También podría gustarte
- Soldadura MIG de acero inoxidable y aluminio. FMEC0210De EverandSoldadura MIG de acero inoxidable y aluminio. FMEC0210Calificación: 5 de 5 estrellas5/5 (1)
- Interpretación de planos en soldadura. FMEC0210De EverandInterpretación de planos en soldadura. FMEC0210Calificación: 4.5 de 5 estrellas4.5/5 (3)
- Diseño de estructuras de concreto armadoDe EverandDiseño de estructuras de concreto armadoCalificación: 5 de 5 estrellas5/5 (2)
- HIDRÁULICADocumento140 páginasHIDRÁULICALuis Caballero100% (1)
- Soldadura MAG de estructuras de acero al carbono. FMEC0210De EverandSoldadura MAG de estructuras de acero al carbono. FMEC0210Aún no hay calificaciones
- Flexión en vigas de concreto reforzado: Método elástico (ASD)De EverandFlexión en vigas de concreto reforzado: Método elástico (ASD)Calificación: 5 de 5 estrellas5/5 (2)
- ASME Sección VIII-edic. 2021 Parte 7.1Documento27 páginasASME Sección VIII-edic. 2021 Parte 7.1Andres Melian100% (1)
- Montaje de soportes y ensamblaje de tuberías. FMEC0108De EverandMontaje de soportes y ensamblaje de tuberías. FMEC0108Calificación: 5 de 5 estrellas5/5 (1)
- Reparación de elementos metálicos. TMVL0309De EverandReparación de elementos metálicos. TMVL0309Calificación: 5 de 5 estrellas5/5 (1)
- Fallas en AlbañileriaDocumento33 páginasFallas en AlbañileriaGloria Denisse LJ57% (14)
- Soldadura con alambre tubular. FMEC0210De EverandSoldadura con alambre tubular. FMEC0210Aún no hay calificaciones
- Fabricación y Montaje de Estructuras Metálicas Rev 0Documento37 páginasFabricación y Montaje de Estructuras Metálicas Rev 0Sebastian DiazAún no hay calificaciones
- Metrado Agua y Agua Contra IncendioDocumento4 páginasMetrado Agua y Agua Contra IncendioHoreb Pedro AntonioAún no hay calificaciones
- Acu Sistema de Bombeo de Agua PotableDocumento50 páginasAcu Sistema de Bombeo de Agua PotablekralissaAún no hay calificaciones
- Oficios Artísticos. Forja: Las técnicas de la forja explicadas paso a pasoDe EverandOficios Artísticos. Forja: Las técnicas de la forja explicadas paso a pasoCalificación: 5 de 5 estrellas5/5 (1)
- CT-D-041-02 Procedimiento para El Corte, Figurado, Amarre e Instalación de Acero de Refuerzo V.01Documento12 páginasCT-D-041-02 Procedimiento para El Corte, Figurado, Amarre e Instalación de Acero de Refuerzo V.01Luis Fernando100% (1)
- Métodos de unión y desunión de elementos fijos estructurales. TMVL0309De EverandMétodos de unión y desunión de elementos fijos estructurales. TMVL0309Calificación: 5 de 5 estrellas5/5 (1)
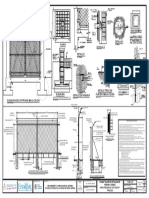
- Plano de Porton y Cerca Perimetral de Malla CiclonDocumento1 páginaPlano de Porton y Cerca Perimetral de Malla CiclonAlexander Aguinaga Espinoza100% (7)
- Diseño, construcción y criterios de supervisión de edificaciones en mampostería estructural según la NSR-10De EverandDiseño, construcción y criterios de supervisión de edificaciones en mampostería estructural según la NSR-10Aún no hay calificaciones
- Trasmision At98 PlatinaDocumento92 páginasTrasmision At98 PlatinaJonny OrdoñezAún no hay calificaciones
- Manual EstructuralDocumento26 páginasManual EstructuralLeo Ces LavinAún no hay calificaciones
- NO 90 017 Fabricacion EEMMDocumento31 páginasNO 90 017 Fabricacion EEMMFernando Araneda Rivera100% (2)
- AiseDocumento14 páginasAiseDanilo Rojas MartinezAún no hay calificaciones
- MEL IS Choque Colision Volcamiento MinaDocumento2 páginasMEL IS Choque Colision Volcamiento MinaHugo Gonzales AnzaAún no hay calificaciones
- 1703CAP12051 210 3 ET 104 - Rev0 PDFDocumento47 páginas1703CAP12051 210 3 ET 104 - Rev0 PDFAARON_1982Aún no hay calificaciones
- Estructuras metálicas para subestacionesDocumento16 páginasEstructuras metálicas para subestacionesLuis Cesar VaPiAún no hay calificaciones
- Conformado y curvado en la fabricación de tuberías. FMEC0108De EverandConformado y curvado en la fabricación de tuberías. FMEC0108Aún no hay calificaciones
- Caseta Despachador DetallesDocumento20 páginasCaseta Despachador DetallesJose GuzmánAún no hay calificaciones
- Calculo de La Carga Térmica de CalefaccionDocumento10 páginasCalculo de La Carga Térmica de CalefaccionJuan Francisco León ArochaAún no hay calificaciones
- Estructura metálica muros cortafuegoDocumento19 páginasEstructura metálica muros cortafuegorodrigo0% (1)
- EN 000 3 ET 0001 1 - EscondidaDocumento16 páginasEN 000 3 ET 0001 1 - EscondidaCESAR CANEOAún no hay calificaciones
- H-325576-230-S-SP-001-B Fabricación y Montaje Acero EstructuralDocumento15 páginasH-325576-230-S-SP-001-B Fabricación y Montaje Acero EstructuralrodrigoAún no hay calificaciones
- HU01-GGC-02 Acero Estructural y Miscelaneo Rev 0Documento14 páginasHU01-GGC-02 Acero Estructural y Miscelaneo Rev 0jayro arteaga manriqueAún no hay calificaciones
- Pi317 6000 Ing CD Est 001 - 0Documento14 páginasPi317 6000 Ing CD Est 001 - 0robertoAún no hay calificaciones
- Memoria Tijerales FinalDocumento84 páginasMemoria Tijerales FinalGabishh ZouisAún no hay calificaciones
- Especificación técnica para suministro de acero estructural y acero misceláneoDocumento18 páginasEspecificación técnica para suministro de acero estructural y acero misceláneoCamila LicciardoAún no hay calificaciones
- Mi09h060 260 3 Et 003 - R2Documento22 páginasMi09h060 260 3 Et 003 - R2rfm23Aún no hay calificaciones
- Especificaciones TecnicasDocumento26 páginasEspecificaciones TecnicasAlberto FelixAún no hay calificaciones
- Criterios de Diseno para Estructuras de PDFDocumento14 páginasCriterios de Diseno para Estructuras de PDFJRVilchisAún no hay calificaciones
- Especificación técnica acero refuerzo concretoDocumento7 páginasEspecificación técnica acero refuerzo concretoElkin SuarezAún no hay calificaciones
- ETG-A.1.03 Criterio Diseño Estructuras y Fundaciones SseeDocumento16 páginasETG-A.1.03 Criterio Diseño Estructuras y Fundaciones SseePabloGarciaAún no hay calificaciones
- Et 0000 0 000 01 756 - 1Documento33 páginasEt 0000 0 000 01 756 - 1clulloaAún no hay calificaciones
- ASTM NicaraguaDocumento13 páginasASTM NicaraguaMario GabrieAún no hay calificaciones
- Diseño de estructuras de acero PDVSADocumento5 páginasDiseño de estructuras de acero PDVSA75bm73Aún no hay calificaciones
- P.3.0135.03 3Documento17 páginasP.3.0135.03 3TSEO_22Aún no hay calificaciones
- 615.A, B. ACERO DE REFUERZO Fy 4200 kgcm2 (EN SECO Y BAJO AGUA)Documento6 páginas615.A, B. ACERO DE REFUERZO Fy 4200 kgcm2 (EN SECO Y BAJO AGUA)Andre CVAún no hay calificaciones
- Especificaciones TecnicaDocumento9 páginasEspecificaciones TecnicaKarol VivianaAún no hay calificaciones
- Corte y figurado de acero en construcción de líneas eléctricasDocumento5 páginasCorte y figurado de acero en construcción de líneas eléctricasDiego RendónAún no hay calificaciones
- CSL 192400 06 Do 002 - 0Documento12 páginasCSL 192400 06 Do 002 - 0giacomo abadAún no hay calificaciones
- ETG-A.1.03 Criterio de Diseño Estructuras y Fundaciones SseeDocumento16 páginasETG-A.1.03 Criterio de Diseño Estructuras y Fundaciones SseeGonzalo Andres Lopez OlivaAún no hay calificaciones
- Sección 03 20 00 Refuerzo para ConcretoDocumento4 páginasSección 03 20 00 Refuerzo para ConcretoannAún no hay calificaciones
- Procedimiento de Acero Estructural v.01Documento8 páginasProcedimiento de Acero Estructural v.01joven RataAún no hay calificaciones
- Bases de Diseño - Proyecto Strip Center Lampa - GBA - 2019Documento11 páginasBases de Diseño - Proyecto Strip Center Lampa - GBA - 2019Hernán Trujillo JaraAún no hay calificaciones
- Nec 11Documento4 páginasNec 11Gabriel MartínezAún no hay calificaciones
- IGEP 2023-ANEXO 5-GCD02 - Acero Laminado Estructuras - 09-2023Documento43 páginasIGEP 2023-ANEXO 5-GCD02 - Acero Laminado Estructuras - 09-2023agiraldezmoyanoAún no hay calificaciones
- Resumen Manual AhmsaDocumento6 páginasResumen Manual AhmsaDavid GomezAún no hay calificaciones
- Ganchos, Traslapes, DiametrosDocumento33 páginasGanchos, Traslapes, DiametrosMoises Hernandez HernandezAún no hay calificaciones
- PATCT-DA-297000-04-TS-510 - 2 Fabricacion y Montaje de EstructurasDocumento43 páginasPATCT-DA-297000-04-TS-510 - 2 Fabricacion y Montaje de EstructurasCarlos Alberto OviedoAún no hay calificaciones
- Est m4Documento31 páginasEst m4jean alvarezAún no hay calificaciones
- Barras y alambres de acero para refuerzo de concreto (NTON 12 014 - 17Documento13 páginasBarras y alambres de acero para refuerzo de concreto (NTON 12 014 - 17djreyes04Aún no hay calificaciones
- Pi317 6000 Ing MC Est 001 - 1Documento27 páginasPi317 6000 Ing MC Est 001 - 1robertoAún no hay calificaciones
- Trabajo 2da LenguaDocumento22 páginasTrabajo 2da LenguaAlejandro IncapieAún no hay calificaciones
- NTC5401 PDFDocumento74 páginasNTC5401 PDFjavierleon827Aún no hay calificaciones
- ACERO PROYECTO MaereDocumento18 páginasACERO PROYECTO MaereÁngel ZárateAún no hay calificaciones
- It Doc MantDocumento9 páginasIt Doc MantrodrigoAún no hay calificaciones
- Is Accidente Ruta CamionDocumento2 páginasIs Accidente Ruta Camionmadelaine.aprAún no hay calificaciones
- Observación Planeada de Tarea: Actividad de Liderazgo en TerrenoDocumento2 páginasObservación Planeada de Tarea: Actividad de Liderazgo en TerrenoIvan Meneses RodriguezAún no hay calificaciones
- IS Accidente A Personas Falla de Terreno V6Documento2 páginasIS Accidente A Personas Falla de Terreno V6Mario Rivera G.Aún no hay calificaciones
- Anotaciones TuckoloaDocumento1 páginaAnotaciones TuckoloarodrigoAún no hay calificaciones
- Vigencia TuckoloaDocumento1 páginaVigencia TuckoloarodrigoAún no hay calificaciones
- IT DOC PasarelaDocumento10 páginasIT DOC PasarelarodrigoAún no hay calificaciones
- Estatutos TuckoloaDocumento7 páginasEstatutos TuckoloarodrigoAún no hay calificaciones
- Proc. OCM-026-16 Instalación de Moldaje Re.00Documento10 páginasProc. OCM-026-16 Instalación de Moldaje Re.00rodrigoAún no hay calificaciones
- Certificado de Número Municipal AntofagastaDocumento1 páginaCertificado de Número Municipal AntofagastarodrigoAún no hay calificaciones
- Cambio de Viga en Bin Tripper N°2Documento12 páginasCambio de Viga en Bin Tripper N°2rodrigoAún no hay calificaciones
- Proc. OCM-029-16 Excavacion y Zanja en Forma Manual Rev.00Documento14 páginasProc. OCM-029-16 Excavacion y Zanja en Forma Manual Rev.00rodrigoAún no hay calificaciones
- Proc. OCM-025-16 Hormigonado Rev.02Documento18 páginasProc. OCM-025-16 Hormigonado Rev.02rodrigoAún no hay calificaciones
- Proc. OCM-024-16 Izaje Con Camion Pluma Rev.00Documento21 páginasProc. OCM-024-16 Izaje Con Camion Pluma Rev.00rodrigoAún no hay calificaciones
- Proc. CMI-001-12 Emergencia Rev. 07Documento15 páginasProc. CMI-001-12 Emergencia Rev. 07rodrigoAún no hay calificaciones
- Preparación superficie compactadoraDocumento10 páginasPreparación superficie compactadorarodrigoAún no hay calificaciones
- Proc. OCM-012-16 Carpinteria Rev.00Documento14 páginasProc. OCM-012-16 Carpinteria Rev.00rodrigoAún no hay calificaciones
- Procedimiento de armado y desarme de andamios seguroDocumento19 páginasProcedimiento de armado y desarme de andamios segurorodrigoAún no hay calificaciones
- Proc. OCM-008-16 Sierra Circular Rev 00Documento9 páginasProc. OCM-008-16 Sierra Circular Rev 00rodrigoAún no hay calificaciones
- Formato Listado de Toma de TemperaturaDocumento1 páginaFormato Listado de Toma de TemperaturarodrigoAún no hay calificaciones
- Proc. OCM-010-16 Esmeril Angular Rev.00Documento10 páginasProc. OCM-010-16 Esmeril Angular Rev.00rodrigoAún no hay calificaciones
- Generador Hyundai Hy-42ch 42 Kva 380 v. Diesel P.electrica-0Documento11 páginasGenerador Hyundai Hy-42ch 42 Kva 380 v. Diesel P.electrica-0Rodri GonzalezAún no hay calificaciones
- 168 - Hardox - 450 - MX - Ficha Tecnica PDFDocumento2 páginas168 - Hardox - 450 - MX - Ficha Tecnica PDFGerardo Jesús VidalAún no hay calificaciones
- Plan de Mantenimiento-Listado de Tareas AlbacoraDocumento14 páginasPlan de Mantenimiento-Listado de Tareas AlbacoraYorch's ValerAún no hay calificaciones
- Ejercicio físico estructuraDocumento36 páginasEjercicio físico estructuraVictor Sánchez AguilarAún no hay calificaciones
- Avaluo Daños Porsche 2021 Firmado y SelladoDocumento5 páginasAvaluo Daños Porsche 2021 Firmado y SelladoBrz Vaga BundoAún no hay calificaciones
- Estructuras de tabiques para edificios en alturaDocumento38 páginasEstructuras de tabiques para edificios en alturaGiu lotitoAún no hay calificaciones
- Equipo de Perforación RotatoriaDocumento7 páginasEquipo de Perforación Rotatoriaavefenix666Aún no hay calificaciones
- Mecánica de materiales ShanleyDocumento7 páginasMecánica de materiales ShanleyAndrea OcantoAún no hay calificaciones
- Practica 2.2-1cDocumento2 páginasPractica 2.2-1cCarlos Alberto Gago CuevaAún no hay calificaciones
- 20112ILN222V1 Intercambio de CalorDocumento22 páginas20112ILN222V1 Intercambio de CalorAldo FPAún no hay calificaciones
- 1 Presentacion Estructuras de AceroDocumento112 páginas1 Presentacion Estructuras de AceroIGNACIO DIAZ OLIVARESAún no hay calificaciones
- Principio de Funcionamiento de Las Máquinas de Corriente ContinúasDocumento6 páginasPrincipio de Funcionamiento de Las Máquinas de Corriente ContinúasYeferson RodriguezAún no hay calificaciones
- Tuberias SimplesDocumento10 páginasTuberias SimplesKatherine UrrunagaAún no hay calificaciones
- 03 - Memoria de Calculo de Estructuras.Documento37 páginas03 - Memoria de Calculo de Estructuras.HIDRANDINA OBRASAún no hay calificaciones
- Procesos de ConformacionDocumento45 páginasProcesos de ConformacionCarlos VelascoAún no hay calificaciones
- Valvula de Seguridad Bridada VSGBDocumento7 páginasValvula de Seguridad Bridada VSGBAnnie De WildeAún no hay calificaciones
- Análisis energético de accidente de tráfico para determinar velocidad y responsabilidadesDocumento15 páginasAnálisis energético de accidente de tráfico para determinar velocidad y responsabilidadesJorge Rojas GuillénAún no hay calificaciones
- Tipos de BielaDocumento33 páginasTipos de BielaXayitho Arcos100% (7)
- Energía mecánica y trabajoDocumento44 páginasEnergía mecánica y trabajoGABRIELA MONSERRAT MEJIA MONROYAún no hay calificaciones
- CompresoresDocumento23 páginasCompresoresKike Martinez AtzompaAún no hay calificaciones
- Lab 7 Mov Rotacion y TraslacionDocumento5 páginasLab 7 Mov Rotacion y TraslacionYury Ruiz CruzAún no hay calificaciones
- MEC110 Certamen2Documento2 páginasMEC110 Certamen2anon_830421936Aún no hay calificaciones
- Osborne ReynoldsDocumento9 páginasOsborne Reynoldsyusle_calzadillaAún no hay calificaciones