También podría gustarte
- Hornos de Vacio para Tratamientos TermicosDocumento18 páginasHornos de Vacio para Tratamientos TermicosBryan100% (1)
- Practica 1 Hornos para T.T.Documento7 páginasPractica 1 Hornos para T.T.Emiliano LozanoAún no hay calificaciones
- Tratamiento Térmico de GlobulizadoDocumento5 páginasTratamiento Térmico de GlobulizadoMario Masaharu Awakon100% (1)
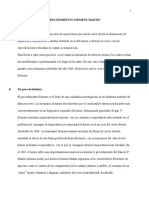
- Procedimiento Siemens-MartinDocumento18 páginasProcedimiento Siemens-MartinRicardo C.Aún no hay calificaciones
- Hornos de Atmósfera ControladaDocumento6 páginasHornos de Atmósfera ControladaAnonymous wlUaSWAún no hay calificaciones
- Hornos Utilizadosen Tratamientos TermicosDocumento3 páginasHornos Utilizadosen Tratamientos TermicosjhonnyAún no hay calificaciones
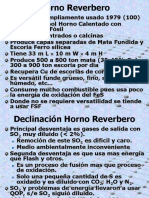
- El Horno de ReverberoDocumento7 páginasEl Horno de ReverberoSteven Gonzalez Cardona0% (1)
- Capítulo Iii Tratamientos Térmicos de Las Fundiciones GrisesDocumento7 páginasCapítulo Iii Tratamientos Térmicos de Las Fundiciones GrisesJose Luis Barrientos RiosAún no hay calificaciones
- Tratamientos Termicos SimpleDocumento33 páginasTratamientos Termicos SimplekevinestAún no hay calificaciones
- Tratamiento TérmicoDocumento8 páginasTratamiento TérmicoHarold Rodríguez MazaAún no hay calificaciones
- Diagrama de FasesDocumento6 páginasDiagrama de FasesGiancarlo GuerreroAún no hay calificaciones
- Informe de Laboratorio Tratamientos Termicos TempleDocumento8 páginasInforme de Laboratorio Tratamientos Termicos TemplePaloma Loaiza AndiaAún no hay calificaciones
- Informe de Laboratorio Tratamientos Termicos TempleDocumento8 páginasInforme de Laboratorio Tratamientos Termicos TempleMayer PuntocomAún no hay calificaciones
- Tratamiento Térmico de Los Metales PDFDocumento3 páginasTratamiento Térmico de Los Metales PDFGabo BarAún no hay calificaciones
- Calculo Horno y Torre de SulfitacionDocumento4 páginasCalculo Horno y Torre de SulfitacionLuis CutzAún no hay calificaciones
- Equipos Utilizados para Tratamientos TerDocumento10 páginasEquipos Utilizados para Tratamientos TerFrancisco MorenoAún no hay calificaciones
- EQUIPO PARA LA NITRURACIÓN y CEMENTACIONDocumento4 páginasEQUIPO PARA LA NITRURACIÓN y CEMENTACIONLuis Antonio Choque LunaAún no hay calificaciones
- MetalurgiaDocumento16 páginasMetalurgiadiegoAún no hay calificaciones
- Wa0043Documento285 páginasWa0043juanAún no hay calificaciones
- Informe Enfriamiento Continuo de AcerosDocumento11 páginasInforme Enfriamiento Continuo de AcerosedizonAún no hay calificaciones
- Tratamientos Térmicos de Las FundicionesDocumento2 páginasTratamientos Térmicos de Las Fundicionescarlos cuellarAún no hay calificaciones
- Diapositivas Horno Reverbero - 1Documento23 páginasDiapositivas Horno Reverbero - 1FERNANDO PEDRO SOTO HUAMANVILCAAún no hay calificaciones
- MC112 - 10Documento80 páginasMC112 - 10joseAún no hay calificaciones
- Equipos para Tratamientos TermicosDocumento6 páginasEquipos para Tratamientos Termicosronny quuñonezAún no hay calificaciones
- Informe Temple y RecocidoDocumento14 páginasInforme Temple y RecocidoChristianCamiloRozoLozanoAún no hay calificaciones
- Horno para SalesDocumento6 páginasHorno para SalesDavid Tapia GualpaAún no hay calificaciones
- Calderas de Calor ResidualDocumento3 páginasCalderas de Calor ResidualDanilo Jose Alcantara Huaman100% (1)
- Tratamiento TermicoDocumento30 páginasTratamiento TermicoRocio Milagros100% (3)
- Tratamientos TérmicosDocumento12 páginasTratamientos TérmicosWilliams González100% (1)
- Diseño de Un Horno RotatorioDocumento24 páginasDiseño de Un Horno RotatorioThomas Arrieta100% (5)
- Tratamientos IsotermicosDocumento38 páginasTratamientos IsotermicosEDWIN JAVIER BERROSPI CHUQUIYAURIAún no hay calificaciones
- Afino Del Acero en Hornos Martin-Siemens1Documento8 páginasAfino Del Acero en Hornos Martin-Siemens1Jhonathan Ochochoque MuchicaAún no hay calificaciones
- Copia de Practica - 4 (Bainitizado) 2007 IDocumento18 páginasCopia de Practica - 4 (Bainitizado) 2007 IMiguel ArguzAún no hay calificaciones
- Afino Del Acero en Hornos Martin-SiemensDocumento4 páginasAfino Del Acero en Hornos Martin-SiemensMario Galdos PolancoAún no hay calificaciones
- Tratamientos Térmicos Del Hierro DuctilDocumento3 páginasTratamientos Térmicos Del Hierro DuctilEdison GuachiAún no hay calificaciones
- Temple Revenido PDFDocumento8 páginasTemple Revenido PDFIsaac Jonathan Vargas AvilesAún no hay calificaciones
- Métodos de CalentamientoDocumento6 páginasMétodos de CalentamientoJüan RojasAún no hay calificaciones
- Teoria FUNDICION.Documento15 páginasTeoria FUNDICION.Eduardo LeonAún no hay calificaciones
- Informe 8Documento5 páginasInforme 8juanAún no hay calificaciones
- Mantenimiento de HornosDocumento85 páginasMantenimiento de HornosFabiola Briceño100% (3)
- Guia de Trabajo 1Documento3 páginasGuia de Trabajo 1Kathe Segura SánchezAún no hay calificaciones
- Hornos IndustrialesDocumento3 páginasHornos IndustrialesErick MecaAún no hay calificaciones
- Hornos de CrisolDocumento7 páginasHornos de CrisolPatricia Judith Veragara RoldánAún no hay calificaciones
- Hornos de LadrilloDocumento23 páginasHornos de LadrillooatoroAún no hay calificaciones
- Accion Calor SiliceDocumento3 páginasAccion Calor SiliceElena VillamorAún no hay calificaciones
- Aceros para Construccion y MaquinariaDocumento4 páginasAceros para Construccion y MaquinariaHugo BarreraAún no hay calificaciones
- Acero Sisa 8620Documento2 páginasAcero Sisa 8620Charly Dan SottileAún no hay calificaciones
- Procedimiento Siemens MartinDocumento18 páginasProcedimiento Siemens MartinDalma De La CruzAún no hay calificaciones
- Horno ReververoDocumento21 páginasHorno ReververoJorge Rios RAún no hay calificaciones
- Capítulo 7 Hornos de LadrillosDocumento28 páginasCapítulo 7 Hornos de Ladrillosbriann eber frydyAún no hay calificaciones
- Tipos de RecocidoDocumento2 páginasTipos de RecocidoStevenRamosAún no hay calificaciones
- Construcción de Fragua VerticalDocumento5 páginasConstrucción de Fragua VerticalYvan OlorteguiAún no hay calificaciones
- Hornos para La Fusión A MataDocumento10 páginasHornos para La Fusión A MataFco. Javier Echegoyán DelgadoAún no hay calificaciones
- Diagrama Flujo Zin CompletoDocumento14 páginasDiagrama Flujo Zin CompletoRene Valencia OchoaAún no hay calificaciones
- Resumen de Tratamientos IsotermicosDocumento7 páginasResumen de Tratamientos IsotermicosNicolas MañasAún no hay calificaciones
- Techos verdes: Planificación, ejecución, consejos prácticosDe EverandTechos verdes: Planificación, ejecución, consejos prácticosAún no hay calificaciones
- Oficios Artísticos. Forja: Las técnicas de la forja explicadas paso a pasoDe EverandOficios Artísticos. Forja: Las técnicas de la forja explicadas paso a pasoCalificación: 5 de 5 estrellas5/5 (1)
- El Mejor Libro de Preparación Para Tu Examen De Licencia De Operador De CalderaDe EverandEl Mejor Libro de Preparación Para Tu Examen De Licencia De Operador De CalderaAún no hay calificaciones
- 1.6 Proceso AdministrativoDocumento32 páginas1.6 Proceso AdministrativoJuan Fernando Andrade MoralesAún no hay calificaciones
- Estrategia Integral TDocumento14 páginasEstrategia Integral TJuan Fernando Andrade MoralesAún no hay calificaciones
- 5.1 Tratamiento TermicoDocumento6 páginas5.1 Tratamiento TermicoJuan Fernando Andrade MoralesAún no hay calificaciones
- 5.2 Clasificacion de AceroDocumento9 páginas5.2 Clasificacion de AceroJuan Fernando Andrade MoralesAún no hay calificaciones
- 5.3 Tratamientos Termicas y Clasificacion.Documento19 páginas5.3 Tratamientos Termicas y Clasificacion.Juan Fernando Andrade MoralesAún no hay calificaciones
- 4.1 Fabricacion y Propiedades AceroDocumento11 páginas4.1 Fabricacion y Propiedades AceroJuan Fernando Andrade MoralesAún no hay calificaciones
- GRUPO 06 - Desalinización de Agua de MarDocumento19 páginasGRUPO 06 - Desalinización de Agua de Marmaykel samaniegoAún no hay calificaciones
- Equipos de Laboratorio ShougangDocumento25 páginasEquipos de Laboratorio ShougangrobertoAún no hay calificaciones
- Actividad3 NogalesChristian NRC6131Documento5 páginasActividad3 NogalesChristian NRC6131Chris NogalesAún no hay calificaciones
- Fenomeno de ElectrolisisDocumento2 páginasFenomeno de ElectrolisisAnaly S. Mamani100% (1)
- Hidrometalurgia 2021Documento203 páginasHidrometalurgia 2021Constanza Caceres VidalAún no hay calificaciones
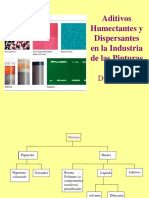
- Aditivos Humectantes y DispersantesDocumento21 páginasAditivos Humectantes y DispersantesCarolina Colquichagua PalacinAún no hay calificaciones
- Tema 3 - TécnicasDocumento6 páginasTema 3 - TécnicasNaza AndujarAún no hay calificaciones
- Tema 2. Rev. Química Organometalica IIDocumento27 páginasTema 2. Rev. Química Organometalica IIPilarAún no hay calificaciones
- Actividad de Aprendizaje 3 Manejo Externo en Ambiente SeguroDocumento5 páginasActividad de Aprendizaje 3 Manejo Externo en Ambiente SeguroAlberto TombeAún no hay calificaciones
- Supositorios TeoriaDocumento12 páginasSupositorios TeoriaMyr Covarrubias100% (1)
- 18-05-09 Presentación DOMTEC General OKDocumento18 páginas18-05-09 Presentación DOMTEC General OKHumberto Collado RamirezAún no hay calificaciones
- Carpeta de Fundicion y MoldeoDocumento15 páginasCarpeta de Fundicion y Moldeoaldo_pastinanteAún no hay calificaciones
- Examen de Materiales Dentales (Primer Parcial)Documento9 páginasExamen de Materiales Dentales (Primer Parcial)Zuriel Perez DiazAún no hay calificaciones
- Regla de Los 18 ElectronesDocumento2 páginasRegla de Los 18 ElectronesJohn BarettAún no hay calificaciones
- Welding BookDocumento14 páginasWelding BookFreddy EspinozaAún no hay calificaciones
- Las BiomoléculasDocumento3 páginasLas BiomoléculasNayelis LuzonAún no hay calificaciones
- Quimica Organica Pag. 2Documento1 páginaQuimica Organica Pag. 2zehut corporationAún no hay calificaciones
- Pasivacion y Corrosion de MetalesDocumento9 páginasPasivacion y Corrosion de MetalesIlse SolisAún no hay calificaciones
- Proyecto de TropicalizadoDocumento4 páginasProyecto de TropicalizadogamibiiAún no hay calificaciones
- Corrosión GalvánicaDocumento19 páginasCorrosión GalvánicaEstebanCastellanosBorreroAún no hay calificaciones
- Equilibrio Químico IDocumento6 páginasEquilibrio Químico Irebeca gomezAún no hay calificaciones
- SILABO Tecnologia y Normalizacion de Materiales Automotrices Cueva 2019Documento4 páginasSILABO Tecnologia y Normalizacion de Materiales Automotrices Cueva 2019Hermes CuevaAún no hay calificaciones
- Cap 8 Plasticos PDFDocumento72 páginasCap 8 Plasticos PDFJorge Blanco ChoqueAún no hay calificaciones
- Practica 3Documento3 páginasPractica 3Nayivi Martin BarreraAún no hay calificaciones
- AlcoholesDocumento114 páginasAlcoholesJack Chan0% (1)
- Desengrasante ND 150Documento5 páginasDesengrasante ND 150EverhtTticaFlowers50% (2)
- Bioquimica de Los Seres VivosDocumento46 páginasBioquimica de Los Seres VivosAARON_1982Aún no hay calificaciones
- Guia Inspeccion Finning FitDocumento9 páginasGuia Inspeccion Finning FitBryan TapiaAún no hay calificaciones
- Enlaces Quimicos de H2SO4Documento5 páginasEnlaces Quimicos de H2SO4WILLIAN JUNIOR DIAZ OSPINOAún no hay calificaciones
- 1920 Examen FYQ Tema4Documento2 páginas1920 Examen FYQ Tema4DavidAún no hay calificaciones