...................................................................................................................................... 16
Tabla 3 ...................................................................................................................................... 17
Tabla 4 ...................................................................................................................................... 17
Tabla 5 ...................................................................................................................................... 18
Tabla 6 ...................................................................................................................................... 18
Tabla 7 ...................................................................................................................................... 18
Tabla 8 ...................................................................................................................................... 19
Tabla 9 ...................................................................................................................................... 19
Tabla 10 .................................................................................................................................... 19
Tabla 11 .................................................................................................................................... 20
Tabla 12 .................................................................................................................................... 20
Tabla 13 .................................................................................................................................... 21
5.2 Riesgos Psicosociales ..................................................................................................... 21
5.3 Condiciones existentes antes del Trabajo ...................................................................... 21
6. Disponibilidad del equipo. ................................................................................................. 22
6.1 Disponibilidad inherente ................................................................................................ 22
Figura 7 ..................................................................................................................................... 22
7. Efectividad de la mantención. ........................................................................................... 23
Figura 8 ..................................................................................................................................... 23
7.1 Mantenimiento y Confiabilidad ..................................................................................... 23
7.2 Confiabilidad Operacional .............................................................................................. 23
7.3 Las Estrategias de Mantenimiento y la Efectividad de las intervenciones..................... 24
7.4 La Gestión de Mantenimiento: la Efectividad de las intervenciones ............................. 24
7.5 Las Buenas Prácticas y la Falla Autoinducida ................................................................. 26
Evaluación de Procesos Automatizados
3
8. Gestionar la disponibilidad de los repuestos. .................................................................... 26
8.1 Documentación .............................................................................................................. 27
8.2 Organización sistemática ............................................................................................... 27
8.3 Objetivo de la Optimización de Inventarios ................................................................... 28
Figura 9 ..................................................................................................................................... 29
8.4 Metodologías y herramientas aplicables y/o Complementarias ................................... 29
8.4.1. Análisis ABC ................................................................................................................ 29
Figura 10 ................................................................................................................................... 30
8.4.2. Repuestos Centrado en Confiabilidad (RCC) .............................................................. 30
Figura 11 ................................................................................................................................... 30
8.4.3. ¿Qué cantidad de repuesto es requerido en inventario?........................................... 31
Figura 12 ................................................................................................................................... 32
Figura 13 ................................................................................................................................... 32
8.4.4. Número óptimo de repuestos (optimización costo-riesgo) ....................................... 32
Figura 14 ................................................................................................................................... 33
8.4.5. Variables requeridas para aplicar el OCR ................................................................... 33
8.4.5.1 Capacidad Instalada: ............................................................................................... 33
8.4.5.2 Costos de Compra y de Pertenencia: ...................................................................... 34
8.4.5.3 Costo Capital: consiste en el costo capital determinado por la corporación. ........ 34
8.4.5.4 Consecuencias de la Indisponibilidad: .................................................................... 34
8.4.5.5 Tiempo de Reabastecimiento: ................................................................................ 35
Figura 15 ................................................................................................................................... 35
9 La capacitación del personal cada año. ............................................................................. 36
9.5 Cursos básicos: ............................................................................................................... 36
9.5.1 Primeros Auxilios ........................................................................................................ 36
9.5.2 Primeros auxilios en heridas simples: ........................................................................ 36
Figura 16 ................................................................................................................................... 36
9.5.3 Uso de manejo de extintores: .................................................................................... 36
9.5.3.1 Tipos de extintores: ................................................................................................ 37
Figura 17 ................................................................................................................................... 37
9.5.4 ORP (Orientación en prevención de riesgos): ............................................................ 37
Evaluación de Procesos Automatizados
4
9.5.5 Programa de Capacitación Anual: .............................................................................. 38
Figura 18 ................................................................................................................................... 38
10 Pauta de mantención. .................................................................................................... 39
10.1.1 Mantenimiento de válvulas ........................................................................................ 39
Figura 19 ................................................................................................................................... 39
Figura 20 ................................................................................................................................... 40
Figura 21 ................................................................................................................................... 41
11 Determinar los procedimientos de trabajo basados en el RCM para los equipos críticos
y implementarlos en el sistema computarizado para el mantenimiento y manejo de activos. 42
11.1 Medida preventiva de control: ................................................................................... 42
Figura 22 ................................................................................................................................... 42
Figura 23 ................................................................................................................................... 43
IV. CONCLUSIÓN. .................................................................................................................... 44
V. BIBLIOGRAFÍA .................................................................................................................... 44
Evaluación de Procesos Automatizados
5
I. Introducción
Mantenimiento se define como el conjunto de actividades que tratan de compensar la
degradación que el tiempo y el uso provocan en equipos e instalaciones. Teniendo en cuenta
esta definición, se debe asegurar cuatro objetivos básicos: disponibilidad, fiabilidad, vida útil
y coste.
A lo largo de este informe se abordará los siguientes puntos:
ü Planificación:
1 Frecuencia de fallas.
2 Tiempo de reparación.
3 Procedimiento de trabajo.
4 Minimizar el riesgo: identificar los equipos eléctricos,
implementar un programa de monitoreo.
5 Disponibilidad del equipo.
6 Efectividad de la mantención.
7 Gestionar la disponibilidad de los repuestos.
8 La capacitación del personal cada año.
9 Pauta de mantención.
10 Determinar los procedimientos de trabajo basados en el RCM
para los equipos críticos y implementarlos en el sistema
computarizado para el mantenimiento y manejo de activos.
Tabla 1
Evaluación de Procesos Automatizados
6
II. Objetivos:
Objetivo General:
El objetivo fundamental de mantenimiento no es, contrariamente a lo que se cree y se practica
en muchos mantenimientos, reparar urgentemente las averías que surjan. Por lo que se tienen
cuatro objetivos que deben marcan y dirigir su trabajo, a continuación se podrán observar en
los objetivos específicos.
Objetivo Específico:
ü Cumplir un valor determinado de disponibilidad.
ü Cumplir un valor determinado de fiabilidad.
ü Asegurar una larga vida útil de la instalación en su conjunto, al menos acorde con el
plazo de amortización de la planta.
ü Conseguir todo ello ajustándose a un presupuesto dado, normalmente el presupuesto
óptimo de mantenimiento para esa instalación.
Evaluación de Procesos Automatizados
7
III. Desarrollo:
1. Estanque de Agua
Figura 1: Vista General Sistema Automatizado de llenado y vaciado de estanque
1.1 Funcionamiento:
Después de haber
visualizado cada parte del
diagrama, sin embargo, el
funcionamiento básicamente
consiste en lo siguiente:
A los costados del diagrama
en principio se puede
observar las botoneras (roja
y verde) de parada y partida
manuales respectivamente,
estás transcurren hasta las
bombas de agua,
posteriormente la válvula y
consecutivamente el
estanque de reserva independientemente (ciclo que se repite en ambos circuitos).
El circuito principal se encuentra en la parte central del diagrama, por lo que, en caso de emergencia, debido a fallas que intrínsecamente pueden
estar relacionar con las condiciones o acciones ejercidas por las personas, el circuito secundario se activará, y las vías transcurrirán antes del
tercer estanque.
Evaluación de Procesos Automatizados
8
2. Frecuencia de Fallas.
Conocer cuáles son los fallos más habituales en las bombas de agua es una
información interesante para llevar a cabo una revisión eficaz de este
componente. Algunos son fáciles de identificar y otros un poco más complicado.
Hoy en este post, os hablamos de los 6 fallos más comunes en las bombas de
agua.
Figura 2: Primer fallo: fugas
2.1 Primer fallo: Fugas
Que en una bomba de agua existan fugas es un fallo habitual, incluso en condiciones normales de
funcionamiento, puede haber pequeñas cantidades de líquido o vapor que salgan por la empaquetadura.
Las fugas en las bombas de agua pueden estar causadas por varios motivos.
Desgaste normal después de aproximadamente 50.000 Km-100.000 Km, dependiendo de las condiciones
de uso.
ü Contaminación del sistema de una proporción demasiado alta de agua
refrigeración, por ejemplo, por óxido, del grifo (calcificación).
depósitos, partículas de goma o plástico ü -Sobrepresión en el sistema de
que pueden penetrar en la refrigeración causada por válvulas de
empaquetadura. sobrepresión defectuosas que se
ü Uso de líquidos inadecuados para llenar encuentran en la tapa del radiador.
el sistema de refrigeración, o un líquido ü -Juntas de culata defectuosas a través de
con una relación de mezcla inadecuada, las cuales los gases de combustión
que en la mayoría de las ocasiones tiene presurizados entran en el sistema de
refrigeración.
Evaluación de Procesos Automatizados
9
2.2 Segundo fallo: Uso Indebido de Sellantes.
En numerosas ocasiones el uso indebido de sellantes provoca averías en la bomba de agua.
Concretamente, la aplicación de cantidades demasiado grandes de pasta de sellado hace que entren en el
sistema de refrigeración, donde puede penetrar en la empaquetadura y perjudicar la estanqueidad. La
consecuencia es que el refrigerante se sale por la zona del rodamiento de la bomba de agua y así se acaba
destruyendo el rodamiento.
2.3 Tercer fallo: Daños de Cavitación:
Por otro lado, se encuentra el fallo denominado daños de cavitación que suele estar originado por el uso
de refrigerantes inadecuados. La cavitación es un efecto físico producido por cambios bruscos en la presión
del fluido.
Las fuertes corrientes de líquido pueden formar burbujas de vacío, que a continuación pueden colapsar,
por ejemplo, en la pared de la carcasa.
daños de corrosión: Usar refrigerantes inadecuados también puede provocar daños de corrosión y
calcificación. Esto ocurre generalmente cuando el líquido refrigerante contiene demasiada agua
mineralizada.
Contaminación por Cuerpos Extraños: Este fallo Daños Mecánicos: Los daños mecánicos vienen
es una de las causas más frecuentes de daños en originados si no se respetan los pares de apriete
el circuito de refrigeración. La causa suele estar o si la tensión de la correa se ajusta demasiado
en las sustancias abrasivas (que atacan la alta. En las reparaciones es imprescindible
superficie), como el óxido, la cal o los abrasivos. utilizar herramientas y accesorios adecuados.
Los cuerpos abrasivos u otras partículas pueden Por ejemplo, hay que saber que los rodamientos
entrar en la corriente del refrigerante y causar de bolas y de rodillos son muy sensibles a los
daños considerables, como por ejemplo las golpes.
reparaciones en el motor o utilizar agua sucia.
Problemas más comunes con los equipos de bombeo son:
ü La bomba enciende, pero no hay flujo de agua
ü La bomba enciende y hay flujo de agua, pero no hay suficiente presión
ü La bomba arranca repetitivamente
ü La bomba no arranca
ü La bomba no para.
Evaluación de Procesos Automatizados
10
2.3.1 La bomba enciende, pero no hay flujo de agua
El problema más común es que la bomba encienda, pero que no haya flujo de agua en el edificio. En estos
casos, lo primero que se debe hacer es revisar que el tinaco o la cisterna tengan agua, pues la falta de flujo
se puede deber a que estas están vacías.
2.3.2 La bomba enciende y hay flujo de agua, pero no hay suficiente presión
Otro problema muy común es que la bomba encienda y haya flujo de agua, pero que la presión no sea
suficiente. Este problema se puede deber a que la rotación de la bomba está invertida, el interruptor de
presión está descalibrado, o a un aumento en el consumo de agua de la instalación.
2.3.3 La bomba arranca repetitivamente
Si la bomba arranca y para de manera repetitiva, esto es señal de que hay un problema que puede llegar
a ser muy dañino para el motor. Cuando esto sucede y no se debe a un falso contacto en las terminales de
conexión en el interruptor de presión, la causa más común es que el tanque precar La bomba no para
Otro problema común es que la bomba arranque, pero no para aun cuando no hay consumo de agua. La
causa de este problema es un interruptor de presión dañado o descalibrado. Gado esta reventado.
En motores eléctricos que se pueden presentar tanto en equipos trifásicos y monofásicos de inducción son
las siguientes:
ü Fusibles quemados. ü Tapas mal montadas.
ü Chumaceras o cojines desgastados. ü Eje torcido.
ü Interrupción de alguna fase. ü Barras del rotor flojas.
ü Sobrecargas. ü Condensador defectuoso (en motores
ü Fases invertidas. monofásicos con condensador).
ü Corto circuito. ü Interrupción en el debando de arranque
ü Conexiones internas erróneas. (en motores monofásicos).
ü Contactos a tierra de los devanados. ü Interrupción en el devanado de trabajo
ü Cojines excesivamente apretados. (en motores monofásicos).
2.3.3.1 Sobrecarga eléctrica
La sobrecarga eléctrica es causada por un flujo de corriente excesivo dentro de los devanados del motor,
que excede la corriente de diseño que el motor puede transportar de manera eficiente y segura.
2.3.3.2 Baja resistencia
La causa más común de fallo de un motor eléctrico, y posiblemente la más difícil de superar, es la baja
resistencia. La baja resistencia es causada por la degradación del aislamiento del sobrecalentamiento
Evaluación de Procesos Automatizados
11
Alrededor del 55% de los fallos de aislamiento en los motores eléctricos ocurren debido al
sobrecalentamiento devanados debido a condiciones tales como sobrecalentamiento, corrosión o daños
físicos.
2.3.3.3 Contaminación
La contaminación por polvo, suciedad y productos químicos es una de las principales causas de fallo del
motor eléctrico. Los cuerpos extraños que se abren paso dentro del motor y pueden afectar a las pistas de
rodadura y las bolas de los cojinetes, lo que genera altos niveles de vibración y desgaste.
2.3.3.4 Los 9 puntos para verificar y evitar fallos en motores eléctricos
ü Limpieza general. ü El deterioro del aislamiento de los
ü Las condiciones eléctricas. devanados.
ü Las temperaturas ambientes elevadas y ü La condición del rotor.
la ventilación apropiada. ü El desgaste en los switches o
ü El alineamiento con la carga. interruptores.
ü La lubricación apropiada y el desgaste de ü El deterioro de los capacitores (en su
las chumaceras del motor y de la carga. caso).
3. Tiempo de reparación.
3.1 ¿Cada cuánto tiempo se debe hacer mantención a los estanques de agua?
3.1.1 Mantención del estanque
Dentro de los daños más comunes en los estanques de agua potable están: corrosión interna producto de
la decantación de agua en el fondo del estanque; acumulación de sedimentos como bacterias, virus y
hongos patógenos; grietas y perdida de impermeabilización.
Estos son los puntos principales que se deben tratar en la mantención de los estanques:
Para evitar el problema de la corrosión se aplica revestimiento protector en las paredes y techos del
estanque, además de recubrir el fondo de este mismo.
ü La pérdida de impermeabilización produce filtraciones que facilitarán la colonización de
microorganismos. La mayoría de las bacterias y microorganismos que contaminan el agua es
debido a que los estanques no reciben las mantenciones periódicas correspondientes.
ü Aplicación correcta de cloro establecida en las normas sanitarias. El incumplimiento de esta norma
o bien por la pérdida de cloro por no renovación del agua, provoca la contaminación de esta
misma. Según las normativas por cada litro de agua se deben utilizar entre 0.3 y 0.5 ppm de cloro
activo. Menos de esta cantidad sería insuficiente para la eliminación de algas, hongos y materia
orgánica en general.
Evaluación de Procesos Automatizados
12
ü Luego de la mantención, limpieza y sanitización de los estanques, se envía al laboratorio muestras
del agua para un análisis bacteriológico que asegure que el agua es apta para el consumo humano.
3.2 ¿ Cada cuánto tiempo se debe realizar mantención?
Para asegurar la salubridad el agua se recomienda:
Realizar inspecciones o mantenciones preventivas cada 3 meses y a sus instalaciones.
Como exigencia del Seremi de Salud, cada 6 meses se debe realizar una limpieza y sanitización de los
estanques de agua.
Y por último, los filtros de agua se deben cambiar cada 2 años.
ü Instalación sobre torre Instalar el costados de la excavación con arena,
estanque sobre una superficie plana y compactar por capas sucesivas de 30 cm
amarrarlo por sus asas de forma cruzada hasta Solamente se puede enterrar el
al piso. modelo Extra Reforzado cubrir el
ü Venteo Entrada Despiche Salida Amarras estanque.
de sujeción ü Venteo Superficie Compacta 20 cm
ü Instalación sobre suelo u hormigón Arena Losa de Hormigón Conectar las
Venteo Entrada Despiche Instalar el tuberías de entrada / salida / rebase del
estanque sobre una base, superficie estanque según lo proyectado.
plana compacta libre piedras u objetos ü Terminar el relleno de la excavación con
punzantes (capa de arena bien una capa de tierra, para uniformar la
compactada o base de cemento) capaz superficie de la excavación con la del
de soportar el peso del estanque lleno terreno natural.
con agua. ü El espesor de relleno sobre el estanque,
ü Instalación bajo tierra (Enterrado) por construcción, no debe ser superior a
Realizar una excavación donde las 30 cm (altura de la escotilla).
dimensiones deben ser 20 cm más ü En caso contrario, realizar una losa sobre
grande a las dimensiones del estanque. el estanque y apoyarla sobre el terreno
Llenar el fondo con una capa natural (Consulte nuestro Manual de
compactada de arena ( o losa de Instalación) Recomendaciones Incluir
hormigón en caso de terreno con napa). venteo en su estanque.
ü Instalar el estanque en el fondo y ü Para vaciar y limpiar, el estanque debe
Llenarlo con agua para permitir su contar con despiche.
nivelación y asentamiento. Rellenar los
Evaluación de Procesos Automatizados
13
ü Considerar rebalse y salidas de estanque entre las paredes de la excavación,
y válvulas. Consulte nuestro manual de posteriormente se debe sujetar el
instalación. 20 cm Arena, Instalación estanque con cintas imputrescibles de
EXTRA REFORZADO, Instalación bajo sujeción para evitar el desplazamiento
tierra en condiciones de Napa Alta por la napa.
Instalar el estanque sobre la losa de ü Venteo Cintas imputrescibles de sujeción
hormigón, con una distancia de 20 cm Losa de Hormigón.
9.1 Fórmula:
Figura 3
9.2 Motor Eléctrico:
1. Revisar visualmente cada parte del motor.
2. Detectar vibraciones.
3. Funcionamiento de los rodamientos.
4. Limpiar y lubricar periódicamente.
5. Probar el bobinado del motor.
3 2880 80 3
!"# = 0,000062 ) - ∗ 24 ) - ∗ 365 ) - = 0,0542 ) -
6 ∗ 2880 80 365 6 ∗ 365
#3! 500000 − 15000 6 ∗ 2880
0!1" = !! − = = 161.666,6(
" 3 3
3 3
0,0542 ) - ∗ 100(6) = 5,42 ) -
6 ∗ 365 365
161.666,6 6 ∗ 365
= 18,46 ) -
24 ∗ 365 3
Figura 4
Evaluación de Procesos Automatizados
14
9.3 Estanque:
1. Motor Eléctrico.
2. Válvulas.
3. Base de Sujeción.
4. Electrobomba.
5. Sensor de Nivel.
6. Conductores
3 4320 180 3
!"# = 0,000062 ) - ∗ 24 ) - ∗ 365 ) - = 0,0542 ) -
4 ∗ 4320 180 365 4 ∗ 365
#3! 500000 − 15000 4 ∗ 4430
0!1" = !! − = = 161.666,6(
" 3 3
3 3
0,0542 ) - ∗ 100(4) = 5,42 ) -
4 ∗ 365 365
161.666,6 4 ∗ 365
= 18,46 ) -
24 ∗ 365 3
Figura 5
9.4 Electrobomba:
7. Fugas y partes oxidadas.
8. Comprobar que los puntos de montaje son seguros.
9. Inspeccionar las bridas de la bomba para detectar fugas.
10.Inspeccionar los filtros.
3 4320 180 3
!"# = 0,000062 ) - ∗ 24 ) - ∗ 365 ) - = 0,0542 ) -
4 ∗ 4320 180 365 4 ∗ 365
#3! 500000 − 15000 4 ∗ 4430
0!1" = !! − = = 161.666,6(
" 3 3
3 3
0,0542 ) - ∗ 100(4) = 5,42 ) -
4 ∗ 365 365
161.666,6
=
24 ∗ 365
Figura 6
Evaluación de Procesos Automatizados
15
4. Procedimiento de trabajo.
4.1 Objetivo
Establecer de forma eficiente, eficaz y segura de reparación, mantenimiento de bombas, compresores,
turbinas. Deberá ser dado a conocer a todo el personal directo e indirecto que estén involucrados en
la actividad, con el fin de controlar los riesgos y tomar las medidas preventivas para la ejecución segura
de las actividades.
Ø Cumplir con las leyes nacionales e internacionales, Reglamentos y decretos; que rigen la materia
en seguridad higiene y ambiente.
Ø Promover la puesta en práctica de acciones predictivas, preventivas y correctivas que disminuyan
los riesgos, a nivel organizativo de las actividades que se desarrollan.
Ø Establecer un plan definido de las actividades diarias, que permitan controlar las condiciones y
actos inseguros.
Ø Evitar:
ü Daños a equipos, maquinarias y edificaciones.
ü Lesiones al personal.
ü Daños al medio ambiente.
5. Minimizar el riesgo: identificar los equipos eléctricos, implementar un programa de monitoreo.
5.1 Riesgos Asociados en la Actividad y Medidas de Control
MEDIDAS PREVENTIVAS
Los trabajos de electricidad solo podrán ser ejecutados
Shock Eléctrico
En la realización del trabajo se está expuesto por el personal autorizado.
a riesgo por shock eléctrico mediante tales Usar equipo de protección personal tales como: Guantes
agentes: equipos energizados, cableado, de puntos PVC tejidos/ guantes carnaza, casco de
tuberías eléctricas y otros componentes seguridad, botas de seguridad, braga, lentes de seguridad,
eléctricos. Dicho riesgo puede causar los protección auditiva.
siguientes efectos probables a la salud: Uso GFCI para los equipos eléctricos
perdida de extremidades, quemaduras
Verificar extensiones y conexiones eléctricas.
eléctricas, ceguera parcial o total, asfixia,
Verificar los equipos eléctricos/rotativos antes de
incapacidad temporal o permanente y la
utilizarlos.
muerte.
Evitar actos y condiciones inseguras.
Tabla 2
Evaluación de Procesos Automatizados
16
RIESGOS MEDIDAS PREVENTIVAS
Caída a Otro Nivel Antes de iniciar cualquier actividad todos los trabajadores
En la realización del trabajo se está expuesto a deben analizar la actividad y conocer los riesgos a los que
riesgo de caída a otro nivel mediante tales van a estar expuestos durante la ejecución de la actividad.
agentes: ascensores, estructuras o andamios, El personal que vaya a realizar trabajos en altura debe
escaleras y otro sistema de altura. Dicho riesgo chequearse diariamente la tensión arterial antes de iniciar
puede causar los siguientes efectos probables a
la actividad.
la salud: fracturas, esguinces o torceduras,
A partir de 1.50 m de altura, el trabajador debe colocarse
contusiones, hematomas, incapacidad
un arnés con doble eslinga, para la realización de cualquier
temporal o permanente y la muerte.
actividad.
Usar equipo de protección personal tales como: Guantes
de puntos PVC tejidos, casco de seguridad, botas de
seguridad, braga, lentes de seguridad, protección auditiva
y respiratoria.
Antes de entrar a planta los trabajadores deben
inspeccionar que las máscaras y los cartuchos se
encentren en buenas condiciones.
Mantener las áreas de trabajo libres de objetos, cables u
otro agente de riego y limpias de cualquier sustancia
resbaladiza.
Concentrarse en la actividades a ejecutar
Evitar juegos pesados
Tabla 3
RIESGOS MEDIDAS PREVENTIVAS
Explosión Muestreo de niveles de inflamabilidad.
En la realización del trabajo se está expuesto al Usar equipo de protección personal tales como:
riesgo de explosión, mediante tales agentes: Guantes de puntos PVC tejidos, casco de seguridad,
utilización de equipos que generen fuentes de botas de seguridad, braga, lentes de seguridad,
ignición (soldadura, oxicorte, esmerilado, etc.). protección auditiva y respiratoria.
Dicho riesgo puede causar los siguientes efectos
Usar herramientas manuales de bronce
probables a la salud: quemaduras, contusiones,
conmoción cerebral, desmayo. Verificar el procedimiento de loto, en todos las
sistema asociados al equipo a intervenir
Tabla 4
RIESGOS MEDIDAS PREVENTIVAS
Caída al Mismo Nivel Mantener las áreas de trabajo libres de objetos,
En la realización del trabajo se está expuesto a cables u otro agente de riesgo y limpias de
riesgo de caída al mismo nivel mediante tales cualquier sustancia resbaladiza.
agentes: herramientas en el piso, piezas Usar equipo de protección personal tales como:
mecánicas, bote de lubricantes (aceites, grasas, Guantes de puntos PVC tejidos, casco de seguridad,
etc.), cables eléctricos, etc. Dicho riesgo puede botas de seguridad, braga, lentes de seguridad,
causar los siguientes efectos probables a la protección auditiva y respiratoria.
Evaluación de Procesos Automatizados
17
salud: hematomas, contusiones, dislocaciones, Mantener diariamente el área de trabajo limpia y
excoriaciones, esguinces o torceduras, fracturas, ordenada.
incapacidad temporal o permanente y la muerte. Concentrarse en el trabajo.
No correr.
Tabla 5
RIESGOS MEDIDAS PREVENTIVAS
Golpeado Por Realizar una secuencia de actividades de trabajo de
En la realización del trabajo se está expuesto a modo seguro y confiable.
riesgo golpeado por, mediante tales agentes: Usar equipo de protección personal tales como:
caída de herramientas, piezas mecánicas, láminas Guantes de puntos PVC tejidos, casco de seguridad,
de acero, traslado de partes o piezas, etc. Dicho botas de seguridad, braga, lentes de seguridad,
riesgo puede causar los siguientes efectos protección auditiva y respiratoria.
probables a la salud: hematomas, contusiones,
raspaduras, heridas cortantes, fracturas, Mantener el orden y limpieza del área o lugar de
incapacidad temporal o permanente y la muerte. trabajo.
Tabla 6
RIESGOS MEDIDAS PREVENTIVAS
Aprisionamiento • Mantenerse atento a la actividad que realiza en
En la realización del trabajo se está expuesto al todo momento.
riesgo aprisionamiento, mediante tales agentes: • Evitar actos y condiciones inseguras
piezas mecánicas voluminosas, estructura. Dicho
riesgo puede causar los siguientes efectos • Usar equipo de protección personal tales como:
probables a la salud: amputaciones, abrasión, Guantes de puntos PVC tejidos, casco de seguridad,
laceración, raspaduras, incapacidad temporal o botas de seguridad, braga, lentes de seguridad,
permanente. protección auditiva y respiratoria.
• Asegurar bien las herramientas con mecatillo.
Verificar que los equipos estén bien asegurados
Tabla 7
Evaluación de Procesos Automatizados
18
RIESGOS MEDIDAS PREVENTIVAS
Ruido Utilizar la protección auditiva adecuada y asegúrate
La explosión al ruido puede producirte daños de que este bien ajustad.
severos al auditivo, no tiene que producir Usa los protectores auditivos antes de entrar al área
incomodidad o distracción para que cause daño, donde se encuentra el nivel de ruido
ya que podrías sufrir una gradual disminución Evitar colocarse tapones con las manos sucias.
auditiva sin tener conocimiento de ello. L perdida
de la audición no solo es originada por ruidos Mantener con los protectores auditivos mientras te
intensos sino también por exposición prolongadas encuentras en el área ruidosa
a ruidos.
Tabla 8
RIESGOS MEDIDAS PREVENTIVAS
Temperatura Abrir válvulas de drenaje, bridas o equipos, a menos
En la realización del trabajo se está expuesto al que este autorizado.
riesgo, mediante tales agentes Puede producir No tocar cualquier tubería o estructura metálica de
alteraciones en el mecanismo termorregulador equipos a menos que tengas la certeza de que esta
del organismo, por la pérdida de agua del mismo. no se encuentren caliente.
Las quemaduras pueden ocurrir al abrir las Usa botas, guantes, traje y delantal contra el calor
bridas, válvulas de drenaje y equipos que cuando exista la posibilidad de explosión a líquidos o
contenga sustancias a temperaturas extremas líneas calientes.
(altas o bajas), cuando ocurren partes en calientes
Utilizar braga manga larga para evitar quemaduras.
como: tuberías, bombas, motores.
Utilizar guante caña larga cuando amerite la
actividad.
Tabla 9
RIESGOS MEDIDAS PREVENTIVAS
Atrapado Por / Entre / Aplastamiento Mantenerse atento a la actividad que se esté
En la realización del trabajo se está expuesto al ejecutando.
riesgo atrapado en / entre / debajo, mediante Atender indicaciones de seguridad.
tales agentes: desniveles, equipos eléctricos,
montacargas, equipos en movimiento, izamiento Consultar documentación y procedimiento de
de cargas. Dicho riesgo puede causar los seguridad
siguientes efectos probables a la salud: abrasión, Usar equipo de protección personal tales como:
raspaduras, amputaciones, asfixias, Guantes de puntos PVC tejidos, casco de seguridad,
estrangulamiento, contusiones, conmoción botas de seguridad, braga, lentes de seguridad,
cerebral, incapacidad temporal o permanente y la protección auditiva y respiratoria.
muerte. Evitar colocar las manos / dedos en puntos de
atrapados.
Tabla 10
Evaluación de Procesos Automatizados
19
RIESGOS MEDIDAS PREVENTIVAS
Levantamiento de Cargas Los equipos solo deben ser operados por el personal
En operaciones de levantamiento de cargas y capacitado y autorizado.
transporte de materiales se debe tomar en cuenta Asegurar con guías (mecates) o por otros medios, las
las siguientes medidas. tuberías, materiales o cualquier carga a transportar
o almacenar para mantenerlo nivelado o rueden.
Evitar montarse sobre estos materiales, ya que se
pueden deslizar y ocasionar accidentes
Evitar situarse entre la carga y cualquier objeto
contra el cual puedas ser atrapado.
Respetar la carga máxime de los equipos, ya que una
sobrecarga pueden originar el desprendimiento de
una de sus partes y ocasionarte graves lesiones.
Evitar dejar cargas suspendidas durante la jornada
de trabajo y al finalizar el trabajo.
Acordonar el radio de acción de la grúa
Asegurar que los accesorios como: eslingas,
grilletes, guayas, etc., estén en perfectas
condiciones de uso y soporten la carga aplicada.
Tabla 11
RIESGOS MEDIDAS PREVENTIVAS
Riesgos Ergonómicos Evitar levantar peso excesivo.
La inadecuada adaptación de los sistemas o
Toma los descansos que se conceden en el
medios de trabajo al trabajador, o viceversa,
transcurso de la de la jornada diaria de trabajo
constituyen factores ergonómicos capaces de
Al permanecer sentado, utiliza un respaldo, adopta
originar una disminución en el rendimiento
laboral y causar fatiga muscular, dolores, la posición que permita mantener la espalda recta y
calambres, etc., Algunos de estos factores son: trata de no permanecer en una sola posición por
Posturas y esfuerzos inadecuados: estas pueden tiempo prolongado.
producir lumbagos, calambres, espasmos, etc.
Tabla 12
RIESGOS MEDIDAS PREVENTIVAS
Riesgos Con Sustancias Químicas Sigue las recomendaciones de la hoja de datos de
La inadecuada manipulación de los productos seguridad del producto (Material Safety Data
químicos, puede producir efectos tóxicos sobre el Sheet MSDS) Solicitadas a tu supervisor.
organismo, tales como: Quemaduras Severas e Utiliza tu equipo de protección personal
irritación por inhalación, ingestión y/o contacto de adecuado, en caso de deterioro reemplazar.
sustancias irritantes con la piel, ojos vías respiratoria. Cuando trabaje con sustancias químicas conoce
Asfixia por explosión asfixiantes como el hidrogeno, la ubicación de los equipos de emergencia s
monóxido de carbono. Dermatitis o dermatosis por (ducha, fuentes, lavaojos, equipos de protección
irritantes primarios y/o sensibilizadores, producto de
Evaluación de Procesos Automatizados
20
exposiciones prolongados o agudas en la piel tales respiratoria) para que los utilices en el momento
como ácidos, detergentes, lubricante, aceites, grasas. que lo requieras.
Tabla 13
5.2 Riesgos Psicosociales
Son situaciones de origen social, familiar y laboral que te pueden enfrentar y que entre otras cosas, originar
condiciones de malestar, fatiga, ansiedad, apatía. Stress, disminución en el rendimiento de trabajo o
desmotivación. Entre estos tenemos:
ü Desconocimiento de la tarea ü Relaciones interpersonales inadecuadas
(IMPERICIA). y fallas en la Supervisión
ü Preocúpate por conocer tu trabajo y el ü Estas dan lugar a que el trabajador
método correcto para realizarlo, si tienes cometa fallas o se originen condiciones
dudas. Consulta antes de hacerlo. peligrosas durante la ejecución de las
ü Actitudes Inadecuadas. labores.
ü Si trabajas siempre siguiendo las normas, ü Medidas Preventivas
procedimientos y demás instrucciones, ü La relación con tu supervisor o con los
prestando atención y con sentido demás compañeros de trabajo debe ser
común, perteneces al grupo de las la más cordial posible, respetando las
personas pro – activas, esto es un factor instrucciones que se reciban y aportando
importante para la realización de los buenas ideas para el mejoramiento de la
trabajos seguros. calidad del trabajo.
5.3 Condiciones existentes antes del Trabajo
ü Recibir charla de notificación de riesgos por parte del ente encargado de Fertinitro.
ü Inspección del área donde se ejecutara el trabajo, así como también de las herramientas y equipos.
ü Colocación de avisos de prevención y control en el sitio de trabajo.
ü Demarcar las áreas de trabajo para mantener el personal ajeno a la actividad, alejado de la misma.
ü Se deberá tomar en cuenta el estado del clima antes de comenzar las labores.
ü Realizar prueba de explosimetria cuando lo a merite la actividad.
ü Divulgar y aplicar el procedimiento de trabajo seguro y el uso de los equipo de protección personal,
responsable de la actividad.
ü Revisión de equipos y herramientas.
ü Realizar el sistema de Análisis de Riesgos en Tareas Específicas evaluando toda y cada una de las
actividades a realizar para aplicar las medidas correspondientes responsable supervisor de obra.
ü Verificar que el supervisor como el personal estén bien familiarizados con el equipo de protección
personal para cada actividad.
Evaluación de Procesos Automatizados
21
ü Elaborar el Análisis de Riesgos en Tareas Especificas, correspondiente a la actividad. Divulgar y firma
Responsable supervisor.
ü Solicitar los permisos de trabajo y certificado correspondientes a la actividad.
ü Instrucción al personal involucrado en la actividad a realizar y los riesgos asociados a las tareas.
ü Notificación a los trabajadores de los riesgos inherentes a la actividad y sus respectivas medidas
preventivas.
ü Verificar que se cumpla con la dotación y/o suministro de los equipos de protección personal
(Guantes, Casco, Botas con punto de hierro, Lentes, Bragas, de algodón, Tapones Auditivos,
Mascaras de escape rápido NH3).
ü Supervisor realizara la charla de seguridad diaria de 5 cinco minutos , para informar al personal
sobre las actividades a realizar, sus riesgos y las medidas preventivas a que se deben poner en
práctica para evitar que ocurran incidentes/ accidentes.
6. Disponibilidad del equipo.
La disponibilidad de una máquina es una métrica que evalúa el rendimiento de los elementos que realizan
una función determinada, en un momento determinado, durante un período determinado, en función de
los criterios de confiabilidad, mantenibilidad y soporte para el mantenimiento de los equipos.
La Disponibilidad se calcula al dividir el tiempo que la máquina ha estado produciendo (Tiempo de
Operación) por el tiempo que la máquina podría haber estado produciendo y no lo hizo. El tiempo que la
máquina podría haber estado produciendo (Tiempo Planificado de Producción) es el tiempo total menos
los periodos en los que no estaba planificado producir.
6.1 Disponibilidad inherente
Es la disponibilidad de un estado estable, considerando solo el tiempo de inactividad del equipo, debido a
paradas para un mantenimiento correctivo. En otras palabras, la interrupción debido al mantenimiento
preventivo, detalles logísticos y demoras en el suministro, se excluyen, ya que se consideran ideales, y solo
evalúan el tiempo debido a la inactividad, utilizado para acciones de mantenimiento correctivo.
El cálculo de disponibilidad se realiza de acuerdo con los siguientes criterios.
Figura 7
Evaluación de Procesos Automatizados
22
7. Efectividad de la mantención.
«Efectividad General del Equipo» (Overall
Equipment Effectiveness) y es el principal
indicador de la efectividad global de una
máquina, siendo ampliamente utilizado en las
industrias manufactureras. Con este, es posible
verificar el uso de los recursos disponibles por
la empresa (máquinas, mano de obra y
materiales), desmembrando la eficiencia en sus
3 indicadores.
Figura 8
7.1 Mantenimiento y Confiabilidad
El objetivo de Mantenimiento es asegurar la competitividad de la Empresa, en esa medida es necesario
aumentar la Confiabilidad de los equipos; es decir disminuir la cantidad de fallas que generan
interrupciones no programadas, de manera de poder entregar la disponibilidad requerida por
operaciones, asegurando los niveles de Calidad, Seguridad y Medioambiente.
ü La función del Mantenimiento: es asegurar que todo Activo Físico continúe desempeñando las
funciones deseadas.
ü Confiabilidad: probabilidad de que un determinado equipo opere bajo las condiciones
preestablecidas sin sufrir fallas.
Para lograr el objetivo de Mantenimiento es necesario desarrollar una Gestión Eficiente y Efectiva.
7.2 Confiabilidad Operacional
La Confiabilidad de los Equipos no es únicamente responsabilidad del área de Mantenimiento.
Es importante generar una conciencia sistémica dentro de la organización, para comenzar a madurar la
Gestión de Mantenimiento y así lograr la optimización de la Confiabilidad.
Se define la Confiabilidad Operacional (CO) como la capacidad de una Instalación o un sistema integrado
por: procesos, tecnología, y gente para cumplir su función dentro de los límites de diseño y bajo un
contexto operacional específico.
La Confiabilidad Operacional está determinada por los siguientes factores:
Evaluación de Procesos Automatizados
23
ü Confiabilidad de Equipos.
ü Mantenibilidad de Equipos.
ü Confiabilidad Humana.
ü Confiabilidad de Procesos.
7.3 Las Estrategias de Mantenimiento y la Efectividad de las intervenciones
La Eficacia o capacidad de alcanzar los Objetivos, va a depender en primera medida de las Estrategias de
Mantenimiento que se apliquen a cada Máquina.
Para lograr la Eficacia es necesario:
Aplicar la Estrategia adecuada al Modo de Falla, de acuerdo con el tipo de Consecuencias de dicha Falla:
Operacionales, de Seguridad y Medioambiente y Energéticas.
Seleccionar la Técnica de Monitoreo con mayor sensibilidad, de forma de detectar más temprano cualquier
falla potencial.
Establecer la mejor frecuencia de intervención.
Por ejemplo, en el caso de componentes de un Equipo que posean Modos de Falla relacionados con el
desgaste, el aplicar una Estrategia de Mantenimiento Preventivo en la frecuencia correcta, si bien podría
ser Efectivo, no necesariamente será Eficiente, ya que podría existir la oportunidad de extender la vida en
servicio de los componentes. En cambio, si se aplicará una Estrategia de Monitoreo de Condición,
permitiría realizar un seguimiento del estado de salud de los componentes, mediante distintas medidas
de capacidad y/o de desempeño, de ésta forma así reducir los costos de:
ü Lucro cesante por máquina parada, ya que se generarían menos horas de parada de máquina, a lo
largo del Ciclo de Vida del Activo.
ü Costo de mano de obra, por realizarse menos intervenciones en el Ciclo de Vida del Activo.
ü Costos de repuestos y materiales, ya que se extendería la vida en servicio de los componentes,
generando menos consumo de repuestos en el Ciclo de Vida de dicho Activo.
7.4 La Gestión de Mantenimiento: la Efectividad de las intervenciones
La selección de las mejores Estrategias por sí solas, no garantizan la Efectividad de las intervenciones.
Para la correcta ejecución es necesario:
ü Planificar la intervención.
ü Programar y coordinar la intervención.
Para esto es necesario, realizar previsiones y asignaciones de recursos, es decir: mano de obra
especializada, repuestos, materiales y herramientas requeridas.
Evaluación de Procesos Automatizados
24
Sólo una organización con una buena Gestión de Mantenimiento podrá dar el soporte para evitar al
momento de la ejecución:
ü Demoras por materiales faltantes.
ü Demoras por herramientas faltantes.
ü Demoras por documentación técnica faltante.
ü Demoras por descoordinación con Producción.
ü Demoras por incorrecta asignación de especialidades por Técnico.
ü Es decir, sólo una buena Gestión permitirá ser Efectivos y Eficientes.
Particularmente en el caso de Estrategias Predictivas, de Monitoreo de Condición y Proactivas, las
inspecciones podrán detectar la presencia de un proceso de falla en evolución, aquí es que se debe
Planificar y Programar la Acción Correctiva.
La organización de Mantenimiento debe ser capaz de responder rápidamente para aprovechar la alerta
temprana y ejecutar la intervención correctiva, antes de evitar una falla mayor.
Se pueden aplicar las mejores Estrategias y las Técnicas más adecuadas, con mayor sensibilidad, pero si la
organización presenta demoras en la Gestión de la información, compra de materiales y repuestos, el Plan
de Monitoreo de Condición no aportará a una real Efectividad y Eficiencia, además se estarán
desperdiciando los recursos y esfuerzos asignados a dicho Plan, que tampoco brindará su retorno de
inversión.
Cuando esto sucede se generará falta de credibilidad en la Gestión de Mantenimiento en todos los niveles
de la organización y lejos se estará de tener efectividad en las intervenciones.
Por otra parte, la Calidad de la intervención puede verse fuertemente perjudicada por utilización de:
ü Repuestos inadecuados.
ü Repuestos sustitutos de mala calidad.
ü Insumos de mala calidad.
ü Falta de herramientas adecuadas para la ejecución de las tareas.
Además, generalmente los repuestos sustitutos presentarán menor vida en servicio. Esto puede generar
fallas adicionales y son aspectos que se pueden evitar con el soporte de una buena Gestión de
Mantenimiento que garantice la disponibilidad de los repuestos correctos y de buena calidad, así como
también de todas las herramientas necesarias.
Es decir, todo lo anterior pondrá en riesgo la Efectividad y Eficiencia de la Gestión y de las intervenciones
de Mantenimiento.
Evaluación de Procesos Automatizados
25
7.5 Las Buenas Prácticas y la Falla Autoinducida
Las Buenas prácticas de Mantenimiento comprenden:
ü Buenas prácticas de Orden y Limpieza del Taller y la zona de trabajo.
ü Buenas prácticas de lubricación y engrase.
ü Buenas prácticas de montaje y desmontaje.
A nivel de fallas mecánicas, las fallas relacionadas con problemas de lubricación, así como las fallas
relacionadas a problemas de montaje, representan la gran mayoría, por lo que debe jerarquizar a las
Buenas Prácticas.
Malas prácticas conllevan a:
ü Fallas de Calidad.
ü Fallas de Montaje.
ü Errores de Diseño.
ü Errores humanos en la Operación.
ü Errores humanos en el Mantenimiento.
8. Gestionar la disponibilidad de los repuestos.
Un almacén de mantenimiento es un centro de operaciones y logística muy valioso para que las empresas
cumplan con su estrategia de mantenimiento sin problemas.
Sin embargo, a pesar de su importancia, muchos negocios no saben cómo administrar y mantener sus
almacenes. También hay empresas que nunca llegan a habilitar un almacén de mantenimiento, prefiriendo
amontonar repuestos e insumos en áreas comunes para ahorrar costos.
Si un almacén es administrado correctamente, cumplirá con sus funciones aportando beneficios a la
empresa. Estas funciones incluyen:
ü Hacer más fácil al personal de ü Evitar que las herramientas que los
mantenimiento la ubicación y selección técnicos de mantenimiento necesitan se
de materiales para cumplir con agoten (en otras palabras, gestionar
tareas preventivas o correctivas, tanto el inventario de repuestos de la empresa
planificadas como no planificadas. y asegurar la disponibilidad de utensilios
ü Apoyar en la gestión de materiales como llaves inglesas, martillos,
retornables (como escaleras y destornilladores, etc.).
equipamiento de seguridad), ayudando a ü A veces, en los almacenes de
garantizar su buen estado. mantenimiento se guardan las piezas de
Evaluación de Procesos Automatizados
26
maquinaria que necesitan ser reparadas, mantenimiento se encarga de investigar
por lo que cumplen un rol centralizador. el motivo de la obsolescencia o
ü Otra función importante es administrar desperdicio, y dar recomendaciones
el stock que lleva demasiado tiempo en al departamento de
los escaparates sin haber sido utilizado mantenimiento para que esto no siga
nunca. En estos casos, el almacén de ocurriendo.
8.1 Documentación
Las organizaciones necesitan de documentación actualizada y precisa para entender la situación actual de
sus almacenes e introducir mejoras operativas.
Hoy en día, lo más conveniente es usar un Software de Mantenimiento para llevar un registro
computarizado de:
ü El inventario disponible en el almacén ü Obsolescencia de materiales.
(con el código de cada equipo o material, ü Los resultados de tareas de
y la cantidad de ítems en existencia). mantenimiento previamente realizadas
ü Órdenes de compra de insumos, con para, de esta manera, proyectar posibles
fechas de ingreso y disposición. resultados en el futuro.
ü Gestión de repuestos.
8.2 Organización sistemática
Si organizas tu catálogo de materiales y repuestos de forma sistemática, será más fácil atender órdenes
de trabajo rápidamente, ya que los encargados del almacén de mantenimiento podrán ubicar y despechar
artículos con agilidad cuando los técnicos lo necesiten.
Este es uno de los muchos procesos que puedes delegar a un Software de Mantenimiento. De hecho,
usando una herramienta digital puedes olvidarte de procedimientos rústicos y tediosos, porque
inmediatamente accederás a:
ü Un catálogo en formato listado de los ü Vista 3D de insumos y repuestos para
repuestos y materiales que hay en tu reconocerlos incluso sin conocimientos
almacén, incluyendo su ubicación avanzados.
exacta, el costo por unidad y el número ü Emparejamiento de piezas y tareas de
de identificación de cada ítem. mantenimiento preventivo para ayudar
a los técnicos a saber qué tipo de
herramientas necesitarán en cada caso.
Evaluación de Procesos Automatizados
27
ü Escaneo de artículos por código de
barras o QR para evitar productos
duplicados.
8.3 Objetivo de la Optimización de Inventarios
La Optimización de Inventarios, tiene como objetivo, la estimación del número óptimo de partes y
repuestos que debe mantener en almacén una empresa para garantizar la máxima rentabilidad y el
mínimo impacto en la continuidad operacional de sus plantas e instalaciones.
Entre los resultados más comunes que se obtienen al lograr el cumplimiento de este objetivo, se tienen
los siguientes:
ü Listados optimizados de partes y repuestos ü Incremento a niveles Clase Mundial de los
por equipos y por nivel de mantenimiento indicadores de Disponibilidad, Confiabilidad
(BOM: Bill Of Materials). y Mantenibilidad de los activos
empresariales.
ü Catálogos de partes y repuestos para los
equipos. ü Identificar y establecer estrategias y
convenios con los proveedores de partes y
ü Optimizar los registros de ítem catalogados
repuestos.
en el sistema computarizado de inventario
de la empresa. ü Optimizar y controlar los costos operativos y
de mantenimiento.
ü Establecer políticas y estrategias para la
gestión de inventarios. ü Expectativas de ahorros en inventarios entre
10% – 30% (indicadores Clase Mundial).
ü Integración entre las funciones de la
Organización de Mantenimiento y la
Organización de Materiales.
Al aplicar la metodología se pueden detectar una serie de causas y consecuencias comunes que afectan
los procesos cotidianos de las empresas:
ü Uso inadecuado y desmedido de los ü Inconsistencia en las unidades de medida.
sistemas de inventario.
ü Lista de partes incompletas en los equipos.
ü Catalogación y descripción inadecuada de
ü Diferimiento y reprogramación de los Planes
los ítems registrados en el inventario.
de Mantenimiento
ü Repetición de códigos y números de parte
ü Paros prolongados de equipos y plantas.
de los repuestos.
ü Incremento en la tasa de fallas.
Evaluación de Procesos Automatizados
28
ü Afectación de la Mantenibilidad, ü Incremento en el inventario inactivo.
Disponibilidad y Confiabilidad.
ü Procesos fuera de control.
ü Incremento en el valor del inventario de
partes y repuestos.
Figura 9
8.4 Metodologías y herramientas aplicables y/o Complementarias
ü Análisis ABC. ü Método de Niveles de Máximos y Mínimos.
ü RCS (Reliability Centred Spares/Inventario ü Método Cantidad de Pedido Constante.
de Repuestos Basados en la Confiabilidad).
ü OPTI-RCS (Software).
ü Método de Monte Carlo.
8.4.1. Análisis ABC
El análisis ABC es una manera de clasificar los productos de acuerdo a criterios preestablecidos, la mayor
parte de los textos que manejan este tema,
toman como criterio el valor de los inventarios
y dan porcentajes relativamente arbitrarios
para hacer esta clasificación. Por ejemplo, el
20% de los productos representan el 80% de las
compras de la empresa por lo tanto esta es la
zona A, un 30% de los productos en la zona B, el
resto (50% de los productos y el 5% de las
compras) son productos C.
Evaluación de Procesos Automatizados
29
Figura 10
8.4.2. Repuestos Centrado en Confiabilidad (RCC)
Repuestos Centrado en Confiabilidad (RCC – Reliability-Centered Spares/RCS) es “un método para
determinar el nivel de inventarios de repuestos en base a la vida a través de los costos y los requisitos de
los equipos y la operación de mantenimiento que los soportes de inventario”.
El RCC se puede aplicar en cualquier momento del ciclo de vida de un activo (es decir, antes de comprar
las piezas de repuesto o cuando el activo ha estado en servicio durante algún tiempo). Se puede aplicar de
forma selectiva al inventario usando el principio de Pareto (Análisis ABC), tomando en cuenta que un
pequeño número de repuestos suelen ser los responsables de una gran proporción del valor de inventario
y/o podrían inducir a grandes pérdidas de producción en el caso de falta de existencias.
Mayormente, el RCC se le aplica a los repuestos de bajo índice de rotación que derivan luego de realizar
un Análisis ABC.
Figura 11
Este método se basa directamente en la metodología del Mantenimiento Centrado en Confiabilidad
(MCC), fundamentándose en responder de forma lógica, cuatro preguntas que permiten establecer la
política de stock adecuada para cada repuesto. Estas preguntas básicas son:
1. ¿Cuáles son los requerimientos de mantenimiento del equipo?
Los requerimientos se obtienen mediante la generación de los planes de mantenimiento, aplicando la
metodología de MCC. Las restantes tres preguntas aseguran que el inventario de repuestos cumpla con
los requerimientos de operación y mantenimiento.
2. ¿Qué pasa si no está disponible un repuesto?
El RCC se basa en la decisión de qué ocurre si no se dispone del repuesto y no necesariamente en las
recomendaciones del fabricante, o en el juicio subjetivo de los grupos de ingeniería encargados de velar
Evaluación de Procesos Automatizados
30
por el mantenimiento de los equipos. Este paso en el proceso hace posible decidir si el faltante es
importante, y por lo tanto qué recursos son necesarios para reducir el riesgo cuando ocurra el faltante.
Al igual que el MCC, el RCC reconoce cinco categorías de consecuencias que son:
Consecuencias de las fallas ocultas (Riesgo)
La falta de repuesto no es detectable por los operarios bajo circunstancias normales de operación. Para
que una falla oculta tenga consecuencias graves, debe producirse una falla múltiple que requiera la
activación del sistema o equipo que presente la falla oculta. También puede ser detectada por inspección
periódica.
Consecuencias para la Seguridad
La falta de repuesto tiene consecuencias para la seguridad si puede comprometer la integridad de los
equipos o causar la lesión o muerte de alguna persona.
Consecuencias para el Medio Ambiente
La falta de repuesto tiene consecuencias para el medio ambiente si conduce a la infracción de cualquier
normativa o reglamento relacionado con el medio ambiente.
Consecuencias Operacionales
La falta de repuesto trae consecuencias operacionales si tiene un efecto adverso directo sobre la capacidad
operacional.
Consecuencias No Operacionales
Son consecuencias no operacionales la falta de repuesto que no ejercen ningún efecto sobre el riesgo, la
capacidad operacional, la seguridad o el medio ambiente. La única consecuencia derivada de estas fallas
es el costo directo de la reparación.
¿Se puede anticipar el requerimiento del repuesto?
Algunos requerimientos de repuestos pueden ser anticipados como:
ü Las partes o repuestos necesarios para mantenimientos preventivos o reemplazos rutinarios, que
ocurren en intervalos regulares, sin tener en cuenta la condición del equipo.
ü Las partes o repuestos sujetos a un monitoreo continuo de condición o mantenimiento predictivo,
que pueden ser reemplazados al evidenciarse una falla potencial.
ü Sin embargo, algunos requerimientos de repuestos son inherentemente no planificados por ser
fallas aleatorias, sin signos obvios de desgaste o condición defectuosa.
8.4.3. ¿Qué cantidad de repuesto es requerido en inventario?
El RCC reconoce que el 100% de disponibilidad es un ideal imposible de obtener. En los casos en que no es
posible anticipar el requerimiento del repuesto, y por tanto minimizar los repuestos en inventario, la
Evaluación de Procesos Automatizados
31
metodología RCC pregunta cuantas partes deben mantenerse en inventario para soportar el
mantenimiento y la producción. Para ellos se debe establecer los requerimientos de desempeño los cuales
dependen de las consecuencias que son:
Figura 12
Mediante el diagrama de decisión de RCC se puede establecer la política de stock requerida para cada
repuesto tomando en cuenta las distintas preguntas discutidas anteriormente.
Figura 13
8.4.4. Número óptimo de repuestos (optimización costo-riesgo)
Este análisis permite determinar a través de la aplicación metodológica del OCR (Optimización Costo-
Riesgo), la cantidad óptima de repuestos con bajo índice de rotación cuyas consecuencias son
operacionales y deben ser almacenados en inventario local. Con ello se logra contar de forma óptima y
mínimo riesgo, con los repuestos necesarios para el mantenimiento y las operaciones; apuntando al
incremento de la disponibilidad y confiabilidad operacional de las instalaciones de la empresa y a la vez de
optimizar costos de mantenimiento.
La optimización consiste en minimizar el costo total de operación de los equipos, el cual está integrado
por los siguientes componentes:
Evaluación de Procesos Automatizados
32
ü El costo de adquirir y almacenar los repuestos. El mismo incrementa en proporción directa con el
inventario.
ü El costo de indisponibilidad de la planta que utiliza los repuestos en el caso que existiera
insuficiencias para cubrir las fallas o los mantenimientos programados. El mismo reduce con el
aumento del inventario.
ü La Figura muestra en forma gráfica los costos de inventario, costos de indisponibilidad y costos
totales. Puede observarse en la curva de costo total un mínimo que corresponde al valor óptimo
según costo riesgo.
Figura 14
8.4.5. Variables requeridas para aplicar el OCR
8.4.5.1 Capacidad Instalada:
ü Número de Unidades Instaladas: consiste en la cantidad de unidades instaladas que utilizan el
repuesto en estudio.
ü Número de Unidades Requeridas para la operación normal: consiste en la cantidad de unidades
que se requieren para operar de forma normal.
ü Horas de Operación del Activo por Año: consiste en el número de horas de operación por año del
repuesto en estudio.
Evaluación de Procesos Automatizados
33
8.4.5.2 Costos de Compra y de Pertenencia:
ü Costos de Reabastecimiento: consiste en el costo correspondiente al reabastecimiento de la
existencia cuando se produce la falla, normalmente estos costos son más elevados que los que
costaría una compra ordinaria.
ü Pérdida de Producción: estos costos corresponden a la pérdida en la recepción de ingresos
generadas de la paralización del equipo por la indisponibilidad del repuesto.
ü Costos de Aceleración de la compra: consiste en los costos de la compra de emergencia del
repuesto.
Los costos descritos anteriormente se pueden subdividir en:
ü Costo de Compra: consiste en el costo del repuesto.
8.4.5.3 Costo Capital: consiste en el costo capital determinado por la corporación.
ü Almacenaje y Mantenimiento: consiste en el costo de almacenar el repuesto y el costo de
cualquier actividad de mantenimiento requerida por el fabricante para la conservación del
repuesto.
ü Vida Útil del repuesto en almacén o vida de obsolescencia: consiste en si el repuesto tiene un
tiempo finito de uso, típicamente ocasionado por alguna de las siguientes razones:
1. Vida limitada de almacenamiento, y luego no podría ser utilizado para cumplir con sus
funciones.
2. Posibilidad de obsolescencia.
3. Puede que sea requerido para soportar una operación que se debe a una operación
cerrada en un futuro previamente estimado.
8.4.5.4 Consecuencias de la Indisponibilidad:
Describe las consecuencias de la indisponibilidad del repuesto, las cuales pueden ser seleccionadas de
una lista de opciones, siendo estas las siguientes:
ü Parada de Planta.
ü Perdida mayor de la variable de salida.
ü Perdida pequeña de variable de salida.
ü Perdidas de menor impacto.
ü Fuera de Categoría.
ü Impacto de no tener disponible el repuesto: consiste en los costos de penalización en los que se
tiene que incurrir por la indisponibilidad del repuesto cuando este es requerido.
Evaluación de Procesos Automatizados
34
ü Reincidencia en la indisponibilidad del repuesto: consiste en colocar los costos de penalización
que tiene que sufragar por la reincidencia en la indisponibilidad del repuesto cuando éste es
requerido.
8.4.5.5 Tiempo de Reabastecimiento:
ü Unidades de Tiempo para el Reabastecimiento: consiste en seleccionar entre una lista de
opciones, la unidad de tiempo que será utilizada para efectuar los cálculos.
ü Tiempo de Reemplazo: consiste en la duración en tiempo desde la solicitud del repuesto hasta que
el suplidor realiza el suministro.
ü Tiempo de Penalización cuando ocurre una emergencia: consiste en el tiempo que tarda subsanar
la emergencia cuando el repuesto no está disponible, normalmente representado por un
incremento en los costos, ya sea del precio de compra del repuesto o de cualquier otro costo.
ü Probabilidad de reparar el repuesto dañado: consiste en la posibilidad de que el repuesto dañado
pueda ser reparado.
ü Tiempo de reparación del repuesto dañado: consiste en el tiempo que tarda la reparación del
repuesto dañado.
En la Figura se puede observar un ejemplo de Número Optimo de Repuesto, tomando en cuenta el análisis
de un sello tipo laberinto, parte de una válvula de un proceso medular de una planta petroquímica.
Figura 15
Evaluación de Procesos Automatizados
35
9 La capacitación del personal cada año.
9.5 Cursos básicos:
9.5.1 Primeros Auxilios
Normas generales:
ü Verifique que la escena sea segura para la víctima y la suya.
ü Active sistemas de emergencia, solicitando auxilio médico rápidamente.
ü Mantenga al accidentado en posición horizontal, con la cabeza al nivel del cuerpo (excepto si hay
náuseas y/o vómitos, en cuyo caso debe girarlo hacia un lado “en bloque”).
ü Mantenga la temperatura corporal estable.
ü No actúe precipitadamente.
ü No suministre líquidos o alimento previo a la evaluación médica.
ü Mantenga al público alejado.
ü Nunca abandone al accidentado y mantenga la calma para no aumentar su estrés.
9.5.2 Primeros auxilios en heridas simples:
ü Lávese las manos y deje correr abundante agua sobre la herida. Limpie con jabón neutro la piel
que la rodea.
ü Elimine cuerpos extraños como piedrecillas, tierra, astillas y otros que no estén incrustados.
ü Aplique antiséptico en los bordes de la herida.
ü Cubra con gasa o apósito estéril, nunca algodón. Fije con tela adhesiva o una venda.
Figura 16
9.5.3 Uso de manejo de extintores:
ü Verificar que sea el extintor adecuado de acuerdo a la naturaleza del fuego.
ü Verificar que esté en buen estado y cargado.
ü Nunca colocarse en dirección de la válvula ya que puede ser peligroso.
Evaluación de Procesos Automatizados
36
9.5.3.1 Tipos de extintores:
ü Agua.
ü Agentes de Espuma Formadores de Película (Espuma o foam)
ü Dióxido de Carbono (CO2)
ü Polvo Químico Seco (PQS*)
ü Polvo Seco.
ü Químico Húmedo.
Figura 17
9.5.4 ORP (Orientación en prevención de riesgos):
Respecto a las tareas y actividades a ejecutar por el técnico en las horas de trabajo y en el trayecto con sus
respectivas ODIS. Capacitación del correcto uso del EPP y de herramientas.
Evaluación de Procesos Automatizados
37
9.5.5 Programa de Capacitación Anual:
Figura 18
Evaluación de Procesos Automatizados
38
10 Pauta de mantención.
10.1.1 Mantenimiento de válvulas
¿En qué consiste el servicio de mantenimiento de válvulas?
El servicio de mantenimiento de válvulas consiste en la reparación de válvulas para la industria.
Comprende el desarme completo de la válvula y actuador, inspección y reparación de partes, armado de
conjunto y pruebas necesarias para garantizar su correcto funcionamiento. En cuanto a las válvulas de
alivio además se realiza calibración y certificación en banco de pruebas. La limpieza de mantenimiento de
válvulas puede ser química, con ultrasonido, con abrasivos o arenados según corresponda. Se realiza
control y reemplazo de internos y partes blandas, en caso de ser necesario se realizará rellenos y
mecanizados. Una vez terminado el reemplazo de las partes necesarias o reparaciones de las mismas se
procede a pintarlas. Las pinturas que se utilizan, pueden variar dependiendo de la válvula y el servicio que
se realiza. El próximo paso es la etapa de ensamblado, posteriormente se prueba el conjunto
válvula/actuador.
Las pruebas que se llevan a cabo a
las válvulas son:
1. Prueba hidráulica Tipos de válvulas que entran dentro del
2. Prueba de estanqueidad servicio de mantenimiento correctivo:
3. Prueba de bloqueo. 1.Válvulas control
2. Válvulas on / off
3. Válvulas de alivio y seguridad
Figura 19
Los sistemas hidráulicos más comunes se componen de los siguientes elementos:
• Tuberías
• Válvulas de control
• Filtros
• Tanques
Evaluación de Procesos Automatizados
39
• Bombas
• Accionadores o cilindros
• Válvulas de alivio
• Enfriadores
Figura 20
Mantenimiento de Estanque
ü Inspeccione visualmente el tanque en busca de fugas.
ü Elimine la acumulación de agua y diesel del paquete / gabinete. Asegúrese de ser competente para
hacer esto y de que esté utilizando el equipo adecuado. Todos los residuos resultantes deben
tratarse como peligrosos y eliminarse de acuerdo con las normativas locales. En caso de duda,
revise la Hoja de datos de seguridad del fabricante. Su proveedor de combustible debería poder
proporcionarle una copia.
ü Realice una prueba de búsqueda de agua (sumerja el tanque).
ü Limpie la acumulación de escombros o vegetación (si existe) alrededor del tanque. Mantener la
vecindad del tanque organizada y ordenada asegurará que cualquier fuga pueda identificarse
inmediatamente
ü Limpie los filtros de malla (coladores). Cada línea de alimentación tendrá una, dependiendo del
modelo del tanque, ya sea al final de la línea (dentro del tanque) o cerca de la válvula de mariposa
(filtro tipo Y). Se puede acceder a los filtros internos sacando el tubo de inmersión flexible del
gabinete.
ü Si tiene un filtro de agua instalado en la bomba, puede optar por reemplazarlo en este momento.
Evaluación de Procesos Automatizados
40
ü Lubrique las bisagras que sostienen la cubierta del gabinete o la puerta. Estos deben estar
provistos de engrasadores para una operación sin esfuerzo. Además, es posible que desee rociar
un poco de grasa en las partes móviles del mecanismo de bloqueo.
ü Retire los tapones de llenado y limpie las roscas con un cepillo de alambre si es necesario. Evite la
acumulación de óxido aplicando una pequeña cantidad de grasa de litio sobre estos. Inspeccione
la junta en la parte inferior de la tapa y asegúrese de que proporcione un buen sellado.
ü Si el tanque está situado en una posición estática, asegúrese de que esté adecuadamente
conectado a tierra (conectado a tierra).
ü Inspeccione el estado del equipo de bombeo, los respiraderos y las válvulas.
ü Realizar una prueba operacional.
ü Registre sus hallazgos y planifique mantenimiento adicional si es necesario.
Diariamente se deberá revisar:
ü Si existen fugas o fisuras en el sistema.
ü Si la presión y velocidad están en sus rangos ideales.
ü Si existe acumulación de cal u óxido.
ü Si existen vibraciones en la bomba que puedan aflojar conexiones o desgastar más rápido los
componentes.
Figura 21
Evaluación de Procesos Automatizados
41
11 Determinar los procedimientos de trabajo basados en el RCM para los equipos críticos y
implementarlos en el sistema computarizado para el mantenimiento y manejo de activos.
11.1 Medida preventiva de control:
Figura 22
Evaluación de Procesos Automatizados
42
Figura 23
Evaluación de Procesos Automatizados
43
IV. CONCLUSIÓN.
En este trabajo se hizo las coordinaciones para realizar de las formas correctas un mantenimiento
predictivo, preventivo, y así mismo individualmente de cada componentes críticos, los cuales son la
electrobomba, motor eléctrico y las válvulas.
Se están haciendo medidas de control para el motor los cuales vienen a ser los check list, así mismo cada
cuánto tiempo se debe de realizar la mantención para un estanque según la seremos, así igualmente
como se debe de ver la disponibilidad del equipo, y como se debe de hacer la mantención efectiva,
igualmente como se hace una gestión de disponibilidad de repuestos, así mismo como se debe de seguir
el proceso para hacer una mantención correcta.
V. BIBLIOGRAFÍA
1. https://blog.comparasoftware.com/almacen-de-mantenimiento/
2. https://www.acaciatec.com/como-organizar-almacen-repuestos/
3. https://predictiva21.com/optimizacion-inventarios-partes-repuestos-mantenimiento/
4. https://blog.infraspeak.com/es/indicadores-de-mantenimiento/
5. https://blog.infraspeak.com/es/plan-de-mantenimiento-preventivo-medir-eficacia/
6. https://software.aeromarine.es/medir-la-efectividad-de-un-plan-de-mantenimiento-preventivo/
7. https://www.lugohermanos.com/blog-industrial/8-razones-que-afectan-la-efectividad-del-
mantenimiento-
preventivo/#:~:text=En%20general%20el%20Mantenimiento%20preventivo,seriamente%20el%2
0indicador%20de%20efectividad.
Evaluación de Procesos Automatizados
44
También podría gustarte
- Instalaciones de puesta a tierra y protección de sistemas eléctricosDe EverandInstalaciones de puesta a tierra y protección de sistemas eléctricosCalificación: 5 de 5 estrellas5/5 (1)
- Manual PCC1302 PDFDocumento274 páginasManual PCC1302 PDFElectromecanico TWM67% (3)
- Guía de mantenimiento de instalaciones fotovoltaicasDe EverandGuía de mantenimiento de instalaciones fotovoltaicasAún no hay calificaciones
- Manual de inspección en las instalaciones de viviendas y 100 pos.fallosDe EverandManual de inspección en las instalaciones de viviendas y 100 pos.fallosAún no hay calificaciones
- Simulacion Mantención Flota CamionesDocumento60 páginasSimulacion Mantención Flota Camionesmass72100% (1)
- Manual de Servicio PANDA y GIRAFFEDocumento226 páginasManual de Servicio PANDA y GIRAFFEJuan Carlos Lopez89% (9)
- Manual Del CompresorDocumento124 páginasManual Del CompresorWillianm Rodriguez SanchezAún no hay calificaciones
- Fundamentos de optometría, 2a ed.: Refracción ocularDe EverandFundamentos de optometría, 2a ed.: Refracción ocularAún no hay calificaciones
- Clasificadora de Huevos Por Color Clarita PDFDocumento63 páginasClasificadora de Huevos Por Color Clarita PDFOlivia Veronica Challapa Lucas100% (1)
- Manual Om Vielco2017Documento39 páginasManual Om Vielco2017eamher muñozAún no hay calificaciones
- Steelco Vs SC: Esterilizador de Vapor de Pequeña CapacidadDocumento72 páginasSteelco Vs SC: Esterilizador de Vapor de Pequeña CapacidadFernando M. Gómez Guevara100% (1)
- Clasificacion de LesionesDocumento33 páginasClasificacion de Lesionesjorge salvatierraAún no hay calificaciones
- Lesiones Contusas (Medicina)Documento20 páginasLesiones Contusas (Medicina)Susan Viviana Crisologo Espejo75% (4)
- Certificado Medico Legal FERNANDO BAEZDocumento3 páginasCertificado Medico Legal FERNANDO BAEZSAIDUNY SEJAS BARRIENTOS100% (2)
- Urit 2900 Vet Plus ManualDocumento42 páginasUrit 2900 Vet Plus ManualJan Carlos Rodriguez Omaña100% (5)
- ProgramarDocumento67 páginasProgramard-fbuser-55806184Aún no hay calificaciones
- Sandvik Service Manual EspanolDocumento20 páginasSandvik Service Manual Espanoljohn100% (48)
- Guía de instalación para locales de pública concurrenciaDe EverandGuía de instalación para locales de pública concurrenciaCalificación: 5 de 5 estrellas5/5 (1)
- Hechos de Transito en Medicina ForenseDocumento58 páginasHechos de Transito en Medicina ForenseJorAún no hay calificaciones
- Manual Abacus 380 EspañolDocumento77 páginasManual Abacus 380 EspañolAnahi Calle Velasco100% (1)
- Artema Cardio-Aid 200 Defibrillator - Service ManualDocumento152 páginasArtema Cardio-Aid 200 Defibrillator - Service ManualJony PHAún no hay calificaciones
- Manual Servicios Lavarropas LD17Y-LD20Y Rev00 Jul15Documento58 páginasManual Servicios Lavarropas LD17Y-LD20Y Rev00 Jul15Relavson Refacciones88% (8)
- Proyecto Malecón Margen Izq Río Napo - MarzoDocumento100 páginasProyecto Malecón Margen Izq Río Napo - MarzoWellintong Orlando SalanAún no hay calificaciones
- 9852 3582 56e Safety Boomer S1 DDocumento60 páginas9852 3582 56e Safety Boomer S1 DJose luis Vargas100% (1)
- Semia Condens F 25Documento32 páginasSemia Condens F 25David Cadelo AlonsoAún no hay calificaciones
- Teknofreeze 400-600-800 E - SPADocumento68 páginasTeknofreeze 400-600-800 E - SPACarlos Claros RiveraAún no hay calificaciones
- 9852 3687 56c Safety Boltec SDocumento56 páginas9852 3687 56c Safety Boltec SYERSONAún no hay calificaciones
- Packer - MWPF-67080-1 en EsDocumento38 páginasPacker - MWPF-67080-1 en EsddAún no hay calificaciones
- TFG I 1543Documento136 páginasTFG I 1543alexAún no hay calificaciones
- TFM Argote JosuDocumento273 páginasTFM Argote Josujulian golluscioAún no hay calificaciones
- Informe Final Electr Neumaticos Paz Lopez Dic 2015Documento104 páginasInforme Final Electr Neumaticos Paz Lopez Dic 2015Jesus Alejandro100% (1)
- Jumo ImagoDocumento98 páginasJumo ImagoAntonio L. MartinezAún no hay calificaciones
- DOC022.61.93082 10edDocumento74 páginasDOC022.61.93082 10edAndreaAún no hay calificaciones
- Manual de Instrucciones BAA144Documento320 páginasManual de Instrucciones BAA144Marco VargasAún no hay calificaciones
- MA-002 - TRANSFIX User Guide - Rev 3.0 (6) .En - EsDocumento28 páginasMA-002 - TRANSFIX User Guide - Rev 3.0 (6) .En - EsMac FloresAún no hay calificaciones
- Instrucciones de Servicio: Compresor de Tornillo SMDocumento134 páginasInstrucciones de Servicio: Compresor de Tornillo SMMartin Raynoldi GutierrezAún no hay calificaciones
- 275 - TTG - Diseño de Un Plan de Mantenimiento Preventivo-Predictivo Aplicado A Los Equipos de La Empresa RemaplastDocumento50 páginas275 - TTG - Diseño de Un Plan de Mantenimiento Preventivo-Predictivo Aplicado A Los Equipos de La Empresa RemaplastAdolfo GonzalezAún no hay calificaciones
- PT - Planta de Desalinización Mediante Osmosis InversaDocumento31 páginasPT - Planta de Desalinización Mediante Osmosis Inversamauricio pereyraAún no hay calificaciones
- Medidas de Seguridad LPF DISTANCIAsDocumento172 páginasMedidas de Seguridad LPF DISTANCIAsFederico GarcíaAún no hay calificaciones
- Manual Flir Tools 3.1 (Spanish)Documento156 páginasManual Flir Tools 3.1 (Spanish)Mario Gustavo Romero TorricoAún no hay calificaciones
- MDLB - 30 - 67211 1 Es 1403Documento36 páginasMDLB - 30 - 67211 1 Es 1403Sebastian GallardoAún no hay calificaciones
- Manual 899 CoulometerDocumento124 páginasManual 899 CoulometerDestileria POPLAR CAPITAL S.A.Aún no hay calificaciones
- Informe N° 1 Gestión Del MantenimientoDocumento43 páginasInforme N° 1 Gestión Del MantenimientoFco Fabián Durán LeivaAún no hay calificaciones
- Diseño LayoutDocumento92 páginasDiseño LayoutRafael Pérez ValenzuelaAún no hay calificaciones
- Manual Rayos X Alta Frecuencia Youjoy EspañolDocumento16 páginasManual Rayos X Alta Frecuencia Youjoy EspañolTere AstocazaAún no hay calificaciones
- Manual de Servicio Vg70Documento138 páginasManual de Servicio Vg70Rayos x Diana turbayAún no hay calificaciones
- Proyecto Seguidor Rubén Molina MelladoDocumento90 páginasProyecto Seguidor Rubén Molina MelladoRubén SkaAún no hay calificaciones
- Umfluxus F501v1-4esDocumento148 páginasUmfluxus F501v1-4esRicardo PascuaAún no hay calificaciones
- Manual de Uso y Mantenimiento LV TOP 2662-20 COMM. 102-02-03 SPDocumento46 páginasManual de Uso y Mantenimiento LV TOP 2662-20 COMM. 102-02-03 SPmanuel moraAún no hay calificaciones
- Manual de Uso 4700Documento62 páginasManual de Uso 4700Raquel Adriana LennyAún no hay calificaciones
- T65025Documento128 páginasT65025Raúl FroddenAún no hay calificaciones
- Manual de Instalación-Funcionmiento y Mantenimiento-.5100.251-261Documento68 páginasManual de Instalación-Funcionmiento y Mantenimiento-.5100.251-261Ivan100% (1)
- Capítulo I - Introducción... 1 Capítulo Ii - Marco Teórico... 8 PDFDocumento13 páginasCapítulo I - Introducción... 1 Capítulo Ii - Marco Teórico... 8 PDFPortal Revuelta GonzálezAún no hay calificaciones
- 3113 - David Israel Mejoa Ochoa - Dustin Steven Ruiz Tizon - 07-05-22 (Cap 3)Documento52 páginas3113 - David Israel Mejoa Ochoa - Dustin Steven Ruiz Tizon - 07-05-22 (Cap 3)KU13R0 STAún no hay calificaciones
- Instrucciones de Funcionamiento: Variador Estándar Movitrac LTP-BDocumento248 páginasInstrucciones de Funcionamiento: Variador Estándar Movitrac LTP-BArnul CastroAún no hay calificaciones
- PowerROC D55 Manual de SeguridadDocumento44 páginasPowerROC D55 Manual de SeguridadBraulio Hernández LeónAún no hay calificaciones
- Instrucciones de Servicio: Compresor de Tornillo SMDocumento36 páginasInstrucciones de Servicio: Compresor de Tornillo SMsuministrosf3Aún no hay calificaciones
- Universidad Peruana de Ciencias Aplicadas: Sección: IV73 2021-02Documento224 páginasUniversidad Peruana de Ciencias Aplicadas: Sección: IV73 2021-02Ash BenavidesAún no hay calificaciones
- 10.0 es-ES 2021-03 IOM.1310Documento28 páginas10.0 es-ES 2021-03 IOM.1310IvanAún no hay calificaciones
- Manual de Operación y Mantenimiento-TICA TICADocumento37 páginasManual de Operación y Mantenimiento-TICA TICAjuanqui_18125420Aún no hay calificaciones
- Manual RapidDocumento278 páginasManual RapidAnónimo rapAún no hay calificaciones
- Testo 890 Manual de InstruccionesDocumento80 páginasTesto 890 Manual de InstruccionesSaul sanchez MantillaAún no hay calificaciones
- Manual de Servicio DSDDocumento156 páginasManual de Servicio DSDJhon Jairo Arango MarquezAún no hay calificaciones
- Evaluación 2 de Automatización IndustrialDocumento2 páginasEvaluación 2 de Automatización IndustrialAlexy BordonesAún no hay calificaciones
- Evaluación 2 de Programación de ControladoresDocumento2 páginasEvaluación 2 de Programación de ControladoresAlexy BordonesAún no hay calificaciones
- Resumen Modelamiento de Sistemas PDFDocumento4 páginasResumen Modelamiento de Sistemas PDFAlexy BordonesAún no hay calificaciones
- Guia PDFDocumento5 páginasGuia PDFAlexy BordonesAún no hay calificaciones
- Guia PDFDocumento2 páginasGuia PDFAlexy BordonesAún no hay calificaciones
- Guia PDFDocumento2 páginasGuia PDFAlexy BordonesAún no hay calificaciones
- DCDC06 Glo PDFDocumento2 páginasDCDC06 Glo PDFAlexy BordonesAún no hay calificaciones
- Comprobante Pago PDFDocumento1 páginaComprobante Pago PDFAlexy BordonesAún no hay calificaciones
- Contusiones Medicina LegalDocumento7 páginasContusiones Medicina LegalCesar MendozaAún no hay calificaciones
- Resumen Del Laboratorio de TraumatologiaDocumento22 páginasResumen Del Laboratorio de TraumatologiaEdward Alcantara MoralesAún no hay calificaciones
- Medicina ForenseDocumento61 páginasMedicina ForenseMa Martina Garcia AltamiranoAún no hay calificaciones
- Procedimiento de Certificacion Hilton - 2Documento7 páginasProcedimiento de Certificacion Hilton - 2Gianluca CattaneoAún no hay calificaciones
- ContusionDocumento2 páginasContusionDennysTalenasAún no hay calificaciones
- Guia de Traumatismo ToracicoDocumento18 páginasGuia de Traumatismo ToracicoGilberto ArrietaAún no hay calificaciones
- RM23 - SIMULACRO 11 - PARTE B - Sin Claves (VERSION CORTA)Documento14 páginasRM23 - SIMULACRO 11 - PARTE B - Sin Claves (VERSION CORTA)Brendy SantiagoAún no hay calificaciones
- RadiologíaDocumento12 páginasRadiologíaBanco De Sangre CajamarcaAún no hay calificaciones
- Consecuencias Jurídicas de Las Lesiones PDFDocumento14 páginasConsecuencias Jurídicas de Las Lesiones PDFjohan romeroAún no hay calificaciones
- LEGALDocumento9 páginasLEGALsilvanoAún no hay calificaciones
- El Resplandor-Analisis Semiologico-Identificacion SignosDocumento15 páginasEl Resplandor-Analisis Semiologico-Identificacion SignosRodrigoPachekAún no hay calificaciones
- Iperc-Area de LimpiezaDocumento24 páginasIperc-Area de LimpiezaPam-elaZevallosFernandezAún no hay calificaciones
- Contusion EsDocumento6 páginasContusion EsShelly Maria Garcia AponteAún no hay calificaciones
- Inducción Personal MédicoDocumento34 páginasInducción Personal MédicoMaria Elena LeónAún no hay calificaciones
- Ejemplo 4 Matriz de RiesgosDocumento1 páginaEjemplo 4 Matriz de RiesgosSelvinAún no hay calificaciones
- Riesgos MecanicosDocumento18 páginasRiesgos Mecanicospbahamondez3108Aún no hay calificaciones
- Primeros AuxiliosDocumento17 páginasPrimeros AuxiliosSportivo AgariniAún no hay calificaciones
- Trabajo Conciciones de SeguridadDocumento12 páginasTrabajo Conciciones de SeguridadnataliaAún no hay calificaciones
- 32213@erradic Block Parafinado Tf.Documento3 páginas32213@erradic Block Parafinado Tf.Alejandra GuardadoAún no hay calificaciones
- Primeros Aux. Cruz Roja Argentina - Curso 30hsDocumento88 páginasPrimeros Aux. Cruz Roja Argentina - Curso 30hsFernanda JuarezAún no hay calificaciones
- Traumatismos Torácicos ExtensoDocumento6 páginasTraumatismos Torácicos ExtensoValeria lissette Briones gonzalezAún no hay calificaciones
- TraumatismoDocumento62 páginasTraumatismoIvanSalinasAún no hay calificaciones
- Trauma Nasal - Rotacion PlasticsDocumento20 páginasTrauma Nasal - Rotacion PlasticsCrystel Pretell VargasAún no hay calificaciones
- Protocolo de Accidente EscolarDocumento5 páginasProtocolo de Accidente EscolarFernanda VeraAún no hay calificaciones
- Instalación de Tabiquería de MetalcomDocumento32 páginasInstalación de Tabiquería de MetalcomdanielaAún no hay calificaciones
- Mvis f56 278 r0 Ast MicropilotajeDocumento7 páginasMvis f56 278 r0 Ast MicropilotajeDarkys TorresAún no hay calificaciones