También podría gustarte
- UF0902 - Caracterización de instalaciones de climatizaciónDe EverandUF0902 - Caracterización de instalaciones de climatizaciónCalificación: 5 de 5 estrellas5/5 (1)
- Procedimiento de Pruebas Hidraulicas para HdpeDocumento15 páginasProcedimiento de Pruebas Hidraulicas para HdpeKevin Arnold Palacios Meza100% (3)
- Pruebas FAT AIRESDocumento2 páginasPruebas FAT AIRESCristhian Cevallos Estupiñan0% (1)
- Guia de Pruebas HidrostáticasDocumento5 páginasGuia de Pruebas Hidrostáticassolcita88100% (2)
- Tiros, Chimeneas y VentiladoresDocumento55 páginasTiros, Chimeneas y VentiladoresCarlos Alberto Sanchez ParraAún no hay calificaciones
- Procedimiento Prueba Hidrostatica Tuberia Hdpe - DTGM Jun 10Documento5 páginasProcedimiento Prueba Hidrostatica Tuberia Hdpe - DTGM Jun 10brian cardenas100% (2)
- Pruebas Hidrostáticas para TuberíasDocumento58 páginasPruebas Hidrostáticas para Tuberíasjaviercegarra100% (1)
- DVS-2213 EsDocumento3 páginasDVS-2213 EspercivalczAún no hay calificaciones
- Prueba Hidraulica de Cañerias Enterradas 00Documento6 páginasPrueba Hidraulica de Cañerias Enterradas 00Marcelo AguileraAún no hay calificaciones
- Procedimiento Prueba Hidrostatica A Linea de TuberiaDocumento5 páginasProcedimiento Prueba Hidrostatica A Linea de TuberiaCesar Jimenez100% (1)
- Válvulas de SeguridadDocumento16 páginasVálvulas de Seguridadlizbeth gutierrezAún no hay calificaciones
- 4-GP-PH-01 Procedimiento para Pruebas IdrostaticasDocumento11 páginas4-GP-PH-01 Procedimiento para Pruebas IdrostaticasPatraca DionicioAún no hay calificaciones
- Memoria de Calculo de La Instalación de GasDocumento5 páginasMemoria de Calculo de La Instalación de GasDavid Davila100% (1)
- Une 100151 2004Documento7 páginasUne 100151 2004Arturo Ibarra MonfónAún no hay calificaciones
- Unidad Viii - Prueba HidrostáticaDocumento40 páginasUnidad Viii - Prueba HidrostáticaSevero Hernández Jiménez100% (4)
- Pruebas Hidrostaticas PDFDocumento7 páginasPruebas Hidrostaticas PDFDani Gonzalez RodriguezAún no hay calificaciones
- Prueba de Calificación de Soldador Por TermofusiónDocumento1 páginaPrueba de Calificación de Soldador Por TermofusiónpercivalczAún no hay calificaciones
- Motores Diesel y Motor Wankel 296Documento23 páginasMotores Diesel y Motor Wankel 296Luis Fernando Tapia RodriguezAún no hay calificaciones
- Compresor Alternativo o de EmboloDocumento22 páginasCompresor Alternativo o de EmboloJorge Ruelas100% (1)
- Trabajos de Pruebas HidrostaticasDocumento11 páginasTrabajos de Pruebas HidrostaticasBenjamin Navarro67% (3)
- Traduccion Nfpa 54Documento2 páginasTraduccion Nfpa 54PercyAlexander100% (1)
- Procedimiento de HermeticidadDocumento3 páginasProcedimiento de HermeticidadLuis Yauyo Requejo50% (2)
- Prueba Hidrostatica MineroductoDocumento19 páginasPrueba Hidrostatica MineroductoWilber David Huamani MaihuireAún no hay calificaciones
- Pam-Ec-20-Prc-007-0 PamDocumento10 páginasPam-Ec-20-Prc-007-0 Pamjorge_alvarado_34Aún no hay calificaciones
- SIP-ESP-MEC09 Pruebas Hidrostaticas Tuberias Y EquiposDocumento25 páginasSIP-ESP-MEC09 Pruebas Hidrostaticas Tuberias Y EquiposOswaldo Guerra100% (1)
- Procedimiento de PruebaDocumento9 páginasProcedimiento de PruebaforcesabcdAún no hay calificaciones
- COMPRESORES PPT Simon JimenezDocumento20 páginasCOMPRESORES PPT Simon JimenezKeykoGonzalesSalazarAún no hay calificaciones
- 3059-Oe-Pc-Iimm-006 Procedimiento de Prueba de Hermeticidad para Tuberías de GNDocumento11 páginas3059-Oe-Pc-Iimm-006 Procedimiento de Prueba de Hermeticidad para Tuberías de GNabilioAún no hay calificaciones
- Que Es Una Prueba HidrostáticaDocumento6 páginasQue Es Una Prueba HidrostáticaSaul Ch SAún no hay calificaciones
- Procedimiento de HermeticidadDocumento3 páginasProcedimiento de Hermeticidaddiazf2004Aún no hay calificaciones
- Procediemiento de Prueba de HermeticidadDocumento8 páginasProcediemiento de Prueba de HermeticidadJunior Bruno BarahonaAún no hay calificaciones
- X-Xyz-Procedimiento para Pruebas de PresionDocumento5 páginasX-Xyz-Procedimiento para Pruebas de PresionLuis Guillermo Echeverri LopezAún no hay calificaciones
- Prueba Hidrostatica Bola TrunnionDocumento7 páginasPrueba Hidrostatica Bola TrunnionOrueta ClaudioAún no hay calificaciones
- 09 Ciclos de Potencia de GasDocumento39 páginas09 Ciclos de Potencia de GasNayelly SalmerónAún no hay calificaciones
- Procedimiento para La Prueba HidráulicaDocumento7 páginasProcedimiento para La Prueba HidráulicaCarlos Valentín Mamani CondoriAún no hay calificaciones
- Pruebas Hidrostaticas ItalpresionDocumento11 páginasPruebas Hidrostaticas ItalpresionLeo RodriguezAún no hay calificaciones
- Prueba Hidrostática TeoriaDocumento8 páginasPrueba Hidrostática Teoriaalejandro rivera santiagoAún no hay calificaciones
- Pruebas HidrostaticasDocumento7 páginasPruebas HidrostaticasOscar ZavaletaAún no hay calificaciones
- Nag100 - Mto Valv Seg PDFDocumento4 páginasNag100 - Mto Valv Seg PDFPilarAún no hay calificaciones
- Procedimiento de Prueba de Recuperación de Vapo2Documento14 páginasProcedimiento de Prueba de Recuperación de Vapo2JUAN LUIS ANGELES SOTOAún no hay calificaciones
- Protocolo Pruebas de Presion LiDocumento3 páginasProtocolo Pruebas de Presion LiDiego ValarezoAún no hay calificaciones
- Sistema Recuperacion VaporesDocumento6 páginasSistema Recuperacion VaporesJUAN LUIS ANGELES SOTO100% (1)
- Cap 17Documento12 páginasCap 17Cesar CBAún no hay calificaciones
- Normas ASTM - Pruebas de Aire-Hidro en Tuberia PEDocumento11 páginasNormas ASTM - Pruebas de Aire-Hidro en Tuberia PEPatty dyabla Gomez100% (1)
- Procedimiento ANH PruebasDocumento4 páginasProcedimiento ANH PruebasGabriel Jean HinojosaAún no hay calificaciones
- Pruebas HidraulicasDocumento8 páginasPruebas Hidraulicasluz reyna carbajal raymeAún no hay calificaciones
- Que Es Una Prueba HidrostáticaDocumento6 páginasQue Es Una Prueba HidrostáticaHomar Hernández JuncoAún no hay calificaciones
- Copia de Procedimientode Prueba de Hermeticidad para Instalaciones Internas en IndustriaDocumento3 páginasCopia de Procedimientode Prueba de Hermeticidad para Instalaciones Internas en IndustriaLuisAún no hay calificaciones
- Procedimiento de Pruebas Al LazoDocumento7 páginasProcedimiento de Pruebas Al LazoFRANCISCO JOSE GARCIA IBAÑEZAún no hay calificaciones
- Certificacion Valvulas de AlivioDocumento3 páginasCertificacion Valvulas de AlivioPedro MorenoAún no hay calificaciones
- Pruebas Hidrostaticas AmancoDocumento2 páginasPruebas Hidrostaticas AmancoEdilfredo CerratoAún no hay calificaciones
- Pam-Ecu-50-Pr-012 PamDocumento15 páginasPam-Ecu-50-Pr-012 Pamjorge_alvarado_34Aún no hay calificaciones
- NE-002-v 4 0Documento13 páginasNE-002-v 4 0JohnAún no hay calificaciones
- Inspeccion, Mantenimiento, Pruebas y Calibracion de Los Sitemas Pitotestatico (Pruebas Funcionales o Pruebas Operacionales)Documento38 páginasInspeccion, Mantenimiento, Pruebas y Calibracion de Los Sitemas Pitotestatico (Pruebas Funcionales o Pruebas Operacionales)GabriielLoopez100% (1)
- P.or-Pa-N-007 Norma de Seg. Pruebas HidrostaticasDocumento42 páginasP.or-Pa-N-007 Norma de Seg. Pruebas Hidrostaticasjorge romero100% (1)
- Procedimiento Operativo para Pruebas de Funcionamiento Del Equipo Preventor de ReventonesDocumento7 páginasProcedimiento Operativo para Pruebas de Funcionamiento Del Equipo Preventor de ReventonesRodrigo Colque QuispeAún no hay calificaciones
- INFORMEDocumento15 páginasINFORMECristian MamaniAún no hay calificaciones
- Pruebas HidrostáticasDocumento6 páginasPruebas HidrostáticasNey Quispe SantiagoAún no hay calificaciones
- Prueba y Arranque de PlantaDocumento6 páginasPrueba y Arranque de PlantaBrandon AdameAún no hay calificaciones
- Conceptos Basicos NORMAS NAG-124-BPDocumento31 páginasConceptos Basicos NORMAS NAG-124-BPignacio evaristoAún no hay calificaciones
- Control de Calidad de Valvulas y Equipo de BombeoDocumento45 páginasControl de Calidad de Valvulas y Equipo de BombeoJesus DavalosAún no hay calificaciones
- Procedimiento Prueba Neumatica para El Sistema de Aire Comprimido FinalDocumento6 páginasProcedimiento Prueba Neumatica para El Sistema de Aire Comprimido FinalHector GonzalezAún no hay calificaciones
- Mantenimiento Preventivo FiltrosDocumento4 páginasMantenimiento Preventivo Filtrosluis frank viloria gallardoAún no hay calificaciones
- Depurador de SucciónDocumento19 páginasDepurador de Succiónhugo mendozaAún no hay calificaciones
- Desarrollo 1.1. Equipos, Materiales Y HerramientasDocumento7 páginasDesarrollo 1.1. Equipos, Materiales Y Herramientascristhian cqa cqaAún no hay calificaciones
- Pruebas Funcionales Subestaciones Electricas PDFDocumento34 páginasPruebas Funcionales Subestaciones Electricas PDFvictor100% (1)
- Practica 2Documento11 páginasPractica 2Juan SalvatierraAún no hay calificaciones
- Equilibrios de Fases y Transiciones de Fases: Parte IDe EverandEquilibrios de Fases y Transiciones de Fases: Parte IAún no hay calificaciones
- Layout Almacenes ModeloDocumento1 páginaLayout Almacenes ModelopercivalczAún no hay calificaciones
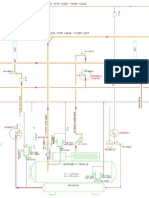
- P&ID CompresorDocumento1 páginaP&ID CompresorpercivalczAún no hay calificaciones
- Ple Pe-Ib 2202 Pi-0253Documento11 páginasPle Pe-Ib 2202 Pi-0253percivalczAún no hay calificaciones
- Premoind Art Pta05 IzajeDocumento12 páginasPremoind Art Pta05 IzajepercivalczAún no hay calificaciones
- TJ-E25-ME-MC-001 - RevC - Memoria de Calculo Rev GCDocumento4 páginasTJ-E25-ME-MC-001 - RevC - Memoria de Calculo Rev GCpercivalczAún no hay calificaciones
- Prueba de Calificación de Soldador Por ElectrofusionDocumento1 páginaPrueba de Calificación de Soldador Por ElectrofusionpercivalczAún no hay calificaciones
- Seg Cal 022 2019Documento1 páginaSeg Cal 022 2019percivalczAún no hay calificaciones
- Certificado de Prueba de Calificación Según DVS 2212-1Documento1 páginaCertificado de Prueba de Calificación Según DVS 2212-1percivalczAún no hay calificaciones
- FT Filtro P551313Documento2 páginasFT Filtro P551313percivalczAún no hay calificaciones
- 609-Premoind SRL - Tambor de Poliol e IsocionatoDocumento1 página609-Premoind SRL - Tambor de Poliol e IsocionatopercivalczAún no hay calificaciones
- Brochure Green Polanco 2020Documento21 páginasBrochure Green Polanco 2020percivalczAún no hay calificaciones
- Brochure PremoindDocumento2 páginasBrochure PremoindpercivalczAún no hay calificaciones
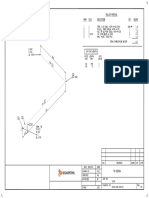
- Isometricos Flushing 1PLG 3HPDocumento7 páginasIsometricos Flushing 1PLG 3HPpercivalczAún no hay calificaciones
- Derivados de AceroDocumento44 páginasDerivados de AceropercivalczAún no hay calificaciones
- Quemadores para Combustibles Solidos PDFDocumento8 páginasQuemadores para Combustibles Solidos PDFAandy MartínezAún no hay calificaciones
- Maquinas HidraulicasDocumento21 páginasMaquinas HidraulicasErickson Brayner MarBerAún no hay calificaciones
- Sistemas de Compresión SimpleDocumento10 páginasSistemas de Compresión SimplealexisAún no hay calificaciones
- Casado G DDocumento40 páginasCasado G DSebastianCicognaAún no hay calificaciones
- Trabajo 2 Hidraulica y Neumatica IndustrialDocumento6 páginasTrabajo 2 Hidraulica y Neumatica Industrialnahum canoAún no hay calificaciones
- SISTEMA IMPULSION OkDocumento8 páginasSISTEMA IMPULSION OkEduardo VargasAún no hay calificaciones
- Aspectos Positivos y Limitaciones de Los Ciclos CombinadosDocumento15 páginasAspectos Positivos y Limitaciones de Los Ciclos Combinadosefrenlopez04Aún no hay calificaciones
- Compresor de AireDocumento16 páginasCompresor de AireGeorge Rios100% (1)
- Tipos de CompresosresDocumento6 páginasTipos de Compresosresjuan carlosAún no hay calificaciones
- Programa de Refrigeración y Aire Acondicionado Ing Mrcanica UNIDocumento9 páginasPrograma de Refrigeración y Aire Acondicionado Ing Mrcanica UNIGarcia MarioAún no hay calificaciones
- 11 EQUIPOS y DIAGRAMASDocumento10 páginas11 EQUIPOS y DIAGRAMASMatias GuardiaAún no hay calificaciones
- Diferencia Entre El Ciclo Otto Ideal y RealDocumento3 páginasDiferencia Entre El Ciclo Otto Ideal y RealMarcelo Antonio Morales GómezAún no hay calificaciones
- Cuestionario Hidráulica Stalin VianaDocumento3 páginasCuestionario Hidráulica Stalin VianaSTALIN VIANA LUNAAún no hay calificaciones
- Practicas JulioDocumento22 páginasPracticas JuliotratansaAún no hay calificaciones
- Examen 3 Trimestre 23-IDocumento3 páginasExamen 3 Trimestre 23-Ial2222005818Aún no hay calificaciones
- 03-Motor Isc 8.3 LtsDocumento104 páginas03-Motor Isc 8.3 LtsDIESEL AMERICAAún no hay calificaciones
- Combustibles NuclearesDocumento51 páginasCombustibles NuclearesAaron CarvajalAún no hay calificaciones
- 1 Motor de Gasolina Vs Gasoil o DieselDocumento5 páginas1 Motor de Gasolina Vs Gasoil o DieselCarlos Andres Palomino MarinAún no hay calificaciones
- 2 Motores 4 TiemposDocumento3 páginas2 Motores 4 TiemposGustavo CastroAún no hay calificaciones
- G4 Segunda Evaluación ParcialDocumento6 páginasG4 Segunda Evaluación ParcialMilka Cardenas vargasAún no hay calificaciones
- Motores de Combustion Interna ApuntesDocumento3 páginasMotores de Combustion Interna ApuntesDuul Fuentes SosaAún no hay calificaciones
- Taller Centrales EléctricasDocumento6 páginasTaller Centrales EléctricasNicolle ArdilaAún no hay calificaciones
- 2do Examen Fuerza Motriz y Centrales Electricas 2021-IDocumento2 páginas2do Examen Fuerza Motriz y Centrales Electricas 2021-IJeffer Alexander Arbildo BalrodanoAún no hay calificaciones
- FINALDocumento24 páginasFINALDiego Carretero OliveraAún no hay calificaciones