También podría gustarte
- 22004.sco-06 Trazabilidad y RastreabilidadDocumento12 páginas22004.sco-06 Trazabilidad y RastreabilidadAlberto WatkinsAún no hay calificaciones
- 22004.sco-08 Inspeccion Visual de SoldaduraDocumento14 páginas22004.sco-08 Inspeccion Visual de SoldaduraAlberto Watkins100% (1)
- PETS Cambio de Revestimiento Molino Sag AntaminaDocumento42 páginasPETS Cambio de Revestimiento Molino Sag AntaminaCesar Augusto Ramírez67% (3)
- 089-MB-IPLM-MEC-002 Rev. 1Documento15 páginas089-MB-IPLM-MEC-002 Rev. 1Alberto Watkins100% (1)
- Plan de Continuidad de Negocios PDFDocumento39 páginasPlan de Continuidad de Negocios PDFGary Mogrovejo CuadrosAún no hay calificaciones
- Cen-st-000-I-gd-004 - v0 Criterio de Diseño de Construccion de InstrumentaciónDocumento39 páginasCen-st-000-I-gd-004 - v0 Criterio de Diseño de Construccion de InstrumentaciónJorge ObrequeAún no hay calificaciones
- PCM-004 Rev.2 Inspeccion de Preparación de Superficie y PinturaDocumento10 páginasPCM-004 Rev.2 Inspeccion de Preparación de Superficie y PinturaAntonio Rafael Brito100% (1)
- BC-IN-IN-003 Inst Estandares de Dibujo en AutoCAD Rev 0Documento25 páginasBC-IN-IN-003 Inst Estandares de Dibujo en AutoCAD Rev 0Cristhian Martinez100% (1)
- Informe Mensual de Calidad (01-01-23 Al 31-01-23)Documento13 páginasInforme Mensual de Calidad (01-01-23 Al 31-01-23)Federico Galarza OvandoAún no hay calificaciones
- Estados financieros: Consolidación y método de participación - 3ra ediciónDe EverandEstados financieros: Consolidación y método de participación - 3ra ediciónAún no hay calificaciones
- Control de Cambio de Ingenieria Rev-00Documento6 páginasControl de Cambio de Ingenieria Rev-00Alberto WatkinsAún no hay calificaciones
- Canalizacion para Conduit y Cableado SGC-PR-001-REV01Documento15 páginasCanalizacion para Conduit y Cableado SGC-PR-001-REV01Alberto Watkins100% (1)
- Instrumentacion y Control SGC-PR-003-PI-RlDocumento12 páginasInstrumentacion y Control SGC-PR-003-PI-RlAlberto Watkins100% (1)
- V Tal Mec 01 Oc 03 Ge B 001a 0149 - 02 Economizador ADocumento1062 páginasV Tal Mec 01 Oc 03 Ge B 001a 0149 - 02 Economizador AWilson ramirez zuniniAún no hay calificaciones
- Instalaciones Electricas SGC-PR-002-PE-RLDocumento11 páginasInstalaciones Electricas SGC-PR-002-PE-RLAlberto Watkins100% (1)
- IEB-792-12-D110 - 0 - Coordinacion de Aislamiento PDFDocumento38 páginasIEB-792-12-D110 - 0 - Coordinacion de Aislamiento PDFJennifer CharlesAún no hay calificaciones
- Cen ST 000 C GD 002 - v0 Especificacion General Criterio de Diseño Civil EstructuralDocumento51 páginasCen ST 000 C GD 002 - v0 Especificacion General Criterio de Diseño Civil EstructuralJorge ObrequeAún no hay calificaciones
- 089-MB-IPLM-MEC-003 Rev01Documento17 páginas089-MB-IPLM-MEC-003 Rev01Alberto WatkinsAún no hay calificaciones
- 089-MB-IPLM-MEC-001 Rev.1Documento35 páginas089-MB-IPLM-MEC-001 Rev.1Alberto WatkinsAún no hay calificaciones
- 2.4.4 Desmonte y Limpieza de Capa Vegetal - EPCB.A000.&&&&&.&&&&&.012.FE - PR0002.SDocumento11 páginas2.4.4 Desmonte y Limpieza de Capa Vegetal - EPCB.A000.&&&&&.&&&&&.012.FE - PR0002.SmcagoenmailruAún no hay calificaciones
- NF SP 10525 0 24 4004 - 1Documento30 páginasNF SP 10525 0 24 4004 - 1Edward Carhuanina LescanoAún no hay calificaciones
- I-GI-MA-005-TCE Procedimiento Tala y PodaDocumento22 páginasI-GI-MA-005-TCE Procedimiento Tala y PodasstproyectoabregoAún no hay calificaciones
- Procedimiento de SeñalizacionDocumento14 páginasProcedimiento de SeñalizacionTIMOTEO ROJAS CARRILLOAún no hay calificaciones
- BC-IN-IN-003 Inst. Estandares de Dibujo en AutoCAD Rev.2Documento32 páginasBC-IN-IN-003 Inst. Estandares de Dibujo en AutoCAD Rev.2Cristhian MartinezAún no hay calificaciones
- K CC3 178 Hse Pfat 0001 - R3Documento39 páginasK CC3 178 Hse Pfat 0001 - R3Samir SoteloAún no hay calificaciones
- 1.1 Plan de Calidad..Documento29 páginas1.1 Plan de Calidad..Jose Luis RodriguezAún no hay calificaciones
- Plan de SMSDocumento27 páginasPlan de SMSWilly MendozaAún no hay calificaciones
- 2.4.1 Replanteo y Relevamiento Topográfico - EPCB.A000.&&&&&.012.FE - PR0001.SDocumento17 páginas2.4.1 Replanteo y Relevamiento Topográfico - EPCB.A000.&&&&&.012.FE - PR0001.SmcagoenmailruAún no hay calificaciones
- 1000 ESTD 002 Rev0 PDFDocumento32 páginas1000 ESTD 002 Rev0 PDFJorge BolañosAún no hay calificaciones
- Hlo - MQ13 203 CM 2810 SS0003 - 3Documento10 páginasHlo - MQ13 203 CM 2810 SS0003 - 3luis mattoAún no hay calificaciones
- Memoria de Cálculo: Plataforma de Mtto Grua: MQ13-600-CM-5840-SS3600Documento41 páginasMemoria de Cálculo: Plataforma de Mtto Grua: MQ13-600-CM-5840-SS3600marinvpaAún no hay calificaciones
- Plan de Gestión de RiesgosDocumento57 páginasPlan de Gestión de RiesgosGustavo AdolfoAún no hay calificaciones
- Procedimiento Soldadura de Linea y UnionesDocumento24 páginasProcedimiento Soldadura de Linea y UnionesSaule Larry GrigioniAún no hay calificaciones
- MQ13 600 CM 5840 SS3600 - RevcDocumento44 páginasMQ13 600 CM 5840 SS3600 - RevcDavid Borja HuarachiAún no hay calificaciones
- NE NT 001 V4 20121022 AbastecimientoDocumento166 páginasNE NT 001 V4 20121022 AbastecimientoRaul Martinez JardonAún no hay calificaciones
- PCLA-1064-MD-000-9000 - 2 (Memoria Descriptiva SX)Documento15 páginasPCLA-1064-MD-000-9000 - 2 (Memoria Descriptiva SX)Daniel Enrique CerdaAún no hay calificaciones
- FPIPS-102 Visión de NegociosDocumento10 páginasFPIPS-102 Visión de NegociosLuis Hubert Ipanaqué MuñozAún no hay calificaciones
- 1519 - TEC-01-PRO001-02 - Procedimientos de Montaje de Estructuras - Rev.001 PDFDocumento37 páginas1519 - TEC-01-PRO001-02 - Procedimientos de Montaje de Estructuras - Rev.001 PDFPerez AlbertoAún no hay calificaciones
- Bases de Programación - ÍndiceDocumento1 páginaBases de Programación - Índiceeduardo2190Aún no hay calificaciones
- GGL Apr PRT 007 Trabajo en Caliente.Documento46 páginasGGL Apr PRT 007 Trabajo en Caliente.FRANCISCOAún no hay calificaciones
- Memoria Calculo Agujas - RBDocumento16 páginasMemoria Calculo Agujas - RBFelipe RifoAún no hay calificaciones
- Memoria CimentacionDocumento24 páginasMemoria CimentacionAndres Mauricio ZapataAún no hay calificaciones
- Resumen EjecutivoDocumento84 páginasResumen EjecutivoJose Rafael CastroAún no hay calificaciones
- 088-MP-MEC-21 Soldadura de Estructura Rev.1Documento13 páginas088-MP-MEC-21 Soldadura de Estructura Rev.1Jose RomanAún no hay calificaciones
- AparejosDocumento1 páginaAparejosDaniela Angelica Ali BellidoAún no hay calificaciones
- Términos de Referencia: Código: Fecha Del VersionamientoDocumento33 páginasTérminos de Referencia: Código: Fecha Del Versionamientot752rjb7thAún no hay calificaciones
- PRT - CAL - 01 - IIEE en Muros PantallaDocumento8 páginasPRT - CAL - 01 - IIEE en Muros PantallaChristian Ore QuezadaAún no hay calificaciones
- MQ15 781 Iom 3340 Me0001 - 0Documento161 páginasMQ15 781 Iom 3340 Me0001 - 0tapiadarwin07Aún no hay calificaciones
- Tme Con Civ PR PC1 0007 - R04Documento32 páginasTme Con Civ PR PC1 0007 - R04Franklin Calle VaronaAún no hay calificaciones
- Especificación Técnica Elementos Especiales de PipingDocumento21 páginasEspecificación Técnica Elementos Especiales de PipingArgenis PérezAún no hay calificaciones
- Proyecto: Juan de Aliaga 650 - Etapa Ii Cliente: Inversiones Inmobiliarias Magdalena S.A.CDocumento13 páginasProyecto: Juan de Aliaga 650 - Etapa Ii Cliente: Inversiones Inmobiliarias Magdalena S.A.CGiannina Piscoya RiosAún no hay calificaciones
- Es 05626 La de Emt Edificio Prefabricado Vacio de SuperficieDocumento51 páginasEs 05626 La de Emt Edificio Prefabricado Vacio de SuperficieJhon Bairon Velásquez MiraAún no hay calificaciones
- ARG-01-I-0-YC-0030 E.T. GNRAL PINTURA-revB3Documento45 páginasARG-01-I-0-YC-0030 E.T. GNRAL PINTURA-revB3tronicAún no hay calificaciones
- K CC3 172 Const Proc 092 - R1 - EaDocumento28 páginasK CC3 172 Const Proc 092 - R1 - EaHans CerratoAún no hay calificaciones
- Pca Trecsa 10 2022 Obras Civiles Modesto MendezDocumento79 páginasPca Trecsa 10 2022 Obras Civiles Modesto MendezAlejandro Enriquez CortezAún no hay calificaciones
- Cen-st-000-C-gc-001 - v0 Especificación General para Trabajos de HormigónDocumento43 páginasCen-st-000-C-gc-001 - v0 Especificación General para Trabajos de HormigónJorge ObrequeAún no hay calificaciones
- P MA 8013 002 Manejo de ResiduosDocumento39 páginasP MA 8013 002 Manejo de ResiduoslarissaAún no hay calificaciones
- 1013-0620-CQC-PRO-004 Relleno y Compactación Rev. 1Documento12 páginas1013-0620-CQC-PRO-004 Relleno y Compactación Rev. 1Norman MorochoAún no hay calificaciones
- Es 05627 La de Emt Edificio Prefabricado Vacio Subterraneo para CTDocumento52 páginasEs 05627 La de Emt Edificio Prefabricado Vacio Subterraneo para CTJuan E LópezAún no hay calificaciones
- Pp-Cca-200 Plan de CalidadDocumento15 páginasPp-Cca-200 Plan de CalidadMartha Yanet Huaman Gutierrez100% (1)
- TRD - Ejecución Qda. La Jardina - Rev03Documento106 páginasTRD - Ejecución Qda. La Jardina - Rev03ICONSER SACAún no hay calificaciones
- OAC-CON-PRT-MSA-005 - 0 Obras Civiles GeneralDocumento125 páginasOAC-CON-PRT-MSA-005 - 0 Obras Civiles GeneralOmar Lafuente ZárateAún no hay calificaciones
- N011 Norma de Diseño y Construcción de Líneas Áereas BT y MTDocumento52 páginasN011 Norma de Diseño y Construcción de Líneas Áereas BT y MTSREG553 GARCIAAún no hay calificaciones
- Plan de CalidadDocumento52 páginasPlan de Calidadgreenfield.construplanAún no hay calificaciones
- Procedimiento Excavación y Rellenos de WTGDocumento39 páginasProcedimiento Excavación y Rellenos de WTGGabriela Hidalgo JaraAún no hay calificaciones
- 089-Mb-Iplm-Mec-012-F-01 Reg.2Documento5 páginas089-Mb-Iplm-Mec-012-F-01 Reg.2Alberto WatkinsAún no hay calificaciones
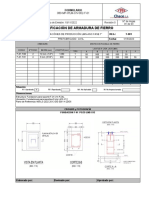
- 089 MB Iplm Civ 002 F 01 Verif Armadura R 001Documento6 páginas089 MB Iplm Civ 002 F 01 Verif Armadura R 001Alberto WatkinsAún no hay calificaciones
- Ries 03Documento1 páginaRies 03Alberto WatkinsAún no hay calificaciones
- Ries 07Documento1 páginaRies 07Alberto WatkinsAún no hay calificaciones
- Sistema de Puesta A Tierrra SGC-PR-004-RLDocumento16 páginasSistema de Puesta A Tierrra SGC-PR-004-RLAlberto WatkinsAún no hay calificaciones
- 22004.sco-07 Prefab y Montaje de EstructurasDocumento10 páginas22004.sco-07 Prefab y Montaje de EstructurasAlberto WatkinsAún no hay calificaciones
- Dosificacion Concretec (Prefabricado)Documento11 páginasDosificacion Concretec (Prefabricado)Alberto WatkinsAún no hay calificaciones
- Homologacion ASSET DOC LOC 6836823Documento105 páginasHomologacion ASSET DOC LOC 6836823Ricardo Matías Fernández TapiaAún no hay calificaciones
- ABP - Caso Individual, Corona de VolanteDocumento11 páginasABP - Caso Individual, Corona de Volanteoscar intriagoAún no hay calificaciones
- Inecuaciones de Primer GradoDocumento4 páginasInecuaciones de Primer GradoSergio 965Aún no hay calificaciones
- Ruidos enETDocumento9 páginasRuidos enETAdri RearteAún no hay calificaciones
- Taller 2-II-2017 para EntregarDocumento1 páginaTaller 2-II-2017 para EntregarKarenBonilla0% (1)
- Leonardo Pablo Contreras - AED6TP1Documento11 páginasLeonardo Pablo Contreras - AED6TP1Leonardo ContrerasAún no hay calificaciones
- Diseño Del Reductor de VelocidadesDocumento62 páginasDiseño Del Reductor de VelocidadesFrancisco David RodríguezAún no hay calificaciones
- TesisDocumento66 páginasTesisEzraAún no hay calificaciones
- Bloque IDocumento23 páginasBloque IGarcia Nuñez Jaime EmanuelAún no hay calificaciones
- Pulso CiudadanoDocumento60 páginasPulso CiudadanoContacto Ex-Ante100% (1)
- MainDocumento64 páginasMainGloria HernándezAún no hay calificaciones
- Cómo Usar Una Fuente de PC para ComunicacionesDocumento20 páginasCómo Usar Una Fuente de PC para ComunicacionesGaston100Aún no hay calificaciones
- Cálculo TierrasDocumento4 páginasCálculo TierrasAlejandro PérezAún no hay calificaciones
- Sesion MateDocumento2 páginasSesion Matepedro carbajal roldanAún no hay calificaciones
- Logistica UaDocumento14 páginasLogistica UaElkin Jesus Julio BlancoAún no hay calificaciones
- Manual C Sharp NETDocumento3 páginasManual C Sharp NETBolivar Orbe RoblesAún no hay calificaciones
- S12. Ureogénesis. Acción de La ArginasaDocumento25 páginasS12. Ureogénesis. Acción de La ArginasaVIVIANA ZULEMA AZA�ERO MAGANAún no hay calificaciones
- Fddi - Fiber Distributed Data InterfaceDocumento11 páginasFddi - Fiber Distributed Data InterfacefoxkonAún no hay calificaciones
- Sondeo Eléctrico VerticalDocumento12 páginasSondeo Eléctrico VerticalGuillermo Solis PedrazaAún no hay calificaciones
- Spa Syllabus Inteligencia ArtificialDocumento2 páginasSpa Syllabus Inteligencia ArtificialAlexAún no hay calificaciones
- RESUMEN TEÓRICO (Argentina Programa - ULP Curso 1) - 230504 - 205839Documento18 páginasRESUMEN TEÓRICO (Argentina Programa - ULP Curso 1) - 230504 - 205839Rocio LedesmaAún no hay calificaciones
- Tecnicas de Enseñanza de Las MatematicasDocumento6 páginasTecnicas de Enseñanza de Las MatematicasLorenz AlvaradoAún no hay calificaciones
- Apunte-Abacus y Superabacus-V1.3Documento12 páginasApunte-Abacus y Superabacus-V1.3Ignacio OronáAún no hay calificaciones
- Guia01 ATMega328PDocumento4 páginasGuia01 ATMega328PEnrique Villegas MedinaAún no hay calificaciones
- Sesion 1.2 - Comportamiento Del ConsumidorDocumento59 páginasSesion 1.2 - Comportamiento Del ConsumidorWladimir Sanchez F.Aún no hay calificaciones
- Conductividad ElectrolitosDocumento5 páginasConductividad ElectrolitosRosalinda Vazquez LorenzoAún no hay calificaciones
- Metodología de Investigación en CcssDocumento49 páginasMetodología de Investigación en CcssAlejandraAún no hay calificaciones
- Previo Práctica 8Documento7 páginasPrevio Práctica 8adri307Aún no hay calificaciones
- Sistemas de Coordenadas en AstronomiaDocumento5 páginasSistemas de Coordenadas en AstronomiarodrigoAún no hay calificaciones