También podría gustarte
- Asignación Capítulo 3 y 4Documento1 páginaAsignación Capítulo 3 y 4Heriberto DominguezAún no hay calificaciones
- Las Divisiones de La Biblia-Generos LiterariosDocumento4 páginasLas Divisiones de La Biblia-Generos LiterariosHeriberto DominguezAún no hay calificaciones
- Evidencias Del Lab 5Documento6 páginasEvidencias Del Lab 5Heriberto DominguezAún no hay calificaciones
- CLASE #17. I Parte ADocumento4 páginasCLASE #17. I Parte AHeriberto DominguezAún no hay calificaciones
- CLASE #18. Parte BDocumento11 páginasCLASE #18. Parte BHeriberto DominguezAún no hay calificaciones
- Planeamiento de Escuela DominicalDocumento2 páginasPlaneamiento de Escuela DominicalHeriberto DominguezAún no hay calificaciones
- CLASE #17. II Parte GDocumento10 páginasCLASE #17. II Parte GHeriberto DominguezAún no hay calificaciones
- Clase #10Documento5 páginasClase #10Heriberto DominguezAún no hay calificaciones
- Clase #9Documento7 páginasClase #9Heriberto DominguezAún no hay calificaciones
- CLASE #16 Parte EDocumento14 páginasCLASE #16 Parte EHeriberto DominguezAún no hay calificaciones
- CLASE #8 Parte CDocumento4 páginasCLASE #8 Parte CHeriberto DominguezAún no hay calificaciones
- Proceso Inductivo para El MaestroDocumento3 páginasProceso Inductivo para El MaestroHeriberto DominguezAún no hay calificaciones
- Tarea 2 (Capitulo 1) TerminadaDocumento10 páginasTarea 2 (Capitulo 1) TerminadaHeriberto DominguezAún no hay calificaciones
- Clase #4Documento7 páginasClase #4Heriberto DominguezAún no hay calificaciones
- Clase #2Documento6 páginasClase #2Heriberto DominguezAún no hay calificaciones
- CLASE #6 Parte ADocumento4 páginasCLASE #6 Parte AHeriberto DominguezAún no hay calificaciones
- Clase #1Documento9 páginasClase #1Heriberto DominguezAún no hay calificaciones
- CLASE #17 Parte BDocumento4 páginasCLASE #17 Parte BHeriberto DominguezAún no hay calificaciones
- Clase #5Documento4 páginasClase #5Heriberto DominguezAún no hay calificaciones
- CLASE #16 Parte FDocumento8 páginasCLASE #16 Parte FHeriberto DominguezAún no hay calificaciones
- Tarea 2.1Documento6 páginasTarea 2.1Heriberto DominguezAún no hay calificaciones
- Tarea 2.1 (Capitulo 2) EntregaDocumento6 páginasTarea 2.1 (Capitulo 2) EntregaHeriberto Dominguez100% (1)
- Asignación 1 de Transferencia de CalorDocumento4 páginasAsignación 1 de Transferencia de CalorHeriberto DominguezAún no hay calificaciones
- Bosquejo de La ClaseDocumento2 páginasBosquejo de La ClaseHeriberto DominguezAún no hay calificaciones
- Taller Del Módulo No.1 (Resuelto)Documento5 páginasTaller Del Módulo No.1 (Resuelto)Heriberto DominguezAún no hay calificaciones
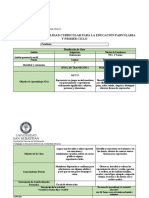
- Formato Planificación ArticuladaDocumento3 páginasFormato Planificación ArticuladakatherineAún no hay calificaciones
- 1.3 Tarea Conceptos BásicosDocumento3 páginas1.3 Tarea Conceptos BásicosIsaac OrtizAún no hay calificaciones
- HidrocinematicaDocumento14 páginasHidrocinematica044630905Aún no hay calificaciones
- GRUPO 8 Oxamarca T1Documento18 páginasGRUPO 8 Oxamarca T1Beto Sosa Art'sAún no hay calificaciones
- Tema 7 Taller 2 Anteproyecto Arquitectonico Función 2022 20Documento3 páginasTema 7 Taller 2 Anteproyecto Arquitectonico Función 2022 20NIKOLAY ERASMO MURILLO DAMIANAún no hay calificaciones
- CMIN2536 - Dirección y Gestion de EmpresasDocumento8 páginasCMIN2536 - Dirección y Gestion de EmpresastandilAún no hay calificaciones
- 4to Taller de Dibujo 2022-1Documento4 páginas4to Taller de Dibujo 2022-1DAMARIS LLANQUE CRUZAún no hay calificaciones
- Técnicas Modificación ConductaDocumento2 páginasTécnicas Modificación ConductaVero Becerril100% (1)
- 8 Sistema de CombustibleDocumento30 páginas8 Sistema de CombustiblekmiloAún no hay calificaciones
- 2308574-Filosofia-y-Nacion-Feinmann-Jose-Pablo (1) - Fallo (26) - 2IN1Documento151 páginas2308574-Filosofia-y-Nacion-Feinmann-Jose-Pablo (1) - Fallo (26) - 2IN1yasta gonzalezAún no hay calificaciones
- Memoria DescriptivaDocumento15 páginasMemoria DescriptivaMax Henry Arevalo ReynaAún no hay calificaciones
- Ley Lambert Beer Unidad 1Documento5 páginasLey Lambert Beer Unidad 1ricardo ormenoAún no hay calificaciones
- Vargas - La Música en La Prensa Española (1833-1874)Documento1336 páginasVargas - La Música en La Prensa Española (1833-1874)Valeria Ortiz MarteloAún no hay calificaciones
- Taller 2 EstadisticaDocumento8 páginasTaller 2 EstadisticaJorge Martinez Lorduy0% (1)
- 95571664-Uv-1800-Og-Es-206-97042a-30 ShimadzuDocumento487 páginas95571664-Uv-1800-Og-Es-206-97042a-30 Shimadzumarlon granada100% (2)
- Teorema Del Matrimonio EstableDocumento67 páginasTeorema Del Matrimonio EstableferreiraortizAún no hay calificaciones
- Actividad #9 Dinámica Shark Tank 7sDocumento6 páginasActividad #9 Dinámica Shark Tank 7sdavid obregon100% (2)
- Tesis (Mortero Celular)Documento49 páginasTesis (Mortero Celular)Esteban BolañosAún no hay calificaciones
- Salida de Material en Almacén en TierraDocumento6 páginasSalida de Material en Almacén en TierraMyrnaAún no hay calificaciones
- Comunicacion OralDocumento13 páginasComunicacion OralDenisse CampozanoAún no hay calificaciones
- Multiplicación Con RegletasDocumento7 páginasMultiplicación Con RegletasKelly Rivera riveraAún no hay calificaciones
- Trabajo de Párrafos Grupo 3 (V)Documento6 páginasTrabajo de Párrafos Grupo 3 (V)jhon rogers herbas de la cruzAún no hay calificaciones
- Feria Científica Nacional Juvenil: Museo Nacional de Historia NaturalDocumento21 páginasFeria Científica Nacional Juvenil: Museo Nacional de Historia NaturalelsAún no hay calificaciones
- 1°PREGUNTAS MetodologiaDocumento2 páginas1°PREGUNTAS MetodologiaJoe wilson Huaman alburquequeAún no hay calificaciones
- Cotizacion - Supervisor Chonta Derrumba TilayDocumento1 páginaCotizacion - Supervisor Chonta Derrumba TilayClaribell Evelyn Sanabria OrellanaAún no hay calificaciones
- Trabajo Colaborativo Fase2Documento36 páginasTrabajo Colaborativo Fase2AlexandraGiraldoAún no hay calificaciones
- Unidad 1.3 TIPOS DE LOGÍSTICA PlataformaDocumento35 páginasUnidad 1.3 TIPOS DE LOGÍSTICA PlataformaChris VélezAún no hay calificaciones
- Carretera de AtlánticoDocumento12 páginasCarretera de AtlánticomariaAún no hay calificaciones
- Clasificación de La AntropologíaDocumento17 páginasClasificación de La AntropologíaLeylie Vilela AlvaradoAún no hay calificaciones
- Actividad 4 - DiplomadoDocumento8 páginasActividad 4 - DiplomadoGil Apolinario100% (1)