También podría gustarte
- Problemas resueltos de Hidráulica de CanalesDe EverandProblemas resueltos de Hidráulica de CanalesCalificación: 4.5 de 5 estrellas4.5/5 (7)
- Interpretación de planos en la fabricación de tuberías. FMEC0108De EverandInterpretación de planos en la fabricación de tuberías. FMEC0108Calificación: 1 de 5 estrellas1/5 (1)
- Dinámica De Fluidos Computacional Para IngenierosDe EverandDinámica De Fluidos Computacional Para IngenierosCalificación: 4 de 5 estrellas4/5 (1)
- Flujo de fluidos e intercambio de calorDe EverandFlujo de fluidos e intercambio de calorCalificación: 1 de 5 estrellas1/5 (1)
- Diseño de utillajes, matricería y prototipado con SolidWorksDe EverandDiseño de utillajes, matricería y prototipado con SolidWorksCalificación: 3 de 5 estrellas3/5 (1)
- Problemas de FundiciónDocumento29 páginasProblemas de FundiciónImportaciones China78% (9)
- Fundicion Clases 2013 - 12 RiserDocumento73 páginasFundicion Clases 2013 - 12 Risertaccama100% (2)
- Modelado fenomenológico del proceso de combustión por difusión diéselDe EverandModelado fenomenológico del proceso de combustión por difusión diéselAún no hay calificaciones
- Ingeniería química. Soluciones a los problemas del tomo IDe EverandIngeniería química. Soluciones a los problemas del tomo IAún no hay calificaciones
- LABORATORIO 03 - Rectificador ControladoDocumento37 páginasLABORATORIO 03 - Rectificador ControladoKevin Molina HuaytaAún no hay calificaciones
- Deformada Vigas y PórticosDocumento39 páginasDeformada Vigas y PórticosProfesora Julia CottiAún no hay calificaciones
- Diseño de Risers IIDocumento150 páginasDiseño de Risers IILuis Katsumoto Huere AnayaAún no hay calificaciones
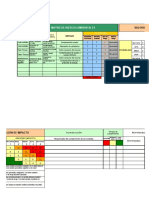
- MATRIZ de RIESGOS Ambientales EjemploDocumento3 páginasMATRIZ de RIESGOS Ambientales EjemploLiz M. Barahona ValladaresAún no hay calificaciones
- Parte II Completo Concreto ArmadwdoDocumento225 páginasParte II Completo Concreto Armadwdoedwin.quispeAún no hay calificaciones
- Informe Final CypecadDocumento29 páginasInforme Final CypecadMaría AlejandraAún no hay calificaciones
- Fundicion Clases 2016 - 12 RiserDocumento79 páginasFundicion Clases 2016 - 12 RisermisaelAún no hay calificaciones
- Riser Solidificacion Final TerminadoDocumento24 páginasRiser Solidificacion Final TerminadoElio CRAún no hay calificaciones
- Balance de Carga Horno CubiloteDocumento23 páginasBalance de Carga Horno CubiloteJimmyFigueroaAAún no hay calificaciones
- 1er Informe-FundiciónDocumento19 páginas1er Informe-FundiciónTony SctAún no hay calificaciones
- Sistema de Colada y AlimentacionDocumento13 páginasSistema de Colada y AlimentacionAlejandra ZeaAún no hay calificaciones
- Coeficiente de Dilatacion LinealDocumento20 páginasCoeficiente de Dilatacion LinealMauricio Jarandilla NuñezAún no hay calificaciones
- Mètodos de Diseño de MontantesDocumento49 páginasMètodos de Diseño de MontantesNestor Zinan RzAún no hay calificaciones
- MetalDocumento53 páginasMetalda nAún no hay calificaciones
- Volumen y Dimensionamiento de RiserDocumento38 páginasVolumen y Dimensionamiento de RiserAlexis Montoya CantoralAún no hay calificaciones
- Diseño y CalculoDocumento22 páginasDiseño y CalculoAlejandro Rocha OrtizAún no hay calificaciones
- T5 HAA NicolasDocumento6 páginasT5 HAA NicolasnicolasAún no hay calificaciones
- Laboratorio 5Documento14 páginasLaboratorio 5Jose Luis Rodriguez CotyAún no hay calificaciones
- Reactor PlanosDocumento6 páginasReactor PlanosAngel AguilarAún no hay calificaciones
- Laboratorio Ii Unidad 2Documento5 páginasLaboratorio Ii Unidad 2Gian AscoyAún no hay calificaciones
- Dilatacion Lineal InformeDocumento16 páginasDilatacion Lineal InformeRobert Gomez RamosAún no hay calificaciones
- ResueltosDocumento20 páginasResueltosValerie IsabelAún no hay calificaciones
- Ayudantia 12Documento2 páginasAyudantia 12rodrigo115Aún no hay calificaciones
- MEC 270 Asesoría Aula Fundición 13 2Documento52 páginasMEC 270 Asesoría Aula Fundición 13 2Estefania HermozaAún no hay calificaciones
- 2. Factor de fricción (f) : Q= π d ρ g sDocumento18 páginas2. Factor de fricción (f) : Q= π d ρ g sBlady PilcoAún no hay calificaciones
- Problemas Cuantitativos Tema 10Documento6 páginasProblemas Cuantitativos Tema 10RasecAugustoPanosoOrellanaAún no hay calificaciones
- LABORATORIO EXPERIMENTAL #04. Dilatación LinealDocumento14 páginasLABORATORIO EXPERIMENTAL #04. Dilatación LinealCarlos Becerra salazarAún no hay calificaciones
- 1-Informe Laboratorio Universidad Nacional de IngenieríaDocumento19 páginas1-Informe Laboratorio Universidad Nacional de IngenieríaJhon AyalaAún no hay calificaciones
- Diseño Eje-Grupo 2Documento12 páginasDiseño Eje-Grupo 2ElioArmasAún no hay calificaciones
- Ejercicio Dimensionamiento Viga ContinuaDocumento11 páginasEjercicio Dimensionamiento Viga ContinuaGuille MirandaAún no hay calificaciones
- (2022-A) Solidificacion, Ejercicios Modelo - Practica 9 2.2Documento7 páginas(2022-A) Solidificacion, Ejercicios Modelo - Practica 9 2.2LILIANA KAREN IDME RAMOS100% (1)
- Cuestionario tema11JRCDocumento2 páginasCuestionario tema11JRCJairo RamosAún no hay calificaciones
- 03 Teoria Fatiga PDFDocumento59 páginas03 Teoria Fatiga PDFAlejandro OjedaAún no hay calificaciones
- Diseño Mecanico IDocumento45 páginasDiseño Mecanico IDaniel Enrique ArzapaloAún no hay calificaciones
- Sistemas de AlimentaciónDocumento93 páginasSistemas de AlimentaciónPUTODIXONVOL2100% (1)
- Intercambiadores de Carcasa y TuboDocumento28 páginasIntercambiadores de Carcasa y TuboJoan CordovaAún no hay calificaciones
- Refuerzo Transversal Columna CircularDocumento11 páginasRefuerzo Transversal Columna CircularCarolina DávilaAún no hay calificaciones
- 3SV1 - CM - Principios de Solidificación IIDocumento7 páginas3SV1 - CM - Principios de Solidificación IIAngel VicenteAún no hay calificaciones
- Ciencias de Los MaterialesDocumento58 páginasCiencias de Los MaterialesAnonymous 1tskC3GV8Aún no hay calificaciones
- Proyecto Integrador PDFDocumento26 páginasProyecto Integrador PDFRonald Daniel Briones BiminchumoAún no hay calificaciones
- Pauta c1 Procesos Mecanicos 2021-IIDocumento4 páginasPauta c1 Procesos Mecanicos 2021-IIjaime solisAún no hay calificaciones
- N° 3 Lista de Figuras, Graficos y TablasDocumento5 páginasN° 3 Lista de Figuras, Graficos y TablasSusana Belen Mendoza FariñaAún no hay calificaciones
- 2 Ecuaciones EmpiricasDocumento14 páginas2 Ecuaciones EmpiricasRoDrigo Alonso Valdivia VariliasAún no hay calificaciones
- Ejemplo Diseño de Una Columna A Flexión Biaxial y CortanteDocumento6 páginasEjemplo Diseño de Una Columna A Flexión Biaxial y CortanteCristhian Gonzalez TelloAún no hay calificaciones
- Dilatacion TermicaDocumento7 páginasDilatacion TermicaAndre CamachoAún no hay calificaciones
- Diseño de EjesDocumento48 páginasDiseño de EjesWilson YucraAún no hay calificaciones
- Reporte5 Verde MM62Documento8 páginasReporte5 Verde MM62Janet RamirezAún no hay calificaciones
- Informe PMF - Cristhian IpanaqueDocumento26 páginasInforme PMF - Cristhian IpanaqueCristhian IpanaqueAún no hay calificaciones
- SistemaMotriz ChumacerasDocumento19 páginasSistemaMotriz ChumacerasMerlin AramayoAún no hay calificaciones
- M4. Problemas de FundicionDocumento5 páginasM4. Problemas de FundicionmoisesAún no hay calificaciones
- Diseño MecanicoDocumento11 páginasDiseño MecanicomarceloAún no hay calificaciones
- Eslabones y MotoresDocumento4 páginasEslabones y MotoresVan HuelizAún no hay calificaciones
- Resolución Del Banco de Problemas MC571-B 2022-1Documento23 páginasResolución Del Banco de Problemas MC571-B 2022-1Van HuelizAún no hay calificaciones
- Clase 10 FDP UNI 2022-1 EstructurasDocumento16 páginasClase 10 FDP UNI 2022-1 EstructurasVan HuelizAún no hay calificaciones
- Registro de Conversaciones MASTER CLASS - FPGA VS MICROCONTROLADORES 2022 - 06 - 29 22 - 48Documento1 páginaRegistro de Conversaciones MASTER CLASS - FPGA VS MICROCONTROLADORES 2022 - 06 - 29 22 - 48Van HuelizAún no hay calificaciones
- Banco - Excitacion de BaseDocumento5 páginasBanco - Excitacion de BaseVan HuelizAún no hay calificaciones
- ExcelDocumento2 páginasExcelVan HuelizAún no hay calificaciones
- Discrimi NacionDocumento1 páginaDiscrimi NacionVan HuelizAún no hay calificaciones
- Informe de ElectroneumaticosDocumento8 páginasInforme de ElectroneumaticosVan HuelizAún no hay calificaciones
- Clase 10 Filtros IIR LastDocumento83 páginasClase 10 Filtros IIR LastVan HuelizAún no hay calificaciones
- PC2 GA Mièrcoles 2020-2Documento1 páginaPC2 GA Mièrcoles 2020-2Van HuelizAún no hay calificaciones
- Fundamento TeóricoDocumento1 páginaFundamento TeóricoVan HuelizAún no hay calificaciones
- Potencia ActivaDocumento1 páginaPotencia ActivaVan HuelizAún no hay calificaciones
- Panel ResistivoDocumento1 páginaPanel ResistivoVan HuelizAún no hay calificaciones
- Circuitos Primer OrdenDocumento16 páginasCircuitos Primer OrdenAnonymous 3St9h1CN97Aún no hay calificaciones
- OBJETIVOSDocumento2 páginasOBJETIVOSVan HuelizAún no hay calificaciones
- Exp4-2da Parte 1.5Documento21 páginasExp4-2da Parte 1.5Van HuelizAún no hay calificaciones
- Materiales y ProcedimientoDocumento1 páginaMateriales y ProcedimientoVan HuelizAún no hay calificaciones
- CONCLUSIONESDocumento1 páginaCONCLUSIONESVan HuelizAún no hay calificaciones
- Fundamento TeóricoDocumento1 páginaFundamento TeóricoVan HuelizAún no hay calificaciones
- LAB4 (Usos de Generador de Ondas y Osciloscopio Circuitos Transitorios RC)Documento19 páginasLAB4 (Usos de Generador de Ondas y Osciloscopio Circuitos Transitorios RC)David Serafin EspinozaAún no hay calificaciones
- Fundamento TeóricoDocumento1 páginaFundamento TeóricoVan HuelizAún no hay calificaciones
- LabitoDocumento7 páginasLabitoVan HuelizAún no hay calificaciones
- CARATULADocumento5 páginasCARATULAVAN HUELIXAún no hay calificaciones
- CUESTIONARIO DVVDDocumento7 páginasCUESTIONARIO DVVDVan HuelizAún no hay calificaciones
- Ejemplo de Diseño - LogicoDocumento1 páginaEjemplo de Diseño - LogicoVan HuelizAún no hay calificaciones
- Ejercicio4 (EmpTransPasaj)Documento1 páginaEjercicio4 (EmpTransPasaj)Van HuelizAún no hay calificaciones
- Clase 03Documento1 páginaClase 03Van HuelizAún no hay calificaciones
- Clase CONTA ProbabilidadesDocumento8 páginasClase CONTA ProbabilidadesAlexander RondonAún no hay calificaciones
- Informe - Grupo 3Documento7 páginasInforme - Grupo 3Gabriel CaminoAún no hay calificaciones
- Investigación Cualitativa en FisioterapiaDocumento7 páginasInvestigación Cualitativa en FisioterapiaAntonio Manrique100% (2)
- Actividad 2 - Definiciones de ErgonomíaDocumento7 páginasActividad 2 - Definiciones de ErgonomíaRosa Matilde Pérez EcheverriaAún no hay calificaciones
- Warisata La Escuela AylluDocumento333 páginasWarisata La Escuela Ayllumiguel angel calle0% (1)
- Revolución Francesa RESUMEN.......Documento10 páginasRevolución Francesa RESUMEN.......Camila chinchayánAún no hay calificaciones
- Unidad 2 - Construcion de SubjetividadesDocumento6 páginasUnidad 2 - Construcion de SubjetividadesErika VargasAún no hay calificaciones
- Obcipol - PEyPDocumento19 páginasObcipol - PEyPEduardo AvilaAún no hay calificaciones
- Ingeniería Biomédica BM03 Final 1Documento1 páginaIngeniería Biomédica BM03 Final 1Daniel de la cruzAún no hay calificaciones
- TopoDocumento9 páginasTopoVladimirIvanZavalaRiverosAún no hay calificaciones
- Planificación Anual de Ciencias Naturales2Documento4 páginasPlanificación Anual de Ciencias Naturales2Adela RodriguezAún no hay calificaciones
- 3061-OE-PC-IIEE-103 Procedimiento Rotura y Reparación de VeredaDocumento8 páginas3061-OE-PC-IIEE-103 Procedimiento Rotura y Reparación de VeredaYackeline Sales DavilaAún no hay calificaciones
- No Dirigir, No Es LiderarDocumento3 páginasNo Dirigir, No Es LiderarLuis antonio AcostaAún no hay calificaciones
- 11694534689instructivo para El CE ED Acceso A Cargos Directivo IEDocumento58 páginas11694534689instructivo para El CE ED Acceso A Cargos Directivo IEJoel Janampa TrujilloAún no hay calificaciones
- Noticias CientificasDocumento7 páginasNoticias Cientificashellen dayana ibarraafricanoAún no hay calificaciones
- Taller de Empredimiento e Innovación-4Documento19 páginasTaller de Empredimiento e Innovación-4José Milla ValenzuelaAún no hay calificaciones
- Li2208 Quick Start Guide EsDocumento2 páginasLi2208 Quick Start Guide EscamilaAún no hay calificaciones
- Desarrollo Experimental de La Repotenciacion de Un Motor de Combustion Interna A GasolinaDocumento90 páginasDesarrollo Experimental de La Repotenciacion de Un Motor de Combustion Interna A GasolinaRicky Vega Quinde0% (1)
- Memoria de Calculo Pluvial Parte 2Documento2 páginasMemoria de Calculo Pluvial Parte 2Diana CruzAún no hay calificaciones
- Neuroaprendizaje: Una Propuesta EducativaDocumento20 páginasNeuroaprendizaje: Una Propuesta EducativaJACINTO VERGARAAún no hay calificaciones
- Fisica Atwood InformeDocumento8 páginasFisica Atwood InformeLuz Varinia Tarqui AlvarezAún no hay calificaciones
- Analisis Granulometrico Por Medio Del Hidrometro 001Documento21 páginasAnalisis Granulometrico Por Medio Del Hidrometro 001Miguel Alejandro Jara ChavezAún no hay calificaciones
- Practica Final Estructura de DatosDocumento3 páginasPractica Final Estructura de DatosFidel Reyes UrbaezAún no hay calificaciones
- CV CompletoDocumento20 páginasCV CompletoTintay Aymaraes ApurímacAún no hay calificaciones
- Informe 4 SaraValentinaPuentesRodriguezDocumento17 páginasInforme 4 SaraValentinaPuentesRodriguezsara puentesAún no hay calificaciones
- U1 SESION 5 INDAGA de Lo Simple A Lo ComplejoDocumento3 páginasU1 SESION 5 INDAGA de Lo Simple A Lo ComplejoAnthony Oscar Vera LatorreAún no hay calificaciones
- Unidad 3 Tarea 4 Calidaddevida ActividadindividualDocumento7 páginasUnidad 3 Tarea 4 Calidaddevida ActividadindividualWilson Daza PachecoAún no hay calificaciones
- Practica 4Documento15 páginasPractica 4Jesús Yiret CasahuamanAún no hay calificaciones