Documentos de Académico
Documentos de Profesional
Documentos de Cultura
PIPE BENDING MEHTOD - En.es
Cargado por
prot291Descripción original:
Título original
Derechos de autor
Formatos disponibles
Compartir este documento
Compartir o incrustar documentos
¿Le pareció útil este documento?
¿Este contenido es inapropiado?
Denunciar este documentoCopyright:
Formatos disponibles
PIPE BENDING MEHTOD - En.es
Cargado por
prot291Copyright:
Formatos disponibles
Traducido del inglés al español - www.onlinedoctranslator.
com
Estándar PFI ES-24
(Reafirmado - Septiembre 2010)
MÉTODOS DE DOBLADO DE TUBERÍAS,
TOLERANCIAS,
PROCESO Y MATERIAL
REQUISITOS
Preparado por
Comité de Ingeniería del Instituto de Fabricación de Tuberías
- - `,``,`,`,```,```,,,,,,`-`-``,```,,,`---
Todos los estándares de PFI son solo de asesoramiento. No existe
un acuerdo para adherirse a ningún estándar PFI y su uso por
cualquier persona es totalmente voluntario.
derechos reservados por
INSTITUTO DE FABRICACIÓN DE TUBERÍAS
Dedicado a los avances técnicos y la estandarización en
la industria de fabricación de tuberías
Desde 1913
EE.UU CANADÁ
Avenida de América 511, # 601 655, 32Dakota del NorteAvenida, #
Nueva York, NY 10011 201 Lachine, QC H8T 3G6
SITIO WEB
www.pfi-institute.org
Instituto de Fabricación de Tuberías Licenciatario=ANCAP 5946241
No apto para reventa, 2014/7/8 14:48:00
No se permite la reproducción ni la creación de redes sin licencia de IHS
Estándar PFI ES-24
(Reafirmado - Septiembre 2010)
Métodos de doblado de tuberías, tolerancias,
procesos y requisitos de materiales
CONVERSIONES MÉTRICAS
La conversión de cantidades entre sistemas de unidades involucra una determinación del número de dígitos significativos a ser retenidos.
Todas las conversiones dependen de la precisión prevista de la cantidad original y se redondean a la precisión adecuada.
Los tamaños de tubería junto con los espesores de pared aplicables no se muestran con equivalentes métricos.
Los valores SI (métricos) que se incluyen con los valores habituales de EE. UU. en esta Norma son los equivalentes redondeados de los valores de EE. UU. y
solo sirven como referencia.
Las unidades métricas se derivaron utilizando el siguiente factor de conversión:
Conversión Factor Conversión Factor
Pulgadas a 25.4 grado Fahr. a 5/9 (Grado F.– 32)
milimetros grado Centavo.
lb/in2a 0.0703
kg/cm2
1 Alcance = Diámetro exterior nominal de la tubería.
=
Tennesse Espesor nominal de pared de las tuberías.
1.1 Esta norma cubre métodos, requisitos de proceso, t.m.= Espesor de pared mínimo calculado requerido
tolerancias y criterios de aceptación para codos de tubería por el código aplicable. Espesor de la pared de
fabricados en taller. T = la tubería (medido o mínimo, de acuerdo con la
especificación de compra).
1.2 Los métodos de doblado descritos en esta norma son una
representación parcial de los comúnmente utilizados R = Radio de la línea central de la curva.
procesos y no excluyen el uso de otros
métodos.
3. Métodos de doblado
2. Terminología 3.1 Esta norma cubre los dobleces formados por métodos de
doblado en frío y en caliente. Para este estándar, un
2.1 Los símbolos y términos definidos a continuación se una temperatura de 100 grados F por debajo de la
utilizan a lo largo de esta norma: temperatura crítica más baja del material se define como
el límite entre la flexión en caliente y en frío.
CURVA EXTRADOS
3.2 A menos que el código vigente especifique lo contrario, el
TANGENTE
procedimiento de doblado, incluido el
El ciclo de calefacción/refrigeración y el tratamiento térmico
TE
EN Dn posterior a la flexión están determinados por el material de la
NG
TA
tubería, el diámetro, el grosor de la pared, el radio de flexión y las
propiedades requeridas después de la flexión. Debido a las muchas
R
variables involucradas, el fabricante debe determinar el
CURVA INTRADOS
procedimiento de doblado.
FIGURA 2.1
D = Tamaño nominal de la tubería.
- - `,``,`,`,```,```,,,,,,`-`-``,```,,,`---
Instituto de Fabricación de Tuberías Licenciatario=ANCAP 5946241
No apto para reventa, 2014/7/8 14:48:00
No se permite la reproducción ni la creación de redes sin licencia de IHS
Estándar PFI ES-24
(Reafirmado - Septiembre 2010)
DISPOSITIVO DE CALENTAMIENTO
3.3 Si bien el equipo de doblado utilizado en muchos de los
métodos es generalmente el mismo, puede haber diferencias
en los procedimientos de doblado, material
tolerancias, patas de sujeción y tracción, espesor de
pared, etc., entre fabricantes de doblado.
3.4Métodos de doblado en caliente
CAJA DE ANCLA
3.4.1 DOBLADO EN HORNO:
CILINDRO HIDRÁULICO
En este método, la tubería se empaqueta firmemente con
arena y luego se calienta en un horno a una temperatura
en el rango de 2000 grados F. Después de sacarla del
horno, un extremo de la tubería se retiene en un FIGURA 3.4.2
DOBLADO INCREMENTAL
dispositivo de sujeción y se calcula un momento de flexión.
aplicado en el otro extremo. El radio de la curva se controla
3.4.3 DOBLADO POR INDUCCIÓN:
mediante troqueles, topes o plantillas a medida que se
El equipo de doblado por inducción se compone de
dobla la tubería. Para curvas de radio largo y/o tubería de
tres componentes básicos que consisten en una
pared gruesa, la operación de relleno de arena puede no
cama, un brazo radial, que se establece en el radio
ser necesaria.
requerido, y un sistema de calentamiento por
inducción. La tubería se coloca en el lecho y la
ZAPATOS DE SUJECIÓN tangente frontal se sujeta al brazo radial. El sistema
de calentamiento por inducción calienta una banda
circunferencial estrecha alrededor de la tubería a la
temperatura de flexión adecuada. Cuando se alcanza
esta temperatura, la tubería se mueve continuamente
a través del serpentín de calentamiento mientras se
aplica un momento de flexión al área calentada.
Después de pasar por el serpentín, la tubería puede
ser forzada o enfriada naturalmente según lo
PARADAS DE RADIO requiera el procedimiento de doblado calificado
(OPCIONAL)
adecuado.
- - `,``,`,`,```,```,,,,,,`-`-``,```,,,`---
DISPOSITIVO DE TRACCIÓN
FIGURA 3.4.1 BOBINA DE INDUCCIÓN
DOBLADO EN HORNO
3.4.2 PLEGADORA INCREMENTAL: El equipo de flexión
incremental está compuesto por una caja de anclaje,
un cilindro hidráulico y un dispositivo de
calentamiento móvil. El tubo se sujeta en la caja de
anclaje y la tangente delantera se conecta al cilindro CAMA
hidráulico. El dispositivo de calentamiento calienta
RADIAL
una banda circunferencial estrecha en el arco a la
BRAZO
temperatura de flexión adecuada. A continuación, el
cilindro hidráulico aplica una fuerza para doblar el
pequeño incremento en una cantidad
predeterminada. Luego, el dispositivo de FIGURA 3.4.3
calentamiento se mueve a segmentos sucesivos DOBLADO POR INDUCCIÓN
donde se repite el proceso hasta que se logra el arco
requerido. Después de doblar cada incremento, el
área calentada se enfría según lo requiera el
procedimiento de doblado apropiado.
Instituto de Fabricación de Tuberías Licenciatario=ANCAP 5946241
No apto para reventa, 2014/7/8 14:48:00
No se permite la reproducción ni la creación de redes sin licencia de IHS
Estándar PFI ES-24
(Reafirmado - Septiembre 2010)
3.5Métodos de doblado en frío
3.5.1 PLEGADO ROTATIVO:
En este método, la tubería se asegura a un molde de
flexión mediante un molde de sujeción. A medida que gira
la matriz de flexión, atrae la tubería contra la matriz de
presión y, si es necesario para evitar el colapso de la pared,
sobre un mandril interno. La matriz de presión puede
permanecer fija o moverse con la tubería.
TROQUEL DE PRESIÓN
ABRAZADERA FIGURA 3.5.3
DOBLADO DE ROLLOS
4. Soldaduras en Curvas
4.1 En algunos casos, no es práctico utilizar tubería de
TROQUEL DE DOBLE GIRATORIO
longitud suficiente para satisfacer la longitud de arco
requerida del codo. Cuando sea necesario unir tramos
de tubería que resulten en una soldadura a tope
FIGURA 3.5.1
circunferencial en el arco de un codo de tubería, se
PLEGADORA ROTATIVA
deben considerar las siguientes prácticas:
3.5.2 FLEXIÓN DEL RAMO:
4.1.1 Los tubos que se van a soldar deben seleccionarse para
En el doblado con ariete, la tubería se sujeta
proporcionar la mejor uniformidad posible en los extremos de
mediante dos matrices de soporte y se aplica una
acoplamiento. El espesor de la pared de la tubería no debe ser
fuerza por medio de un ariete hidráulico a una zapata
menor que el mínimo de diseño más el margen de
formadora ubicada en el centro de la pieza de
adelgazamiento por curvatura (consulte la sección 7.0).
trabajo. Los dados de soporte giran sobre sus
pasadores de montaje para que sigan la tubería y 4.1.2 La preparación final para la soldadura debe estar de
mantengan el soporte externo durante toda la acuerdo con el procedimiento de soldadura calificado
operación. que se utilizará. Siempre que sea posible, se debe evitar
el escariado interno. Durante el ajuste de la junta, las
APOYO
tuberías deben rotarse o alinearse según sea necesario
ARIETE HIDRÁULICO MORIR
para proporcionar la menor cantidad de desajustes de
diámetro interior y exterior y la mejor transición a
través de la soldadura.
4.1.3 El procedimiento de soldadura debe estar calificado de
acuerdo con el Código que rige para las exposiciones
ZAPATO DE FORMACIÓN térmicas, (si las hubiere) excepto en
doblado y tratamiento térmico.
4.1.4 Después de completar la soldadura a tope circunferencial,
FIGURA 3.5.2 pero antes de doblar, el DE y el DI (donde sea
DOBLADO DE RAM accesible) de la soldadura deben esmerilarse para
eliminar el exceso de refuerzo de soldadura y
3.5.3 DOBLADO DE RODILLOS:
mezclarse suavemente con el metal base.
En el doblado con rodillos, se utilizan tres rodillos
formadores de aproximadamente el mismo diámetro 4.1.5 Es una buena práctica examinar la soldadura a
dispuestos en forma de pirámide. Los dos rodillos fijos tope circunferencial por radiografía antes y
se oponen al rodillo central ajustable. La tubería pasa a después del doblado, ya sea que dicha
través de los rodillos con la posición del rodillo radiografía sea requerida o no por el Código
ajustable controlando el radio de curvatura. aplicable.
- - `,``,`,`,```,```,,,,,,`-`-``,```,,,`---
Instituto de Fabricación de Tuberías Licenciatario=ANCAP 5946241
No apto para reventa, 2014/7/8 14:48:00
No se permite la reproducción ni la creación de redes sin licencia de IHS
Estándar PFI ES-24
(Reafirmado - Septiembre 2010)
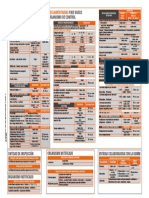
5. Tolerancias lineales y angulares 1
2
3
5.1 Las curvas se deben proporcionar con una tolerancia de
angularidad total de ± 0,5 grados según lo determinado
por la intersección de las líneas centrales tangentes
A
medidas con el equipo apropiado.
5.2 Cuando se requiere que el fabricante corte los dobleces a una
dimensión específica de centro a extremo, debe ser con las
tolerancias especificadas en PFI ES-3.
5.3 Si las porciones intermedias del perfil de curvatura FIGURA 6.2
son esenciales, sus tolerancias serán objeto de APLICACIÓN DE PANDEO DE PARED DE TUBERÍA
acuerdo entre el comprador y el fabricante. TOLERANCIAS
Nota 1 – La profundidad media de la cresta al valle es la suma de los
diámetros exteriores de las dos crestas contiguas dividida por dos,
5.4 Véase la fig. 9.3 para obtener una explicación de la terminología
menos el diámetro exterior del valle.
relacionada con las tolerancias de flexión.
(SOBREDOSIS)1- (DE)3- (DE)
6. Tolerancias de forma Profundidad -
2
2
6.1 La ovalidad de un codo de tubería no deberá exceder la Nota 2 – La relación entre la distancia entre las crestas y la profundidad es:
ovalidad requerida por el código vigente. Si no existe un
A 12
código vigente, la diferencia entre los diámetros máximo y -
mínimo no deberá exceder el 8 % del diámetro exterior
Profundidad (por Nota 1) 1
promedio medido de la parte recta de la tubería, a menos
que sea de mutuo acuerdo entre el comprador y el
6.3 Las hebillas que excedan las tolerancias anteriores estarán
fabricante. Cuando las condiciones de operación requieran
sujetas a acciones correctivas para ponerlas dentro de la
menos ovalidad, puede ser necesario usar radios más
tolerancia.
grandes, paredes de tubería más gruesas o un método de
doblado específico que proporcione un control más estricto
6.4 Si las condiciones de operación requieren tolerancias más estrictas en
de la ovalidad.
las pandeos, puede ser necesario usar radios más grandes, paredes
de tubería más pesadas o un proceso de doblado específico.
6.2 Dado que hay ocasiones en las que no se pueden evitar las
hebillas, deberían aplicarse las siguientes restricciones:
6.5 Para determinar qué curvas se pueden producir con un
grado de calidad satisfactorio, la Tubería
(a) Todas las formas de onda se fusionarán con la superficie
Fabrication Institute ha llevado a cabo estudios sobre acero al
de la tubería de manera gradual.
carbono y acero de baja aleación doblados en caliente para
(b) La altura vertical máxima de cualquier ola, determinar los radios de doblado mínimos recomendados para
medida desde la altura promedio de dos varias proporciones de diámetros exteriores a espesor de pared.
crestas contiguas al valle, no deberá exceder El rango de flexión resultante
el 3% del tamaño nominal de la tubería. (Ver determinado por estos estudios para cada uno de los
Figura 6.2, Nota 1) procesos de doblado se muestra en la Figura 6.5.1 y 6.5.2.
(c) La relación mínima de la distancia entre las
crestas en comparación con la altura entre las
crestas y el valle incluido debe ser de 12 a 1.
(Ver Figura 6.2, Nota 2)
- - `,``,`,`,```,```,,,,,,`-`-``,```,,,`---
Instituto de Fabricación de Tuberías Licenciatario=ANCAP 5946241
No apto para reventa, 2014/7/8 14:48:00
No se permite la reproducción ni la creación de redes sin licencia de IHS
Estándar PFI ES-24
(Reafirmado - Septiembre 2010)
(2) Ingrese 29.1 en el eje Dn/T de la Figura 6.5.1 y
muévase verticalmente a la intersección con el
7
límite del rango de flexión.
6 (3) Luego muévase horizontalmente para determinar la
5 relación mínima recomendada entre el radio y el
diámetro, que equivale aproximadamente a 4,5. A
4 efectos prácticos, los radios de flexión rara vez se
expresan en términos de números fraccionarios, sino
3
en términos de números enteros multiplicados por el
2 tamaño nominal de la tubería. Por lo tanto, el radio de
curvatura recomendado sería de 5 x 12 = 60".
1
0
Ejemplo B: Determinar el mínimo
0 10 20 30 40 50 60 70
espesor de pared permisible requerido para el
doblado por inducción de tuberías de acero al
FIGURA 6.5.1 carbono de 22" de DE según ASTM A 53- Grado B
RANGO DE DOBLADO EN HORNO en un radio de curvatura 3D.
(1) Introduzca 3 en el eje R/Dn de la figura 6.5.2 y
7
muévase horizontalmente hasta la intersección
con el límite del rango de flexión.
6
(2) Luego, mueva la verticalidad para determinar la
5 relación mínima recomendada entre el diámetro y el
espesor de la pared, que equivale aproximadamente
4 a 45. Es decir, Dn/tn = 45 o tn = Dn/45 = 22/45 =
. 489".
3
6.7 La figura 6.5.1 se basa en una amplia experiencia en el doblado en
horno de tuberías de acero al carbono y de baja aleación. Dado
2 que los materiales inoxidables y no ferrosos tienen coeficientes
de expansión más altos que los aceros al carbono y de baja
1 aleación, se produce una mayor reducción en la densidad del
relleno de arena a medida que estos materiales se calientan
0
hasta la temperatura de flexión. Como resultado, el relleno de
0 25 50 75 100 125 150 arena no brinda la misma rigidez contra el aplanamiento y el
pandeo que cuando se dobla una tubería de acero al carbono o
de baja aleación.
FIGURA 6.5.2
RANGO DE DOBLADO POR INDUCCIÓN E INCREMENTAL Debido a esta diferencia fundamental, el
ingeniero de diseño debe prestar especial
6.6 Se dan dos ejemplos para la determinación de las atención a la selección del radio de curvatura
combinaciones mínimas recomendadas de espesor de mínimo.
pared y radio de curvatura para un tamaño de tubería dado.
- - `,``,`,`,```,```,,,,,,`-`-``,```,,,`---
6.8 Los rangos de doblado en frío pueden variar significativamente con
el proceso y el grado de herramienta especializada utilizada. La
Ejemplo A: Determinar el mínimo permisible Figura 6.8.1 se puede utilizar para seleccionar el tipo de curvatura
radio de curvatura requerido para curvar o el proceso requerido.
en horno tubería de acero al carbono extra
fuerte de 12" según ASTM A 106-Grado B.
(1) Determine la relación entre el diámetro y el espesor de la
pared. 12" X-Stg. tiene un diámetro exterior de 12,75" con
una pared nominal de 0,500". Según la norma ASTM A 106,
la pared mínima es de 0,438". Por lo tanto Dn/T =
12.75/.438 = 29.l.
Instituto de Fabricación de Tuberías Licenciatario=ANCAP 5946241
No apto para reventa, 2014/7/8 14:48:00
No se permite la reproducción ni la creación de redes sin licencia de IHS
Estándar PFI ES-24
(Reafirmado - Septiembre 2010)
12 La fórmula utilizada para calcular la tercera columna es:
11
RI
O t
10 LO
TO (2Dakota del Nortevalor de la columna) – (1-metro),
t
L
OL
RA I
9 GI DR
YR
RT
EO AN
M
M
8 SO N
LAS
dóndet =Espesor nominal de la pared de la tubería menos
RA
CO BO
LTI
A
7 MU la tolerancia de fabricación, ytmetrose deriva de la ecuación
RV
I L
DR
CU
6 NM
AN
(3) de B31.1, párr. 104.1.2. Se utilizaron los valores más
CO LAS
5 TAT
IVO
N MU
LTIBO
RO R IO CO conservadores en ese rango de tamaños de tubería y
4 TEO EO GIR
A T O
PIADO
R
SOR SORT RIZ LIM espesores de pared.
Y MAT
3 MAN D R IL
2
1 TABLA 7.2.1
0 DOBLADO EN HORNO
0 25 50 75 100 125 150
Doblar Grosor mínimo factorizado
FIGURA 6.8.1 Radio Antes de doblar Espesor
RANGO DE DOBLADO EN FRÍO
6D 1,06 tm 1,03 toneladas
7. Subsidios materiales 5D 1,08 tm 1,04 tm
4D 1,14 tm 1,09 toneladas
7.1 Las siguientes recomendaciones para las tolerancias de material 3D 1,25 tm 1,19 tm
variarán según el método de doblado, el material, el tamaño
de la tubería, el radio de doblado y el equipo del fabricante TABLA 7.2.2
del doblado. Se sugiere que el comprador se comunique con INDUCCIÓN Y DOBLADO INCREMENTAL
el fabricante para obtener información específica.
Doblar Grosor mínimo factorizado
Radio Antes de doblar Espesor
- - `,``,`,`,```,```,,,,,,`-`-``,```,,,`---
7.2 Para compensar el adelgazamiento de la pared debido a la
flexión, la segunda columna, ("Grosor mínimo antes de la 6Dn 1,06 tm 1,03 toneladas
flexión"), en las Tablas 7.2.1, 7.2.2, 7.2.3 y 7.2.4 se puede utilizar 5Dn 1,08 tm 1,04 tm
como guía para ordenar tuberías. para el proceso 4Dn 1,10 tm 1,05 tm
correspondiente. ASME B31.1 Power Piping, ecuaciones 3Dn 1,14 tm 1,08 tm
102.4.5(3B, 3C & 3E), y B31.3 Process Piping, ecuación 2Dn 1,22 tm 1,13 tm
304.2.1(3c & 3e) definen un espesor mínimo en el extradós de 1.5Dn 1,30 tm 1,19 tm
la curva que es menor que el espesor mínimo requerido para
tubería recta. Por el contrario, el espesor mínimo para el TABLA 7.2.3
intradós del codo debe ser proporcionalmente mayor que el PLEGADORA ROTATIVA
requerido para la tubería recta. La tercera columna, ("Grosor
factorizado"), de estas tablas enumera el grosor mínimo Doblar Grosor mínimo factorizado
requerido antes del doblado factorizado para el Radio Antes de doblar Espesor
adelgazamiento permitido en el extradós del doblez. La
experiencia indica que el espesor mínimo de la tubería recta 6Dn 1,09 toneladas 1,06 tm
que se muestra en las tablas debería ser suficiente para 5Dn 1,14 tm 1,10 tm
cumplir con los requisitos de espesor mínimo después del 4Dn 1,20 tm 1,15 tm
doblado. Se permite la interpolación para doblar a radios 3Dn 1,28 tm 1,22 tm
intermedios.
TABLA 7.2.4
DOBLADO DE RAM Y RODILLOS
La fórmula de código para calcular el espesor mínimo
requerido para el doblado extradós, como se define en B31.1 Doblar Grosor mínimo factorizado
2007 es: Radio Antes de doblar Espesor
-R-
PD o 4--D-- -1
-Adónde 6Dn 1,08 tm 1,05 tm
t- yo- -o- 5Dn
-SE - 1,10 tm 1,06 tm
metro
2- -Py- -R-
yo 4-- -- -2 4Dn 1,13 tm 1,08 tm
- - -Do-
3Dn 1,17 tm 1,11 tm
Instituto de Fabricación de Tuberías Licenciatario=ANCAP 5946241
No apto para reventa, 2014/7/8 14:48:00
No se permite la reproducción ni la creación de redes sin licencia de IHS
Estándar PFI ES-24
(Reafirmado - Septiembre 2010)
7.4 Debido a que las curvas calentadas por inducción se
7.3 Dado que el inicio de la curva depende en cierta medida de factores producen bajo presión, se produce una compresión del
que no están completamente bajo el control del doblador, se debe material que da como resultado que se requieran más pies
agregar una longitud adicional para garantizar que se puedan de tubería recta que los determinados a partir de la
cumplir las dimensiones generales del centro al extremo. Para longitud desarrollada. Para proporcionar esta compresión,
compensar este factor, el comprador debe agregar 6 pulgadas al el comprador de curvas de inducción debe agregar un 5%
total de las longitudes rectas tangentes requeridas. a la longitud teórica del arco. La compresión del material
puede dejar una joroba, o protuberancia, al comienzo de
la curvatura en el radio interior que no es perjudicial para
la curvatura.
Diámetro nominal 1" a 2" 2½" a 3½" 4" a 48"
Tirando del extremo 6" 8" 2D (10" mínimo)
Extremo de espera 6" 8" 1.5D (10" mín.)
Tangente entre codos (Tm) 6" 9" 1D (12" mín.)*
* Nota: 9" mínimo para tubería de 4". 10" mínimo para tubería de 5".
TABLA 7.5.1
LONGITUDES MÍNIMAS DE TANGENTE PARA CURVAS DE HORNO
7.5 Para producir una curva correctamente, se requieren
tangentes rectas mínimas en ambos extremos del arco VARIA
para fines de sujeción y/o tracción.
En las tablas 7.5.1, 7.5.2 y 7.5.3 se dan las longitudes
R
tangentes mínimas características para los diversos
procesos. La definición de estas longitudes tangentes se
R
puede ver en la Figura 7.5.4. Las longitudes tangentes
mínimas requeridas para la flexión incremental se deben TM
VARIA
obtener del fabricante. Deben utilizarse tangentes más
largas siempre que sea posible y deben considerarse en el
diseño de tuberías. En los casos en que las tangentes deben
mantenerse cortas, debe tenerse en cuenta que puede FIGURA 7.5.4
existir una condición de falta de redondez en los extremos de LONGITUDES DE TANGEN
la tubería.
8. Requisitos de materiales para doblado en caliente
Diámetro nominal 2" a 24" 26" a 66"
8.1 La tubería a doblar debe protegerse de la
tangente frontal DE+ 6" DE+ 6"
contaminación de materiales nocivos como las
tangente posterior 72" 132"
aleaciones de cobre, latón y plomo de baja
Tangente entre codos (Tm) 24" 60"
temperatura de fusión.
TABLA 7.5.2 8.2 La tubería de acero inoxidable que se sospeche que esté
LONGITUDES MÍNIMAS DE TANGENTE contaminada con metales ferrosos u otros materiales
PARA DOBLADO POR INDUCCIÓN dañinos debe limpiarse antes de doblarse para
eliminar los contaminantes.
Diámetro nominal 1" a 10"
tangente frontal 2XD 8.3 La tubería de acero inoxidable debe suministrarse en la
tangente posterior 3XD condición de recocido en solución.
Tangente entre codos (Tm) 2XD
TABLA 7.5.3
LONGITUDES MÍNIMAS DE TANGENTE PARA DOBLADO EN FRÍO
- - `,``,`,`,```,```,,,,,,`-`-``,```,,,`---
Instituto de Fabricación de Tuberías Licenciatario=ANCAP 5946241
No apto para reventa, 2014/7/8 14:48:00
No se permite la reproducción ni la creación de redes sin licencia de IHS
Estándar PFI ES-24
(Reafirmado - Septiembre 2010)
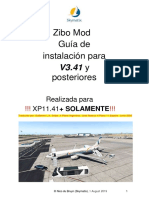
9. Información de pedido 9.3 Tolerancias de flexión sugeridas:
9.1 El Formulario de pedido de curvas de tubería (Formulario 9.1)
Radio de curvatura --------------- 1% de Dim “C” Grado de
proporciona la información recomendada requerida para la
curvatura --------------- 0,5 grados Plano de curvatura --
compra de curvas de tubería.
--------------- Plano de curvatura de 1,0
9.2 Los criterios de aplicabilidad y aceptación de cada campo, tal grados------------------- 1% de las dimensiones lineales
como se define en el Formulario de pedido de doblado de Dim “C” -------- --- 1/8”, 12” y menos
tubería, se determinarán mediante los códigos, 3/16”, más de 12”
especificaciones y requisitos de fabricación aplicables. Ovalidad en el área doblada --------- 8% del diámetro
después de doblar
Ovalidad en la preparación final.----------ASME B16.9
9.4 El área de comentarios misceláneos y el espacio provisto
en la parte inferior del formulario de pedido de curvas
de tubería se pueden usar para abordar
requisitos tales como, marcado de piezas, trazado de líneas
centrales, tratamiento térmico de curvas, soldaduras a tope en el
Lineal área de curvas, etc.
Dimensión
Lineal Tangente
Dimensión Longitud
radio de
Curva (Dim C) plano de curva
(Ángulo entre
dos planos de curvatura)
Vista del plan Vista desde un extremo
Tolerancia de ovalidad:
Menor La diferencia
diá. entre el mayor
y eje menor (porcentaje)
Linea tangente
Plano liso
de curva
nom. Importante
diá. diá.
Grado de
Doblar
Ovalidad
(2x tamaño)
Linea tangente
Elevación
Figura 9.3
Tolerancias
- - `,``,`,`,```,```,,,,,,`-`-``,```,,,`---
Instituto de Fabricación de Tuberías Licenciatario=ANCAP 5946241
No apto para reventa, 2014/7/8 14:48:00
No se permite la reproducción ni la creación de redes sin licencia de IHS
Estándar PFI ES-24
(Reafirmado - Septiembre 2010)
- - `,``,`,`,```,```,,,,,,`-`-``,```,,,`---
FORMULARIO DE PEDIDO DE DOBLADO DE TUBO
FORMULARIO 9.1
Instituto de Fabricación de Tuberías Licenciatario=ANCAP 5946241
No apto para reventa, 2014/7/8 14:48:00
No se permite la reproducción ni la creación de redes sin licencia de IHS
También podría gustarte
- Montaje de redes de saneamiento. ENAT0108De EverandMontaje de redes de saneamiento. ENAT0108Aún no hay calificaciones
- Planificación de la gestión y organización de los procesos de montaje de sistemas domóticosDe EverandPlanificación de la gestión y organización de los procesos de montaje de sistemas domóticosCalificación: 4.5 de 5 estrellas4.5/5 (2)
- RCU N°200-2018-UCV LINEAS DE INVESTIGACIÓN - OcredDocumento7 páginasRCU N°200-2018-UCV LINEAS DE INVESTIGACIÓN - OcredJefferson VargasAún no hay calificaciones
- RCUN° 200-2018 UCV Líneas de InvestigaciónDocumento7 páginasRCUN° 200-2018 UCV Líneas de Investigaciónrocio gutierrez campos100% (2)
- Contenido de Fibra EndurecidoDocumento5 páginasContenido de Fibra EndurecidoCarlos RomeroAún no hay calificaciones
- Ocas Periodicidades Ir A3-2022Documento1 páginaOcas Periodicidades Ir A3-2022Frank GarziaAún no hay calificaciones
- NTP 350.405-2015. Metodos de Ensayos Normalizados y Definiciones para Ensayos MecánicosDocumento136 páginasNTP 350.405-2015. Metodos de Ensayos Normalizados y Definiciones para Ensayos MecánicosLorenzo Espinoza67% (3)
- Inspección carpintería metal instalaciónDocumento7 páginasInspección carpintería metal instalaciónManuel Tirado RodriguezAún no hay calificaciones
- Especificacion TécnicaDocumento163 páginasEspecificacion TécnicaLeonardo Samir Misaico MendozaAún no hay calificaciones
- ITP1Documento2 páginasITP1LEONCIO RIVERA GALINDOAún no hay calificaciones
- NTP 339.186-2008 - 2013 Hormigón (Concreto)Documento22 páginasNTP 339.186-2008 - 2013 Hormigón (Concreto)Rogger RamosAún no hay calificaciones
- Ficha Tecnica - Mediciòn Dinamica APIAYDocumento2 páginasFicha Tecnica - Mediciòn Dinamica APIAYMaría Patricia GómezAún no hay calificaciones
- Criterios de Diseño para La Reposición de Redes de Acueducto Con Rotura de Tubería (Pipe Bursting)Documento20 páginasCriterios de Diseño para La Reposición de Redes de Acueducto Con Rotura de Tubería (Pipe Bursting)Fabio Andres Rojas DiazAún no hay calificaciones
- Accesorio Tuberia STPDocumento40 páginasAccesorio Tuberia STPJeank RivadeneyraAún no hay calificaciones
- Curso Inst. Sanitarias Desague Nivel Basico-Abril2018Documento96 páginasCurso Inst. Sanitarias Desague Nivel Basico-Abril2018Juan Miguel Durand NapanAún no hay calificaciones
- CARTA MA001-RS-0665-2022 Respuesta A Estatus de IntrumentaciónDocumento30 páginasCARTA MA001-RS-0665-2022 Respuesta A Estatus de IntrumentaciónMarlon RiofrioAún no hay calificaciones
- Planos RociadoresDocumento13 páginasPlanos Rociadorescapry_cornio@yahoo.comAún no hay calificaciones
- Version Practica 23-08-2021 NORMAS IDUDocumento300 páginasVersion Practica 23-08-2021 NORMAS IDUHenry CusgüenAún no hay calificaciones
- Diablo UltrasonicoDocumento19 páginasDiablo UltrasonicoJuan Roberto López Betanzos100% (1)
- Protocolo DrywallDocumento1 páginaProtocolo DrywallMiguel Angel Najarro Medina70% (10)
- Ensayo LosetaDocumento4 páginasEnsayo LosetaAlejandrita Velandia RubioAún no hay calificaciones
- FMEC0108 FichaDocumento2 páginasFMEC0108 FichaJose ManuelAún no hay calificaciones
- Cuadro General de Clasificación DocumentalDocumento3 páginasCuadro General de Clasificación DocumentalCUJILEMA SAMANIEGO ROBINSON STALIN100% (1)
- Proyecto Algas Unicordoba Revisado Enripena Oct 2014Documento22 páginasProyecto Algas Unicordoba Revisado Enripena Oct 2014Vanessa HerreraAún no hay calificaciones
- Inen 2260 2010 PDFDocumento68 páginasInen 2260 2010 PDFChristian MerchanAún no hay calificaciones
- PEMEX-EST-SO-084-2020 Rev0Documento15 páginasPEMEX-EST-SO-084-2020 Rev0RomanAún no hay calificaciones
- Pie Estructuras de HormigonDocumento1 páginaPie Estructuras de HormigoncalidadAún no hay calificaciones
- Plan Maestro de Una Obra de ConstrucciónDocumento9 páginasPlan Maestro de Una Obra de ConstrucciónAnonymous nco7PlFp100% (3)
- 801-18 Instalación de Concreto Estampado para Superficies de Tránsito PeatonalDocumento13 páginas801-18 Instalación de Concreto Estampado para Superficies de Tránsito PeatonalCarlos Julio Zuñiga SanchezAún no hay calificaciones
- NTP 399.172 2014Documento25 páginasNTP 399.172 2014Jose HuancahuireAún no hay calificaciones
- NORMA INEN 1372 TUBOS Y ACCESORIOS - UnlockedDocumento7 páginasNORMA INEN 1372 TUBOS Y ACCESORIOS - UnlockedTerry NavarroAún no hay calificaciones
- Inacal-Ctn2 - NTP 399.003Documento23 páginasInacal-Ctn2 - NTP 399.003Ivan DAún no hay calificaciones
- Norma Técnica NTP 399.168 Peruana 2004: 2004-11-18 1 EdiciónDocumento21 páginasNorma Técnica NTP 399.168 Peruana 2004: 2004-11-18 1 EdiciónJOSE HUANCAHUIREAún no hay calificaciones
- Norma Técnica NTP 399.167 Peruana 2004: 2004-11-18 1 EdiciónDocumento12 páginasNorma Técnica NTP 399.167 Peruana 2004: 2004-11-18 1 EdiciónJOSE HUANCAHUIREAún no hay calificaciones
- NTP 399.002Documento26 páginasNTP 399.002Beatrice Carroll67% (3)
- Tubos de PEAD para cableado subterráneoDocumento22 páginasTubos de PEAD para cableado subterráneopechugonisAún no hay calificaciones
- Canaerlizaciones NTP 370 302pdfDocumento36 páginasCanaerlizaciones NTP 370 302pdfJesus JapoAún no hay calificaciones
- Informe de FICHAS TECNICAS DE TUBERIA PARA RIEGO Tuboplast 000126Documento4 páginasInforme de FICHAS TECNICAS DE TUBERIA PARA RIEGO Tuboplast 000126Junnior MezaAún no hay calificaciones
- EstudiosDocumento215 páginasEstudiosMaritzaAún no hay calificaciones
- Abr 0124 Es Puente Militar Moniquira-1Documento4 páginasAbr 0124 Es Puente Militar Moniquira-1ing.oscarperez15Aún no hay calificaciones
- Tipos de Arreglos SubsuperficialesDocumento38 páginasTipos de Arreglos SubsuperficialesMiguel Angel Plata GosalvezAún no hay calificaciones
- Instalación Tubería Conduit AéreaDocumento7 páginasInstalación Tubería Conduit AéreawilliamcdAún no hay calificaciones
- NTP 339.202Documento8 páginasNTP 339.202stintaya1Aún no hay calificaciones
- Estructura de Quiebre PESG Y PETS - Rev.1Documento1 páginaEstructura de Quiebre PESG Y PETS - Rev.1Cristian FuentesAún no hay calificaciones
- Requerimientos laboratorio control calidad vías SumapazDocumento11 páginasRequerimientos laboratorio control calidad vías SumapazPeppe TropeaAún no hay calificaciones
- Nte Inen 1374-2Documento13 páginasNte Inen 1374-2Alejandra Lema100% (1)
- Padron ContratistasDocumento4 páginasPadron ContratistasMiguel Tierranueva CortesAún no hay calificaciones
- Análisis de pantallas LED: Lo que debes saber sobre la evaluación de ProfecoDocumento6 páginasAnálisis de pantallas LED: Lo que debes saber sobre la evaluación de ProfecoEnrique de la Cruz RomeroAún no hay calificaciones
- Operações Unitárias II (Engenharia Química)Documento2 páginasOperações Unitárias II (Engenharia Química)Miguel De Araujo P CoelhoAún no hay calificaciones
- Avance Construccion de Instrumentos Eccl Abril-14-2020Documento1 páginaAvance Construccion de Instrumentos Eccl Abril-14-2020ing_jjgmAún no hay calificaciones
- Fmec0209 Fic PDFDocumento36 páginasFmec0209 Fic PDFLuis Enrique Villacorta Calle0% (1)
- Modelo Del PP 0118Documento1 páginaModelo Del PP 0118WILY AQUILES BUTRON ARCAYAAún no hay calificaciones
- Programación Física, Adquisiciones y Financiera. Segun Modelo PP0118 JVDocumento1 páginaProgramación Física, Adquisiciones y Financiera. Segun Modelo PP0118 JVRaquelVegaMejiaAún no hay calificaciones
- Informe de Consistencia Cui #2478606-Saneamiento MarayhuacaDocumento5 páginasInforme de Consistencia Cui #2478606-Saneamiento MarayhuacaRocio del Pilar Purihuaman MattaAún no hay calificaciones
- Anexo 1. Especificaciones TecnicasDocumento15 páginasAnexo 1. Especificaciones TecnicasLuis G. Castillo SalasAún no hay calificaciones
- Pam Ec 30 PRC 010 0Documento6 páginasPam Ec 30 PRC 010 0Diego MarceloAún no hay calificaciones
- 15028-IA18A-0002 Rev. ADocumento14 páginas15028-IA18A-0002 Rev. ADavid CamposAún no hay calificaciones
- INFORME Nº 024 - REQUERIMIENTO DE PROFESIONAL Y ESTUDIODocumento2 páginasINFORME Nº 024 - REQUERIMIENTO DE PROFESIONAL Y ESTUDIOluienrikAún no hay calificaciones
- NTP 339.204Documento29 páginasNTP 339.204stintaya1Aún no hay calificaciones
- Bieleta de Recuperación de Par Inferior - Extracción - ReposiciónDocumento5 páginasBieleta de Recuperación de Par Inferior - Extracción - Reposiciónprot291Aún no hay calificaciones
- Dimmer PWM Con 555 para Tiras de LedsDocumento2 páginasDimmer PWM Con 555 para Tiras de Ledsprot291Aún no hay calificaciones
- Manual Prog Nutricion DIALDocumento111 páginasManual Prog Nutricion DIALprot291Aún no hay calificaciones
- Bieleta de Rótula Axial - Extracción - ReposiciónDocumento4 páginasBieleta de Rótula Axial - Extracción - Reposiciónprot291Aún no hay calificaciones
- Alternador - Extracción - ReposiciónDocumento5 páginasAlternador - Extracción - Reposiciónprot291Aún no hay calificaciones
- Crear Un Rotación Planetaria Con WinJuposDocumento23 páginasCrear Un Rotación Planetaria Con WinJuposPablo BarriosAún no hay calificaciones
- ADC QuickGuide - En.esDocumento8 páginasADC QuickGuide - En.esprot291Aún no hay calificaciones
- Las Dietas Hiperproteicas en El Tratamiento de La ObesidadDocumento69 páginasLas Dietas Hiperproteicas en El Tratamiento de La Obesidadprot291100% (1)
- Inf General CNCmecanizadoDocumento34 páginasInf General CNCmecanizadoCarcass1987Aún no hay calificaciones
- Adherencia positiva con soluciones simplesDocumento17 páginasAdherencia positiva con soluciones simplesprot291Aún no hay calificaciones
- Libros Universitarios GratisDocumento477 páginasLibros Universitarios GratisMiguelangel Rodriguez Barrios89% (9)
- Manual Instalacion y Uso Tren b737Documento5 páginasManual Instalacion y Uso Tren b737prot291Aún no hay calificaciones
- Instalacion Zibo EspañolDocumento41 páginasInstalacion Zibo Españolprot291Aún no hay calificaciones
- X Plane 11 FMS Manual Espanol Spanish v1.0Documento39 páginasX Plane 11 FMS Manual Espanol Spanish v1.0Fernando CarrizoAún no hay calificaciones
- Comoponentes ElectronicosDocumento65 páginasComoponentes ElectronicosLuis Antonio AsprillaAún no hay calificaciones
- ES - DocumentaciónDocumento9 páginasES - Documentaciónprot291Aún no hay calificaciones
- CONEXIÓN DARLINGTONUltimaDocumento24 páginasCONEXIÓN DARLINGTONUltimaJuan Carlos Moreno OrtizAún no hay calificaciones
- WinPic800 ManualDocumento62 páginasWinPic800 ManualPAUL BALLARTAAún no hay calificaciones
- Tema13 Intro SistProgramMicros PDFDocumento26 páginasTema13 Intro SistProgramMicros PDFla_hormigaAún no hay calificaciones
- Fuentes Deal I Me Ntac I Online A LesDocumento74 páginasFuentes Deal I Me Ntac I Online A LesEmerson Ipiales GudiñoAún no hay calificaciones
- Tutorial Sobre Motores Paso A Paso (Stepper Motors)Documento10 páginasTutorial Sobre Motores Paso A Paso (Stepper Motors)prot291Aún no hay calificaciones
- Circuitos Aritméticos DigitalesDocumento29 páginasCircuitos Aritméticos DigitaleslojanitoalamorAún no hay calificaciones
- Tema10 - Circuitos SecuencialesDocumento35 páginasTema10 - Circuitos Secuencialesprot291Aún no hay calificaciones
- Libro Circuitos EléctricosDocumento324 páginasLibro Circuitos EléctricosHugo Carhuallanqui100% (1)
- Memorias SemiconductorasDocumento64 páginasMemorias Semiconductorasprot291100% (1)
- Proyectos de ElectronicaDocumento110 páginasProyectos de ElectronicaErick_Alexander100% (1)
- Tema12 Conversores AD DADocumento16 páginasTema12 Conversores AD DAprot291Aún no hay calificaciones
- Fabricación de PCBs Con Film FotosensibleDocumento9 páginasFabricación de PCBs Con Film Fotosensiblegus911Aún no hay calificaciones
- Como Calcular Capacitores para Un Puente RectificadorDocumento3 páginasComo Calcular Capacitores para Un Puente Rectificadorprot291100% (1)
- Tuberias de Asbesto Cemento o FibraDocumento9 páginasTuberias de Asbesto Cemento o Fibrajulio9rivera9menesesAún no hay calificaciones
- Mantenimiento Quinquenal Proc.Documento24 páginasMantenimiento Quinquenal Proc.Victor Ulises Bautista GarciaAún no hay calificaciones
- Obtención de Muestras Con Tubo de Pared Delgada ShelbyDocumento3 páginasObtención de Muestras Con Tubo de Pared Delgada ShelbyEnmanuel Valero100% (2)
- Canaletas y Ductos Instalacion de RedesDocumento7 páginasCanaletas y Ductos Instalacion de Redeseliaan100% (1)
- Fajas TransportadorasDocumento29 páginasFajas TransportadorasPablo Uribe PimentelAún no hay calificaciones
- Dibujo de TuberíasDocumento8 páginasDibujo de TuberíasFranz Cali50% (2)
- Tubing MS 01 107Documento21 páginasTubing MS 01 107DiegoAún no hay calificaciones
- Tema 4Documento28 páginasTema 4Riofrio KikeAún no hay calificaciones
- WA3126Q Manual de Uso y CuidadoDocumento24 páginasWA3126Q Manual de Uso y CuidadoJuany VázquezAún no hay calificaciones
- TareaDocumento4 páginasTareaaugusto quirozAún no hay calificaciones
- Informe de Evaluación Exp TecnicoDocumento6 páginasInforme de Evaluación Exp TecnicoRS EdgarAún no hay calificaciones
- Especificaciones para La Construccion Del Campo de Juego y Engramado Del Estadio de Beisbol 20 de Enero en Sincelejo Sucre-2022Documento38 páginasEspecificaciones para La Construccion Del Campo de Juego y Engramado Del Estadio de Beisbol 20 de Enero en Sincelejo Sucre-2022JOSEAún no hay calificaciones
- Tesis Sobre CentralizadoresDocumento71 páginasTesis Sobre CentralizadoresAnnabell Pérez Córdova50% (4)
- Propuesta Tecnica de MontajeDocumento31 páginasPropuesta Tecnica de MontajeHector Silva100% (2)
- Trabajo de SifonesDocumento17 páginasTrabajo de SifonesJose David Gonzalez Rincon100% (3)
- Plano de Instalaciones Domiciliarias de Agua FríaDocumento19 páginasPlano de Instalaciones Domiciliarias de Agua FríaDennis QFAún no hay calificaciones
- Manual de Instalación de Grupo Electrógeno Por CRAM - PSC S.a.cramelectroDocumento37 páginasManual de Instalación de Grupo Electrógeno Por CRAM - PSC S.a.cramelectroRafael Cesar RiverosAún no hay calificaciones
- Diseño Circuitos FuerzaDocumento51 páginasDiseño Circuitos FuerzaOsmel Pérez BalujaAún no hay calificaciones
- Especificaciones TecnicasDocumento19 páginasEspecificaciones TecnicasCaRlos O. StradaAún no hay calificaciones
- Transportadores de Tornillo Sin FinDocumento63 páginasTransportadores de Tornillo Sin FinShinefer100% (3)
- Gasfiteria BasicaDocumento15 páginasGasfiteria BasicaeduardoAún no hay calificaciones
- Trabajo ManteDocumento33 páginasTrabajo MantemanuAún no hay calificaciones
- Informe PlastisurDocumento3 páginasInforme PlastisurJoel Nasael Neyra Vega100% (1)
- Estimacion 10 Mpe-16-039 Taller SoldaduraDocumento107 páginasEstimacion 10 Mpe-16-039 Taller SoldaduraAngel PecinaAún no hay calificaciones
- 10-Emisor y BuzonesDocumento11 páginas10-Emisor y BuzonesAlexander Galvez ArmasAún no hay calificaciones
- Jitorres - 3er TALLER F Tuberias MFS FAVDocumento3 páginasJitorres - 3er TALLER F Tuberias MFS FAVJefferson ReyesAún no hay calificaciones
- Sustento de Tubería Con Especificación PSL 1Documento12 páginasSustento de Tubería Con Especificación PSL 1Falcon JoeAún no hay calificaciones
- Proyecto Fisica IIDocumento18 páginasProyecto Fisica IIKoOsGeNgUiAún no hay calificaciones
- Glosario de Instalaciones Sanitarias.Documento2 páginasGlosario de Instalaciones Sanitarias.camila challapaAún no hay calificaciones
- Manual de Operacion - Modelo 1250 SPANISHDocumento44 páginasManual de Operacion - Modelo 1250 SPANISHHectorMaldonado100% (1)