0% encontró este documento útil (0 votos)
339 vistas58 páginasAsme Viii - Cisold
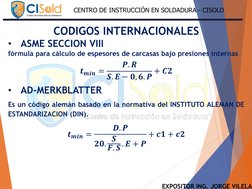
El documento presenta una introducción al código ASME VIII para el diseño de recipientes a presión. Explica brevemente la evolución de los códigos de diseño y compara las fórmulas y requisitos mínimos de espesor de acuerdo a diferentes códigos como ASME, AD-Merkblatter, BS 5500, EN 13445 e IS 2825. Finalmente, muestra una comparación gráfica de los valores de espesor mínimo requeridos para un tanque de gas de purga según diferentes normativas.
Cargado por
Robert CuroDerechos de autor
© © All Rights Reserved
Nos tomamos en serio los derechos de los contenidos. Si sospechas que se trata de tu contenido, reclámalo aquí.
Formatos disponibles
Descarga como PDF, TXT o lee en línea desde Scribd
0% encontró este documento útil (0 votos)
339 vistas58 páginasAsme Viii - Cisold
El documento presenta una introducción al código ASME VIII para el diseño de recipientes a presión. Explica brevemente la evolución de los códigos de diseño y compara las fórmulas y requisitos mínimos de espesor de acuerdo a diferentes códigos como ASME, AD-Merkblatter, BS 5500, EN 13445 e IS 2825. Finalmente, muestra una comparación gráfica de los valores de espesor mínimo requeridos para un tanque de gas de purga según diferentes normativas.
Cargado por
Robert CuroDerechos de autor
© © All Rights Reserved
Nos tomamos en serio los derechos de los contenidos. Si sospechas que se trata de tu contenido, reclámalo aquí.
Formatos disponibles
Descarga como PDF, TXT o lee en línea desde Scribd