También podría gustarte
- Diagnóstico Sobre Los Indicadores de Inversión Del Gobierno de México en Investigación Científica, Tecnología y PatentesDocumento8 páginasDiagnóstico Sobre Los Indicadores de Inversión Del Gobierno de México en Investigación Científica, Tecnología y Patentesoctavio cruz escobar100% (1)
- Los Costos de Patentar en MéxicoDocumento8 páginasLos Costos de Patentar en MéxicoJonathan ReyesAún no hay calificaciones
- Cómo Elaborar Planes de Calidad y Programas de Puntos de InspecciónDocumento6 páginasCómo Elaborar Planes de Calidad y Programas de Puntos de InspecciónyajahairaAún no hay calificaciones
- Distribucion Física de La PlantaDocumento18 páginasDistribucion Física de La PlantaJESUS FERNANDO VELEZ GARCIAAún no hay calificaciones
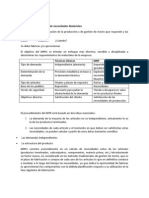
- MRP1 y MRP2: Planificación de materiales y recursosDocumento2 páginasMRP1 y MRP2: Planificación de materiales y recursosXavi Garcia DuranAún no hay calificaciones
- Calidad de La Atencion SDocumento42 páginasCalidad de La Atencion SGJobsAún no hay calificaciones
- Proceso de decisión de compra de los consumidores e institucionesDocumento10 páginasProceso de decisión de compra de los consumidores e institucionesoctavio cruz escobarAún no hay calificaciones
- Proceso de decisión de compra de los consumidores e institucionesDocumento10 páginasProceso de decisión de compra de los consumidores e institucionesoctavio cruz escobarAún no hay calificaciones
- Mapa ConceptualDocumento1 páginaMapa ConceptualKEILAAún no hay calificaciones
- Desarrollo emprendedores estudiantesDocumento21 páginasDesarrollo emprendedores estudiantesfAún no hay calificaciones
- A1.03 Cuadro Comparativo de Las Filosofías de CalidadDocumento5 páginasA1.03 Cuadro Comparativo de Las Filosofías de CalidadMaximiliano LopezAún no hay calificaciones
- Implementación exitosa de un programa de calidad en Florida Power & LightDocumento15 páginasImplementación exitosa de un programa de calidad en Florida Power & LightKatya Guzman Valenzuela100% (3)
- Actividad 3.2 - Investigación de Los Principios y Métodos de Programación Analizando Específicamente PERT, CPM, GANNT Y REDES.Documento9 páginasActividad 3.2 - Investigación de Los Principios y Métodos de Programación Analizando Específicamente PERT, CPM, GANNT Y REDES.Erick GaytanAún no hay calificaciones
- Planeacion de La CapacidadDocumento9 páginasPlaneacion de La CapacidadAlex Del ÁngelAún no hay calificaciones
- Resumen PROTERDocumento5 páginasResumen PROTERJuan Pablo Espinoza CortezAún no hay calificaciones
- Mapa de ProcesosDocumento11 páginasMapa de ProcesosFabian C. DiazAún no hay calificaciones
- Actividad 2 Unidad 5Documento17 páginasActividad 2 Unidad 5esther RiosAún no hay calificaciones
- U-5 A-2. - Cuadro Comparativo Entre Costos Estimados y Estandar GrupoDocumento2 páginasU-5 A-2. - Cuadro Comparativo Entre Costos Estimados y Estandar GrupoJaneth Valeria Valencia CordovaAún no hay calificaciones
- Actividad 4 T1 - Francisco - Javier - Galvan - MuñozDocumento11 páginasActividad 4 T1 - Francisco - Javier - Galvan - MuñozFrancisco GalvanAún no hay calificaciones
- Gráficas de Control para VariablesDocumento34 páginasGráficas de Control para VariablesAngel FraustoAún no hay calificaciones
- 2 Graficas de Control Por Variables 2.1 Conceptos Generales y Principios Del Control Estadístico Del ProcesoDocumento9 páginas2 Graficas de Control Por Variables 2.1 Conceptos Generales y Principios Del Control Estadístico Del ProcesoAlexis Sanchez LoaizaAún no hay calificaciones
- Trabajo Autónomo - Razones FinancierasDocumento12 páginasTrabajo Autónomo - Razones FinancierasJessica MoreiraAún no hay calificaciones
- 1.1. Conceptos Fundamentales de Los Diferentes Métodos de Tiempos PredeterminadosDocumento7 páginas1.1. Conceptos Fundamentales de Los Diferentes Métodos de Tiempos PredeterminadosEmi MoralesAún no hay calificaciones
- Conceptos Basicos de ErgonomiaDocumento4 páginasConceptos Basicos de ErgonomialulaortaAún no hay calificaciones
- Unidad 3 Modelos de DepreciacionDocumento18 páginasUnidad 3 Modelos de DepreciacionCrihstian Emilio Hernandez CabeceraAún no hay calificaciones
- Control Estadistico de La Calidad PDFDocumento10 páginasControl Estadistico de La Calidad PDFRicardo ArmentaAún no hay calificaciones
- Tarea Adm. Op. Semana 11Documento7 páginasTarea Adm. Op. Semana 11Lore GarciaAún no hay calificaciones
- Actividad 1 T1 - Francisco - Javier - Galvan - MuñozDocumento11 páginasActividad 1 T1 - Francisco - Javier - Galvan - MuñozFrancisco GalvanAún no hay calificaciones
- Ensayo. Ergonomia OcupacionalDocumento4 páginasEnsayo. Ergonomia Ocupacionalerickabc92Aún no hay calificaciones
- Aplicación de Seis SigmaDocumento7 páginasAplicación de Seis SigmaUbeth Bautista100% (1)
- El Proceso Administrativo y Sus EtapasDocumento5 páginasEl Proceso Administrativo y Sus EtapasJuan Rene Bazan GilAún no hay calificaciones
- SistemasAbiertosOrganizaciónDocumento5 páginasSistemasAbiertosOrganizaciónURiel PargAún no hay calificaciones
- Conceptos básicos de gestión de riesgosDocumento2 páginasConceptos básicos de gestión de riesgosBeatriz Cervantes AlvaradoAún no hay calificaciones
- Plan de mantenimiento para Novel con GMAO Fleet Maintenance ProDocumento12 páginasPlan de mantenimiento para Novel con GMAO Fleet Maintenance ProJohana LaglaAún no hay calificaciones
- Ergonomia Controles y TablerosDocumento110 páginasErgonomia Controles y TablerosJavier CalderónAún no hay calificaciones
- Funciones y Responsabilidades Del Departamento de MantenimientoDocumento11 páginasFunciones y Responsabilidades Del Departamento de MantenimientoRosy AguilarAún no hay calificaciones
- Objetivos y estrategias del mantenimiento industrialDocumento22 páginasObjetivos y estrategias del mantenimiento industrialWladimir Melo AranedaAún no hay calificaciones
- Practica AntropometricaDocumento6 páginasPractica AntropometricaGerardo RosasAún no hay calificaciones
- Unidad II Planeacion EstrategicaDocumento2 páginasUnidad II Planeacion EstrategicaOliverth David Chable OliveraAún no hay calificaciones
- Contaminantes Quimicos y BiologicosDocumento24 páginasContaminantes Quimicos y Biologicosjose alfredo peña castellanosAún no hay calificaciones
- Trabajo Monofrafico Plan de Negocios-Grupo PDFDocumento16 páginasTrabajo Monofrafico Plan de Negocios-Grupo PDFHugo EGAún no hay calificaciones
- Antropometría y diseño ergonómicoDocumento14 páginasAntropometría y diseño ergonómicoraymundo martinez guzmanAún no hay calificaciones
- Ergonomía en el trabajo: adaptar puestos a capacidades humanasDocumento14 páginasErgonomía en el trabajo: adaptar puestos a capacidades humanasMayrelis VillaMonAún no hay calificaciones
- Antecedentes e Importancia de La FísicaDocumento17 páginasAntecedentes e Importancia de La Físicamarco antonio aguirre reyesAún no hay calificaciones
- PA1 Planeación y Diseño de InstalacionesDocumento16 páginasPA1 Planeación y Diseño de InstalacionesJassel Ivan Morales BartolonAún no hay calificaciones
- Actividad 2, Balance General y Estado de ResultadosDocumento9 páginasActividad 2, Balance General y Estado de ResultadosbeyanithbecerraveraAún no hay calificaciones
- EnsayoDocumento28 páginasEnsayoAngie RuizAún no hay calificaciones
- Reporte Titulacion Dulce EsmeraldaDocumento96 páginasReporte Titulacion Dulce EsmeraldaLuis VázquezAún no hay calificaciones
- Sistema actividad humana modeloDocumento4 páginasSistema actividad humana modeloElizabeth Alvarez CapolAún no hay calificaciones
- Etapas de Un Proyecto de Simulación GuillermoDocumento9 páginasEtapas de Un Proyecto de Simulación GuillermoGuillermo ZamoraAún no hay calificaciones
- Clasificacion de Sistemas de Produccion Cuadro de 4 ViasDocumento5 páginasClasificacion de Sistemas de Produccion Cuadro de 4 ViasdomiAún no hay calificaciones
- Mapas Mentales (Manejo de Materiales)Documento5 páginasMapas Mentales (Manejo de Materiales)GWENSIDERAún no hay calificaciones
- 14-10-2020-Reporte de practicaUII - EQ1Documento47 páginas14-10-2020-Reporte de practicaUII - EQ1franco resglezAún no hay calificaciones
- Proyecto Modular de Planeacion y Control de ProyectosDocumento16 páginasProyecto Modular de Planeacion y Control de ProyectosMary AguilarAún no hay calificaciones
- Factores humanos productividadDocumento11 páginasFactores humanos productividadJoel Torres100% (1)
- 3.4 Razones de EndeudamientoDocumento5 páginas3.4 Razones de EndeudamientoArmando MurdookAún no hay calificaciones
- Estimación ESTADÍSTICA IIDocumento4 páginasEstimación ESTADÍSTICA IIJose De Lamo TomasAún no hay calificaciones
- Factibilidad EconomicaDocumento5 páginasFactibilidad EconomicaElNUMERO_2589Aún no hay calificaciones
- Actividad 2 - Investigación Métodos de Análisis Ergonómicos - Equipo2Documento15 páginasActividad 2 - Investigación Métodos de Análisis Ergonómicos - Equipo2UrielAún no hay calificaciones
- Antologia de Control Estadistico de Calidad 2015Documento46 páginasAntologia de Control Estadistico de Calidad 2015Saintt Demon100% (2)
- Capitulo 9 Multifunctional LogisticsDocumento20 páginasCapitulo 9 Multifunctional LogisticsDiego Guillén ParedesAún no hay calificaciones
- Biomecánica CalidadDocumento45 páginasBiomecánica Calidadalfredovwm100% (1)
- Biodiversidad de Durango PDFDocumento576 páginasBiodiversidad de Durango PDFHard Kore Salinas AndradeAún no hay calificaciones
- Depreciación y amortización: conceptos claveDocumento9 páginasDepreciación y amortización: conceptos claveteresaAún no hay calificaciones
- Genichi TaguchiDocumento4 páginasGenichi TaguchiIvonne BxAún no hay calificaciones
- Ingeniería de Sistemas - U3Documento85 páginasIngeniería de Sistemas - U3Luis enrique MontoyaAún no hay calificaciones
- Definición de Administración y El Proceso Administrativo Del Mantenimiento IndustrialDocumento4 páginasDefinición de Administración y El Proceso Administrativo Del Mantenimiento Industrialdiana herreraAún no hay calificaciones
- Cartas de control: aplicaciónDocumento6 páginasCartas de control: aplicaciónJuan Jose Baltazar DominguezAún no hay calificaciones
- ICOTERMSDocumento20 páginasICOTERMSoctavio cruz escobarAún no hay calificaciones
- Actividad de MuestreoDocumento10 páginasActividad de Muestreooctavio cruz escobarAún no hay calificaciones
- Comportamiento del consumidor en compras por internetDocumento13 páginasComportamiento del consumidor en compras por internetoctavio cruz escobarAún no hay calificaciones
- Diagrama de Flujo de Proceseso 5 Secado de CigueñalDocumento16 páginasDiagrama de Flujo de Proceseso 5 Secado de Cigueñaloctavio cruz escobarAún no hay calificaciones
- Funciones y Objetivos de MercadotecniaDocumento2 páginasFunciones y Objetivos de Mercadotecniaoctavio cruz escobarAún no hay calificaciones
- Funciones y Objetivos de MercadotecniaDocumento2 páginasFunciones y Objetivos de Mercadotecniaoctavio cruz escobarAún no hay calificaciones
- Definicion y Concepto de Normalizacion y Estandarizacion.Documento2 páginasDefinicion y Concepto de Normalizacion y Estandarizacion.octavio cruz escobarAún no hay calificaciones
- T1 Investigación (Equipo) PDFDocumento13 páginasT1 Investigación (Equipo) PDFoctavio cruz escobarAún no hay calificaciones
- Importancia de los sistemas de calidad en las empresasDocumento1 páginaImportancia de los sistemas de calidad en las empresasoctavio cruz escobarAún no hay calificaciones
- La Innovación Como Un Factor de CompetitividadDocumento1 páginaLa Innovación Como Un Factor de Competitividadoctavio cruz escobarAún no hay calificaciones
- Ensayo Normas InternacionalesDocumento5 páginasEnsayo Normas Internacionalesoctavio cruz escobarAún no hay calificaciones
- Clasificacion de Los Materiales .Documento22 páginasClasificacion de Los Materiales .octavio cruz escobarAún no hay calificaciones
- Evaluación de La Exposición Laboral A Agentes QuímicosDocumento6 páginasEvaluación de La Exposición Laboral A Agentes Químicosoctavio cruz escobarAún no hay calificaciones
- Descripcion de Activides de El Departamento de Seguridad e HiguieneDocumento2 páginasDescripcion de Activides de El Departamento de Seguridad e Higuieneoctavio cruz escobarAún no hay calificaciones
- Investigacion OhsasDocumento21 páginasInvestigacion Ohsasoctavio cruz escobarAún no hay calificaciones
- U2 Cálculo Diferencial OKDocumento5 páginasU2 Cálculo Diferencial OKoctavio cruz escobarAún no hay calificaciones
- GHS - Caracterzación de Peligrosidad de MaterialesDocumento10 páginasGHS - Caracterzación de Peligrosidad de Materialesoctavio cruz escobarAún no hay calificaciones
- .Mapa Mental FuncionesDocumento2 páginas.Mapa Mental Funcionesoctavio cruz escobarAún no hay calificaciones
- Tipos de PensasmientoDocumento1 páginaTipos de Pensasmientooctavio cruz escobarAún no hay calificaciones
- Ensayo La Comunicacion y El Dominio Del ElnguajeDocumento3 páginasEnsayo La Comunicacion y El Dominio Del Elnguajeoctavio cruz escobar100% (2)
- Clasificacion de Los Materiales. Octavio Cruz EscobarDocumento14 páginasClasificacion de Los Materiales. Octavio Cruz Escobaroctavio cruz escobarAún no hay calificaciones
- Clasificacion de Los Materiales. Octavio Cruz EscobarDocumento14 páginasClasificacion de Los Materiales. Octavio Cruz Escobaroctavio cruz escobarAún no hay calificaciones
- Ensayo La Comunicacion y El Dominio Del ElnguajeDocumento3 páginasEnsayo La Comunicacion y El Dominio Del Elnguajeoctavio cruz escobar100% (2)
- Catalogo Suns FumosacDocumento45 páginasCatalogo Suns FumosacRivkin Encarnacion YncioAún no hay calificaciones
- Primer Parcial de Medio Ambiente 2021Documento19 páginasPrimer Parcial de Medio Ambiente 2021Alex Galvez RojasAún no hay calificaciones
- Controles de Calidad para Los Productos FarmacéuticosDocumento10 páginasControles de Calidad para Los Productos FarmacéuticosRoy Michael Guerra ArandaAún no hay calificaciones
- 7 Principios Básicos de La CalidadDocumento4 páginas7 Principios Básicos de La CalidadCintia RuizAún no hay calificaciones
- Servicio LogisticoDocumento37 páginasServicio LogisticoJonny VasquezAún no hay calificaciones
- Altamirano - Zavaleta UsadaDocumento188 páginasAltamirano - Zavaleta UsadaFrancoEspinozaAún no hay calificaciones
- Ca 145 001Documento145 páginasCa 145 001Juan Carlos Sanchez MaldonadoAún no hay calificaciones
- Control de Calidad Cajas de Carton-ProyectoDocumento145 páginasControl de Calidad Cajas de Carton-Proyectoyilublisi100% (2)
- Inventario de MaterialesDocumento9 páginasInventario de Materialesgeraldine antonioAún no hay calificaciones
- 4 - D. Técnicas de Recolección y Verificacion de Informacion - EntregableDocumento2 páginas4 - D. Técnicas de Recolección y Verificacion de Informacion - Entregablejohn janner hernandez sanchezAún no hay calificaciones
- HAUG-PROC-008 A Aprobado Con ComentariosDocumento5 páginasHAUG-PROC-008 A Aprobado Con ComentariosDavid DaemmejAún no hay calificaciones
- Linea de Tiempo Procesos IndustrialesDocumento6 páginasLinea de Tiempo Procesos IndustrialesWilliam PupoAún no hay calificaciones
- Informe Final Zuñiga JustinianoDocumento13 páginasInforme Final Zuñiga JustinianoJuan Carlos Zuñiga JustinianoAún no hay calificaciones
- Estudio de prefactibilidad de certificación orgánica de banano en Los RíosDocumento142 páginasEstudio de prefactibilidad de certificación orgánica de banano en Los RíosJhon RodriguezAún no hay calificaciones
- Plan Nacional de Salud OcupacionalDocumento76 páginasPlan Nacional de Salud OcupacionalCGiovanyAún no hay calificaciones
- POHISLABMASIVA 63398b9338d5Documento12 páginasPOHISLABMASIVA 63398b9338d5LeidyAún no hay calificaciones
- DPCC - 5TO - Enfrentamos Los Retos de La Salud PúblicaDocumento2 páginasDPCC - 5TO - Enfrentamos Los Retos de La Salud PúblicaPame A-fAún no hay calificaciones
- Logistica Nacional - KelvinDocumento17 páginasLogistica Nacional - Kelvinernesto leiva quintanillaAún no hay calificaciones
- Gestion Por Resultados - Marco Conceptual para IndicadoresDocumento30 páginasGestion Por Resultados - Marco Conceptual para IndicadoresRafael SuarezAún no hay calificaciones
- AD170 - Americatel Perú SAC - AF52 - 2022-1 - Entrega FinalDocumento86 páginasAD170 - Americatel Perú SAC - AF52 - 2022-1 - Entrega Finalvalerie bernuy jimenezAún no hay calificaciones
- 01 Ejercicio de Repaso ISO-9000 (Para Impresión)Documento1 página01 Ejercicio de Repaso ISO-9000 (Para Impresión)Fernando Villa AAún no hay calificaciones
- RSU - Análisis Del Mercado para Exportación de Muebles de MaderaDocumento43 páginasRSU - Análisis Del Mercado para Exportación de Muebles de MaderaJuan Alberto Quiñones JimenezAún no hay calificaciones
- Informe CotecmarDocumento116 páginasInforme CotecmarVivian FontalvoAún no hay calificaciones
- Diseño plan marketing tienda virtual KaluDocumento25 páginasDiseño plan marketing tienda virtual KaluAnonymous pVTEoQsAún no hay calificaciones
- Unidad 2 TEORÍAS ADMINISTRATIVASDocumento58 páginasUnidad 2 TEORÍAS ADMINISTRATIVASAnderson AlvaradoAún no hay calificaciones