También podría gustarte
- Diseño de utillajes, matricería y prototipado con SolidWorksDe EverandDiseño de utillajes, matricería y prototipado con SolidWorksCalificación: 3 de 5 estrellas3/5 (1)
- Estandar Malla Orex 2022Documento15 páginasEstandar Malla Orex 2022Costos Cetramin SanJuanAún no hay calificaciones
- Proceso de Piston PDFDocumento12 páginasProceso de Piston PDFd_maceda100% (3)
- Plan de MaquinadoDocumento8 páginasPlan de Maquinadobrenda adrianoAún no hay calificaciones
- Acotacion - de Piezas MecanicasDocumento27 páginasAcotacion - de Piezas MecanicasRodolfo Zuñiga Retana100% (1)
- Interpretación de planos en la fabricación de tuberías. FMEC0108De EverandInterpretación de planos en la fabricación de tuberías. FMEC0108Calificación: 1 de 5 estrellas1/5 (1)
- 3.2 Geometría de La Herramienta - Ortiz Barragán María AraíDocumento6 páginas3.2 Geometría de La Herramienta - Ortiz Barragán María AraíTroskr GallegosAún no hay calificaciones
- Geoimetria de CorteDocumento9 páginasGeoimetria de CortemekoxxxAún no hay calificaciones
- Guia Herramientas de CorteDocumento13 páginasGuia Herramientas de Cortealdair pedro pacheco huancaAún no hay calificaciones
- Geometria de Las Herramientas de CorteDocumento16 páginasGeometria de Las Herramientas de CorteYmar Flores ZotaAún no hay calificaciones
- Torneado ConicoDocumento33 páginasTorneado ConicoCarlos Arturo Lasso Vásquez40% (5)
- Actividad de MaquinabilidadDocumento11 páginasActividad de MaquinabilidadLeonardo GarzaAún no hay calificaciones
- Geometría de La Herramienta de CorteDocumento15 páginasGeometría de La Herramienta de CorteDavid Enrique Menas FloresAún no hay calificaciones
- Cepilladora LimadoraDocumento21 páginasCepilladora LimadoraGuillermo CalderaAún no hay calificaciones
- Proceso PistonDocumento12 páginasProceso Pistonfirst_second12Aún no hay calificaciones
- Geometria de Las Herramientas de CorteDocumento21 páginasGeometria de Las Herramientas de CorteIvan ViteAún no hay calificaciones
- Transmision de EngranesDocumento26 páginasTransmision de EngranesHumberto CetinaAún no hay calificaciones
- Torneado ParaleloDocumento19 páginasTorneado ParaleloMabel MonteroAún no hay calificaciones
- Fresa DoDocumento9 páginasFresa DoEduardo QuiñonesAún no hay calificaciones
- Procesos de Maquinado Utilizados para Producir Formas RedondasDocumento27 páginasProcesos de Maquinado Utilizados para Producir Formas RedondasCarlosSantanaAún no hay calificaciones
- Cuestionario FresadoDocumento4 páginasCuestionario Fresadohvargasfi11Aún no hay calificaciones
- El Maquinado de Piezas Con Superficies Cónicas Está Ligado A La Formación Del ConoDocumento7 páginasEl Maquinado de Piezas Con Superficies Cónicas Está Ligado A La Formación Del ConoChris MskAún no hay calificaciones
- Catalogo 11 de TornosDocumento36 páginasCatalogo 11 de Tornosadrimarcepc11Aún no hay calificaciones
- Informe Laboratorio MecanizadoDocumento14 páginasInforme Laboratorio MecanizadoOrtega Alvarado WildeAún no hay calificaciones
- Estados SuperficialesDocumento12 páginasEstados SuperficialesYassine DoudouAún no hay calificaciones
- Tipos de Conos para Realizar en El TornoDocumento3 páginasTipos de Conos para Realizar en El TornoJose Garcia100% (1)
- CepilladoraDocumento42 páginasCepilladoratomas duranAún no hay calificaciones
- 8 - Monofilo - Torno Paralelo-VerticalDocumento70 páginas8 - Monofilo - Torno Paralelo-VerticalMijael MontañoAún no hay calificaciones
- PistonDocumento12 páginasPistonlucas_ciot23Aún no hay calificaciones
- Tipos de FresadosDocumento4 páginasTipos de FresadosgustavoAún no hay calificaciones
- Limado, Mortajado, Taladrado, AserradoDocumento15 páginasLimado, Mortajado, Taladrado, AserradocuentaAún no hay calificaciones
- GZCJ - P3Documento6 páginasGZCJ - P3Jafet garciaAún no hay calificaciones
- Cabezal DivisorDocumento18 páginasCabezal DivisornilssonAún no hay calificaciones
- Cepilladora de Codo Semana1Documento86 páginasCepilladora de Codo Semana1Ricardo PeraltaAún no hay calificaciones
- FresadoraDocumento22 páginasFresadoraVanessa RodriguezAún no hay calificaciones
- Planeado y Perfilado en La Fresadora UniversalDocumento3 páginasPlaneado y Perfilado en La Fresadora Universaljesus landa galarza100% (1)
- INFORME 7 FRESADORA (1) - RemovedDocumento29 páginasINFORME 7 FRESADORA (1) - RemovedINDUSTIALITA100% (1)
- Cuestionario 3proceso de Corte de Materiales Fes AragonDocumento6 páginasCuestionario 3proceso de Corte de Materiales Fes AragonVANESSA MARTINEZ FLORESAún no hay calificaciones
- Torneado ConicoDocumento32 páginasTorneado ConicoJESSYAún no hay calificaciones
- Monofilo ADocumento87 páginasMonofilo AfredconversoAún no hay calificaciones
- Apuntes Tecnologia MecanicaDocumento473 páginasApuntes Tecnologia Mecanicabtillo2607Aún no hay calificaciones
- Disco de FrenosDocumento19 páginasDisco de FrenosJoseph Frank Cano OreAún no hay calificaciones
- Herramienta de CorteDocumento8 páginasHerramienta de CortematiasdxAún no hay calificaciones
- FRESADORADocumento51 páginasFRESADORACamilo Gutierrez DbzAún no hay calificaciones
- Operaciones de MaquinadoDocumento15 páginasOperaciones de MaquinadoJonäthän RõdrigüezAún no hay calificaciones
- CepilladoDocumento4 páginasCepilladoRene LozanoAún no hay calificaciones
- Informe de FresadoraDocumento15 páginasInforme de FresadoraSaul LemaAún no hay calificaciones
- Trazado en El Taller MecanicoDocumento99 páginasTrazado en El Taller MecanicoCamilo Alejandro García Espinosa100% (3)
- Manual de Torno 1Documento15 páginasManual de Torno 1Jimmy OscarAún no hay calificaciones
- Maquinas Herramientas Multifilo PDFDocumento113 páginasMaquinas Herramientas Multifilo PDFFede Fuentes100% (2)
- Informe - Lab - Torneado - FresadoDocumento12 páginasInforme - Lab - Torneado - FresadoValeria Castillo JerezAún no hay calificaciones
- Asignación 6Documento6 páginasAsignación 6La Princesitha De Los Garcias VillegasAún no hay calificaciones
- Resumen Segundo ParcialDocumento199 páginasResumen Segundo ParcialÁngel CamargoAún no hay calificaciones
- Maquinas HerramientasDocumento25 páginasMaquinas HerramientasJulio Anthony Misari RosalesAún no hay calificaciones
- Cabezal DivisorDocumento8 páginasCabezal DivisorAntonio BaptistaAún no hay calificaciones
- Unidad 1. Procesos de Maquinado Parte 2.Documento20 páginasUnidad 1. Procesos de Maquinado Parte 2.Dannis GanemAún no hay calificaciones
- Descripción y Tipos de MaquinadoDocumento8 páginasDescripción y Tipos de Maquinadorodrigo136100% (1)
- 1234Documento5 páginas1234xanvelanAún no hay calificaciones
- Preparación de útiles para el mecanizado por corte y conformado. FMEH0209De EverandPreparación de útiles para el mecanizado por corte y conformado. FMEH0209Aún no hay calificaciones
- Operaciones de máquinas-herramientas para punzonado y plegado. FMEH0209De EverandOperaciones de máquinas-herramientas para punzonado y plegado. FMEH0209Aún no hay calificaciones
- Dibujo técnico para la transformación de polímeros. QUIT0209De EverandDibujo técnico para la transformación de polímeros. QUIT0209Aún no hay calificaciones
- Guia de Laboratorio 14Documento2 páginasGuia de Laboratorio 14Juan Carlos Zuñiga JustinianoAún no hay calificaciones
- Eq-2 Cepillo Codo Maq. TaladrarDocumento23 páginasEq-2 Cepillo Codo Maq. TaladrarKevinAún no hay calificaciones
- PDF Pets Procedimiento de Trabajo Puertas Corta Fuegodocx CompressDocumento12 páginasPDF Pets Procedimiento de Trabajo Puertas Corta Fuegodocx CompressGrecia ChuracutipaAún no hay calificaciones
- Taladro NeonDocumento16 páginasTaladro NeonErickson Fabian CastilloAún no hay calificaciones
- Catalogo Pistolas y Escopetas 2023 V24Documento37 páginasCatalogo Pistolas y Escopetas 2023 V24Mario López ReyesAún no hay calificaciones
- 0 Catalogo Mexico 2012 - 2013Documento132 páginas0 Catalogo Mexico 2012 - 2013HM DaliaAún no hay calificaciones
- IGV DomusLift RicambiDocumento30 páginasIGV DomusLift RicambiMustafaAún no hay calificaciones
- Análisis de Precios Unitarios: PáginaDocumento66 páginasAnálisis de Precios Unitarios: PáginaJorge Trocones CozAún no hay calificaciones
- Herramientas de TallerDocumento9 páginasHerramientas de TallerJose ManuelAún no hay calificaciones
- Listado de Precios Sugeridos Sanitarios - Gas - Octubre 2017Documento6 páginasListado de Precios Sugeridos Sanitarios - Gas - Octubre 2017Pablo Clavellino100% (1)
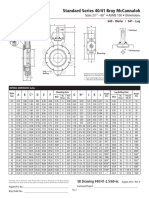
- Dimensiones Válvulas MariposaDocumento1 páginaDimensiones Válvulas MariposaLuis Eduardo Jaramillo BustamanteAún no hay calificaciones
- Equipo de Ropa Quirúrgica CompletoDocumento8 páginasEquipo de Ropa Quirúrgica CompletoNahom'ys YoxmanAún no hay calificaciones
- Acta de Entrega de Armamento para La Prestación de ServicioDocumento2 páginasActa de Entrega de Armamento para La Prestación de ServicioMario MarioAún no hay calificaciones
- Carrera de Mecánica Industria3Documento9 páginasCarrera de Mecánica Industria3ANGHELO ABEL AYALA GUAYASAMINAún no hay calificaciones
- Informe de Mecanismos de TransmisiónDocumento18 páginasInforme de Mecanismos de TransmisiónJeremy Juárez MateoAún no hay calificaciones
- Matriz de Diagnostico D6 APARTAMENTOS Y MALL SOFIA WILL MELISA - Hoja 1Documento2 páginasMatriz de Diagnostico D6 APARTAMENTOS Y MALL SOFIA WILL MELISA - Hoja 1Sofía SosaAún no hay calificaciones
- Catálogo Festool Español 2010Documento346 páginasCatálogo Festool Español 2010Enrique HernandezAún no hay calificaciones
- Null 1Documento133 páginasNull 1manuel.sua09Aún no hay calificaciones
- Proforma Herramientas Menores EmiDocumento3 páginasProforma Herramientas Menores Emipedro mamaniAún no hay calificaciones
- Calculo de Instalaciones de Gas Vivienda Unifamiliar - JOSE OLANODocumento16 páginasCalculo de Instalaciones de Gas Vivienda Unifamiliar - JOSE OLANOJosé OlanoAún no hay calificaciones
- Cao 13Documento10 páginasCao 13Jorge CastilloAún no hay calificaciones
- TornillosDocumento51 páginasTornillosSamuel Carrillo ChavezAún no hay calificaciones
- Mercedes Benz - Accelo 1016Documento19 páginasMercedes Benz - Accelo 1016mopri100% (1)
- Todas Las NormasDocumento20 páginasTodas Las Normasfernando velasco100% (1)
- Informe de TroquelDocumento15 páginasInforme de TroquelJuan JymAún no hay calificaciones
- Utel Levantamiento e Investigación Sesion 5Documento22 páginasUtel Levantamiento e Investigación Sesion 5Juliana HuamanAún no hay calificaciones
- Chek List Herramientas Linea Rogher 3 MolibdenoDocumento7 páginasChek List Herramientas Linea Rogher 3 MolibdenoJuan DiazAún no hay calificaciones
- ImformeDocumento10 páginasImformeAlex Santa FeAún no hay calificaciones
- Ubicacion de TerrenoDocumento10 páginasUbicacion de TerrenoSaul Guardia LopezAún no hay calificaciones