También podría gustarte
- Layout SLPDocumento36 páginasLayout SLPEva Maria Garcia Baños100% (1)
- Plan de Tesis - HieloDocumento20 páginasPlan de Tesis - HieloryuclipperAún no hay calificaciones
- Planeacion de Plantas Industriales Act - 1 (Pedro Perez D)Documento12 páginasPlaneacion de Plantas Industriales Act - 1 (Pedro Perez D)Pedro Leon Perez DguezAún no hay calificaciones
- Ejecicios Estudio de TiemposDocumento2 páginasEjecicios Estudio de TiemposAnonymous Ac0dn8bAún no hay calificaciones
- Implementación traslado empresa San MiguelDocumento9 páginasImplementación traslado empresa San MiguelCinthya NorabuenaAún no hay calificaciones
- Simulación línea galletería ALICORPDocumento20 páginasSimulación línea galletería ALICORPFlor Chullo Canaza100% (3)
- Mapa de procesos de Iceberg RefrigeraciónDocumento10 páginasMapa de procesos de Iceberg RefrigeraciónPepe Villanueva100% (2)
- Ext U6umc98diihhfcbmypz0 PDFDocumento4 páginasExt U6umc98diihhfcbmypz0 PDFCatherin Liceth PachecoAún no hay calificaciones
- Ejercicios APADocumento5 páginasEjercicios APAMartha Nathaly Cáceres100% (1)
- Distribución óptima en planta para una fábrica de heladosDocumento36 páginasDistribución óptima en planta para una fábrica de heladosSandra Viviana Garcia Ramirez100% (2)
- Planeamiento Sistemático PSD - TAREA 4 PDFDocumento20 páginasPlaneamiento Sistemático PSD - TAREA 4 PDFnestor huapayaAún no hay calificaciones
- INFORME 4-5 Grupo 1Documento29 páginasINFORME 4-5 Grupo 1ROBIN KEYLOR CARRASCO OJEDAAún no hay calificaciones
- Informe de Ingenieria de MetodosDocumento30 páginasInforme de Ingenieria de MetodosNicol ChaconAún no hay calificaciones
- Trabajo de Investigacion Ingenieria de Metodos IDocumento7 páginasTrabajo de Investigacion Ingenieria de Metodos IAndres Zegarra MuñozAún no hay calificaciones
- MA SMED y KAIZENDocumento18 páginasMA SMED y KAIZENDiego818Aún no hay calificaciones
- Aplicación Del Estudio de Ingenería de MétodosDocumento124 páginasAplicación Del Estudio de Ingenería de MétodosCesar Reyes Astuyauri0% (1)
- TW - Evaluación Sustitutoria - DPI - 20230 - CopDocumento4 páginasTW - Evaluación Sustitutoria - DPI - 20230 - CopStefany Alexandra Huerta ZegarraAún no hay calificaciones
- Proyecto Bauxilum FinalDocumento69 páginasProyecto Bauxilum FinalTomas E Hdz AAún no hay calificaciones
- Laboratorio N°02 - Procesos IndustrialesDocumento25 páginasLaboratorio N°02 - Procesos IndustrialesMariaJose Davila FernandezAún no hay calificaciones
- 100000d01t-Guia N°4-Labproin01-Elaboración de SnacksDocumento8 páginas100000d01t-Guia N°4-Labproin01-Elaboración de Snacksmelow chipAún no hay calificaciones
- Actividad - 5 Metodo CientíficoDocumento8 páginasActividad - 5 Metodo CientíficoWill Fernando VillegasAún no hay calificaciones
- Produccion 1 Exa. 1 PDFDocumento9 páginasProduccion 1 Exa. 1 PDFFaby CampoverdeAún no hay calificaciones
- Produccion 1 Exa.Documento9 páginasProduccion 1 Exa.marco yaguanaAún no hay calificaciones
- Identificación de peligros y evaluación de riesgos en una panaderíaDocumento16 páginasIdentificación de peligros y evaluación de riesgos en una panaderíaFERNANDO TEJERINA PORTUGALAún no hay calificaciones
- Gadp U2 Ea DiclDocumento10 páginasGadp U2 Ea Dicldcruzleg100% (1)
- Caso Mabe PDFDocumento70 páginasCaso Mabe PDFJohnny Pihuave100% (1)
- Cipas 4. TocDocumento20 páginasCipas 4. TocElizabethh PortilloAún no hay calificaciones
- Diseño de Plantas Procesadoras de Alimentos - ContenidoDocumento6 páginasDiseño de Plantas Procesadoras de Alimentos - ContenidomartinAún no hay calificaciones
- Six SigmasDocumento34 páginasSix SigmasLiseth Anticona CadilloAún no hay calificaciones
- Proyecto IntegradorDocumento20 páginasProyecto Integradorluis chafloque balderaAún no hay calificaciones
- Distribucion de PlantaDocumento37 páginasDistribucion de PlantaJose Antonio Vasquez VillenaAún no hay calificaciones
- Gladys Chimborazo Anteproyecto FinalDocumento20 páginasGladys Chimborazo Anteproyecto FinalLuIs ČĝAún no hay calificaciones
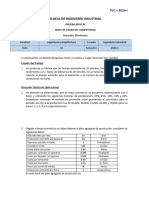
- PLC 2024-IDocumento10 páginasPLC 2024-Ijosue sanchezAún no hay calificaciones
- Reporte EstadiaDocumento29 páginasReporte EstadiaALEXAún no hay calificaciones
- Proceso de Cortado y Doblado de Planchas de AceroDocumento23 páginasProceso de Cortado y Doblado de Planchas de AceroAnonymous phosYMdhRAún no hay calificaciones
- Entrega Fase1 Grupo 212021 41Documento10 páginasEntrega Fase1 Grupo 212021 41Lily Johana Muñoz BarreraAún no hay calificaciones
- Cuaderno de Informe de RefrigeraciónDocumento16 páginasCuaderno de Informe de RefrigeraciónAngel QbAún no hay calificaciones
- Memoria DescriptivaDocumento20 páginasMemoria DescriptivaJoaquin Zegarra RevegginoAún no hay calificaciones
- Lab IMMedicionTrabajoDocumento4 páginasLab IMMedicionTrabajoRenato Carlos Pulido100% (1)
- Implementacion de Un PID para Sistemas de EnfriemientoDocumento42 páginasImplementacion de Un PID para Sistemas de EnfriemientobrandonAún no hay calificaciones
- Gadp U2 A2Documento11 páginasGadp U2 A2Danyy LiraAún no hay calificaciones
- Curso de Ingeniería de Métodos 1Documento10 páginasCurso de Ingeniería de Métodos 1Jesús Avalos RodríguezAún no hay calificaciones
- Informe FinalDocumento43 páginasInforme FinalPaty Colan GomezAún no hay calificaciones
- Propuesta mejora gestión inventario MetaliaDocumento30 páginasPropuesta mejora gestión inventario MetaliaHugo SotoAún no hay calificaciones
- PC 2 c-2 2020 20 Cap 16 Bertha DiazDocumento4 páginasPC 2 c-2 2020 20 Cap 16 Bertha DiazLobertoAún no hay calificaciones
- Proyecto Aprendiz Sistema de RefrigeraciónDocumento12 páginasProyecto Aprendiz Sistema de Refrigeraciónjosep mazaAún no hay calificaciones
- Reporte sobre planeación de planta industrial para elaboración de mermeladasDocumento7 páginasReporte sobre planeación de planta industrial para elaboración de mermeladasAxel Corona0% (1)
- Funcionamiento de sistemas de refrigeraciónDocumento38 páginasFuncionamiento de sistemas de refrigeraciónMarlen JuarezAún no hay calificaciones
- Estructura Del Trabajo FinalDocumento3 páginasEstructura Del Trabajo FinalJorgejoseph UrbinaAún no hay calificaciones
- TRABAJO FINAL METODOS - G05 en PDFDocumento20 páginasTRABAJO FINAL METODOS - G05 en PDFAriana Puga MoralesAún no hay calificaciones
- Sistema de Control Administrativo Bodega Proaces ImprimirDocumento47 páginasSistema de Control Administrativo Bodega Proaces ImprimirJackelinne Torres EScobarAún no hay calificaciones
- Fase 5 Trabajo FinalDocumento20 páginasFase 5 Trabajo FinalAlejandro Clavijo100% (1)
- Gadp U2 Ea-TulaDocumento10 páginasGadp U2 Ea-Tulawishoramos100% (1)
- Tratamientos térmicos en la industria cárnicaDocumento19 páginasTratamientos térmicos en la industria cárnicaAndres Aguirre50% (2)
- Organizacion y Metodos Etapa 2Documento13 páginasOrganizacion y Metodos Etapa 2WILSON ARLEYAún no hay calificaciones
- TC 4 - Grupo No 212022 - 70Documento14 páginasTC 4 - Grupo No 212022 - 70JHONAún no hay calificaciones
- Guía No.04 Síntesis de Sulfato de Tetraamin Cobre IIDocumento4 páginasGuía No.04 Síntesis de Sulfato de Tetraamin Cobre IIDarlyn SaltosAún no hay calificaciones
- MBAG 56 Grupo 3 - Caso Lejia PeachDocumento12 páginasMBAG 56 Grupo 3 - Caso Lejia PeachAntonio Guzman50% (2)
- Mantenimiento preventivo de instalaciones frigoríficas. IMAR0108De EverandMantenimiento preventivo de instalaciones frigoríficas. IMAR0108Aún no hay calificaciones
- UF1027 - Caracterización y selección del equipamiento frigorificoDe EverandUF1027 - Caracterización y selección del equipamiento frigorificoCalificación: 5 de 5 estrellas5/5 (1)
- Operaciones básicas y procesos automáticos de fabricación mecánica. FMEE0108De EverandOperaciones básicas y procesos automáticos de fabricación mecánica. FMEE0108Aún no hay calificaciones
- Práctica de Colas 1Documento2 páginasPráctica de Colas 1Jaime Bedón GonzalesAún no hay calificaciones
- Manual reconfigurar RDS-582WHDDocumento6 páginasManual reconfigurar RDS-582WHDJL BSAún no hay calificaciones
- Baufest Recibe La Certificacion ISODocumento1 páginaBaufest Recibe La Certificacion ISOgamalielmqAún no hay calificaciones
- Tarea 6 Gestion de ResiduosDocumento4 páginasTarea 6 Gestion de ResiduosJose LozanoAún no hay calificaciones
- Hola Jorge Amauri Salmeron Barajas: Elige Uno Una Sola Exhibición Exactamente Actual AutomáticamenteDocumento4 páginasHola Jorge Amauri Salmeron Barajas: Elige Uno Una Sola Exhibición Exactamente Actual AutomáticamenteJorge Eduardo Puga MartinezAún no hay calificaciones
- Pago Por Servicios Ambientales 2020Documento5 páginasPago Por Servicios Ambientales 2020Johann HernándezAún no hay calificaciones
- Pablo Limbert Apaza PDFDocumento237 páginasPablo Limbert Apaza PDFJOSE EDMUNDO CAMPOS PINTOAún no hay calificaciones
- 1.0 Memoria Descriptiva General - ModDocumento12 páginas1.0 Memoria Descriptiva General - ModJunior Clider Sandoval AmadorAún no hay calificaciones
- Analisis Cualitativo Asistido Por ComputadoraDocumento18 páginasAnalisis Cualitativo Asistido Por ComputadoraMoises GarciaAún no hay calificaciones
- Densidad y Su IncertidumbreDocumento3 páginasDensidad y Su IncertidumbreValery.Aún no hay calificaciones
- Folleto Agua y EnergiaDocumento2 páginasFolleto Agua y EnergiaAlexandra SizaAún no hay calificaciones
- La Herramienta para Opc Kepserverex y El Trabajo Con Dde en ExcelDocumento19 páginasLa Herramienta para Opc Kepserverex y El Trabajo Con Dde en ExceldavidAún no hay calificaciones
- Acciones de PersonalDocumento5 páginasAcciones de Personalad.pacificgardensAún no hay calificaciones
- Prontuario de La Materia de Publicidad 2019Documento10 páginasProntuario de La Materia de Publicidad 2019Allen Kevin Zapien ZamoraAún no hay calificaciones
- Manual para Sistemas AeronauticosDocumento62 páginasManual para Sistemas AeronauticosErnestoAún no hay calificaciones
- Sincronización de carburadores guía paso a pasoDocumento8 páginasSincronización de carburadores guía paso a pasoPOMOTOAún no hay calificaciones
- Cuestionario - Términos, Marco Legal, Informe y Sanciones en ATEL - Revisión Del IntentoDocumento5 páginasCuestionario - Términos, Marco Legal, Informe y Sanciones en ATEL - Revisión Del Intentoadriana cruz100% (1)
- Amalgamas DentalesDocumento10 páginasAmalgamas DentalesRous Luna TurpoAún no hay calificaciones
- Asfalto y AditivosDocumento28 páginasAsfalto y AditivosEFRAINAún no hay calificaciones
- Demanda Laboral de Renzo Augusto Carranza FloresDocumento17 páginasDemanda Laboral de Renzo Augusto Carranza FloresDavid Rojas MasAún no hay calificaciones
- Tarea 3Documento2 páginasTarea 3Magali BarriosAún no hay calificaciones
- Mapa de Calor Automatizado 2024 Evaluacion Diagnostico.Documento25 páginasMapa de Calor Automatizado 2024 Evaluacion Diagnostico.teofiloAún no hay calificaciones
- Muestreo de suelos: técnicas, herramientas e insumosDocumento11 páginasMuestreo de suelos: técnicas, herramientas e insumosdiego cepeda100% (1)
- Proforma de Locación de Servicios-ModificadoDocumento3 páginasProforma de Locación de Servicios-Modificadoguevara170188Aún no hay calificaciones
- Historia de desinfección de centros acuícolasDocumento23 páginasHistoria de desinfección de centros acuícolasMarcos Antonio Carreño NaranjoAún no hay calificaciones
- Identidad Corporativa: Objetivos, Visión, Misión, ValoresDocumento25 páginasIdentidad Corporativa: Objetivos, Visión, Misión, ValoresDaniel MoralesAún no hay calificaciones
- Esp Serv Prop R6Documento20 páginasEsp Serv Prop R6oscar martinezAún no hay calificaciones
- Factores ambientales y tecnológicos en la industria cinematográficaDocumento3 páginasFactores ambientales y tecnológicos en la industria cinematográficaBryan Ortega PalominoAún no hay calificaciones