También podría gustarte
- Tabla de Valencias Metales y No MetalesDocumento1 páginaTabla de Valencias Metales y No MetalesJesús Cuellar Galarza100% (2)
- Informe de Residente Valorizacion 01Documento11 páginasInforme de Residente Valorizacion 01Fernando EmeAún no hay calificaciones
- Consumibles SoldaduraDocumento23 páginasConsumibles SoldaduraCarlos Naranjo100% (1)
- 1g - Proceso Operacional para Unir Piezas Alineadas A TopeDocumento10 páginas1g - Proceso Operacional para Unir Piezas Alineadas A Tope16476148Aún no hay calificaciones
- Extracción de Cobre A Partir de Malaquita.Documento1 páginaExtracción de Cobre A Partir de Malaquita.Rene Nicola75% (4)
- Proceso de SoldaduraDocumento16 páginasProceso de Soldaduraanderson ardilaAún no hay calificaciones
- Revestimientos Duros Por SoldaduraDocumento26 páginasRevestimientos Duros Por SoldaduraKristian MarchenaAún no hay calificaciones
- Leyes de Los GasesDocumento11 páginasLeyes de Los GasesCristhian Yovan Canchari GonzalesAún no hay calificaciones
- PomadaDocumento45 páginasPomadaMilagros Santamaría Inoñan100% (3)
- Trazado de CaldereriaDocumento34 páginasTrazado de CaldereriaLuis PallerosAún no hay calificaciones
- Aceros Calmados y EfervecentesDocumento16 páginasAceros Calmados y Efervecentessagraus@gmail.com100% (1)
- Alambres Electrodos GmawDocumento12 páginasAlambres Electrodos GmawJulian MarinAún no hay calificaciones
- Diapositivas Trefilado LiistasDocumento23 páginasDiapositivas Trefilado LiistasDavid CaraoAún no hay calificaciones
- Ejercicio de DiseñoDocumento4 páginasEjercicio de DiseñoJoseCarlosCastroRodriguez100% (3)
- Acero Corrugado Grado 60Documento5 páginasAcero Corrugado Grado 60Luis Purihuamán piscoya100% (7)
- LOS ELECTRODOS y Sus Caracteristicas..............................Documento8 páginasLOS ELECTRODOS y Sus Caracteristicas..............................GERLIAún no hay calificaciones
- Clasificacion de Electrodos Por El RevestimientoDocumento3 páginasClasificacion de Electrodos Por El RevestimientoMiguel ArguzAún no hay calificaciones
- Tipos de ElectrodosDocumento3 páginasTipos de ElectrodosJuanitoAún no hay calificaciones
- Ejercicios de Soldadura FuerteDocumento5 páginasEjercicios de Soldadura FuerteYoanela VargasAún no hay calificaciones
- Soldabilidad de Los Aceros Al CarbonoDocumento2 páginasSoldabilidad de Los Aceros Al CarbonoHenry Erazo Sanchez0% (1)
- Soldadura Por PlasmaDocumento7 páginasSoldadura Por PlasmaJonathan Vargas MuñozAún no hay calificaciones
- Aleaciones Del Cobre - CuproaluminiosDocumento27 páginasAleaciones Del Cobre - CuproaluminiosMilton AranaAún no hay calificaciones
- Piezas MecánicasDocumento13 páginasPiezas Mecánicasjose mamaniAún no hay calificaciones
- Soldadura Gmaw y GtawDocumento25 páginasSoldadura Gmaw y GtawEnrique Fabian Cardenas100% (1)
- Proceso de Refusion Por Electro EscoriaDocumento23 páginasProceso de Refusion Por Electro EscoriaAntón JaCob Di La RottaAún no hay calificaciones
- Inicio Soldadura Tipos de Alambres Utilizados Con Soldadura MIG MAGDocumento24 páginasInicio Soldadura Tipos de Alambres Utilizados Con Soldadura MIG MAGKaleb LeonAún no hay calificaciones
- Soldadura OxiacetilénicaDocumento7 páginasSoldadura Oxiacetilénicakiko1984Aún no hay calificaciones
- Atruchada RefDocumento2 páginasAtruchada RefRatskcorBlackmousAún no hay calificaciones
- Soldadura Por ResistenciaDocumento16 páginasSoldadura Por ResistenciaMarco GarelloAún no hay calificaciones
- Historia de La Soldadura Informe Semana 2Documento4 páginasHistoria de La Soldadura Informe Semana 2lot CerdaAún no hay calificaciones
- Soldadura de Acero InoxidableDocumento31 páginasSoldadura de Acero InoxidableRichard Nelson Antonio Espinoza100% (1)
- Metalografia Acero 1045Documento17 páginasMetalografia Acero 1045AlexAún no hay calificaciones
- Soldadura TigDocumento21 páginasSoldadura TigJuan Esteban PosadaAún no hay calificaciones
- Hornos de FundicionDocumento5 páginasHornos de FundicionSantiago LesmesAún no hay calificaciones
- Tipos de HierroDocumento8 páginasTipos de HierroRamon Vicente PinedaAún no hay calificaciones
- La Soldadura OxiacetilénicaDocumento19 páginasLa Soldadura OxiacetilénicaPedro Andrade100% (1)
- Generalidades de Los Proceso de SoldarDocumento7 páginasGeneralidades de Los Proceso de SoldarCesarAún no hay calificaciones
- Practica N4Documento6 páginasPractica N4Luis Ricardo Gamarra CisnerosAún no hay calificaciones
- Soldadura TigDocumento12 páginasSoldadura TigAlexis Aleshito100% (2)
- Reconocimiento y Aplicación de Los Electrodos Revestidos para La Soldadura SMAWDocumento4 páginasReconocimiento y Aplicación de Los Electrodos Revestidos para La Soldadura SMAWDarwin TapuyoAún no hay calificaciones
- Soldadura Por Gases (Informe)Documento14 páginasSoldadura Por Gases (Informe)Julitza MierezAún no hay calificaciones
- Defectos en Soldadura Especial PDFDocumento21 páginasDefectos en Soldadura Especial PDFCarlos FloresAún no hay calificaciones
- 4.1 Recubrimientos MetalicosDocumento31 páginas4.1 Recubrimientos MetalicosDonaji Rojas0% (1)
- Avances Tecnologicos de La SoldaduraDocumento7 páginasAvances Tecnologicos de La SoldaduraOsweld-Super Toronto-MataAún no hay calificaciones
- Soldadura OxiacetilenicaDocumento11 páginasSoldadura OxiacetilenicaHugoAlvaradoAguilar100% (1)
- Aplicaciones de SoldaduraDocumento3 páginasAplicaciones de SoldaduratonijuanchoAún no hay calificaciones
- Estaño y Sus AleacionesDocumento4 páginasEstaño y Sus AleacionesJeyson IsraelAún no hay calificaciones
- 4.4 Corte Por PlasmaDocumento5 páginas4.4 Corte Por PlasmaSamuel RiverollAún no hay calificaciones
- Tecnicas para Identificar Metales y No MetalesDocumento5 páginasTecnicas para Identificar Metales y No MetalesAlejandropc21Aún no hay calificaciones
- Acero DulceDocumento7 páginasAcero Dulcetadugx123Aún no hay calificaciones
- Taller Defectologia SoldaduraDocumento10 páginasTaller Defectologia SoldaduraLina MariaAún no hay calificaciones
- Practica 2 - Forjado y TT de Un CincelDocumento7 páginasPractica 2 - Forjado y TT de Un CincelRipper AtAún no hay calificaciones
- Examen Final SoldaduraDocumento2 páginasExamen Final SoldaduraDaniel Castillo AnchivilcaAún no hay calificaciones
- Materiales RefractariosDocumento12 páginasMateriales RefractariosNimsy BrionesAún no hay calificaciones
- Como Soldar CordonesDocumento2 páginasComo Soldar Cordonescuenta de pruevas dahvAún no hay calificaciones
- Soldadura OxiacetilenicaDocumento20 páginasSoldadura OxiacetilenicaSergio RafaelAún no hay calificaciones
- Soldadura Tipo PaWDocumento21 páginasSoldadura Tipo PaWNicol AvilaAún no hay calificaciones
- Soldadura Por Resistencia RW)Documento18 páginasSoldadura Por Resistencia RW)Alonso LaraAún no hay calificaciones
- Composcion SoldaduraDocumento16 páginasComposcion SoldaduraAnto MoralesAún no hay calificaciones
- Hierro en PolvoDocumento3 páginasHierro en PolvoGerli Teran100% (1)
- Preguntas de SoldaduraDocumento5 páginasPreguntas de SoldaduratoluchiAún no hay calificaciones
- Tipos de Materiales de Aporte para La Soldadura2Documento26 páginasTipos de Materiales de Aporte para La Soldadura2Oscar Guerrero100% (1)
- Recubrimientos DurosDocumento28 páginasRecubrimientos DurosAnonymous NpiKhs5bAún no hay calificaciones
- Tipos de Juntas en La SoldaduraDocumento4 páginasTipos de Juntas en La SoldaduraKike VillanuevaAún no hay calificaciones
- Informe N 5 Fundicion y MoldeoDocumento23 páginasInforme N 5 Fundicion y MoldeoAdan SayhuaAún no hay calificaciones
- Tipos de ElectrodosDocumento9 páginasTipos de ElectrodosChino FernandezAún no hay calificaciones
- Tipos de Electrodos para Aceros Al CarbonoDocumento5 páginasTipos de Electrodos para Aceros Al CarbonoDrk OmarAún no hay calificaciones
- Electrodos para SoldaduraDocumento2 páginasElectrodos para SoldaduraYanetAún no hay calificaciones
- Español Ingles PronunciacnionDocumento2 páginasEspañol Ingles PronunciacnionCristhian Yovan Canchari GonzalesAún no hay calificaciones
- Sistema de Lubricacion: Tecnológico "Simon Bolivar"Documento31 páginasSistema de Lubricacion: Tecnológico "Simon Bolivar"Cristhian Yovan Canchari GonzalesAún no hay calificaciones
- Sistema de Encendido: Tecnológico "Simon Bolivar"Documento26 páginasSistema de Encendido: Tecnológico "Simon Bolivar"Cristhian Yovan Canchari GonzalesAún no hay calificaciones
- Sistema de LubricacionDocumento23 páginasSistema de LubricacionCristhian Yovan Canchari GonzalesAún no hay calificaciones
- Sistema de Encendido: Tecnológico "Simon Bolivar"Documento29 páginasSistema de Encendido: Tecnológico "Simon Bolivar"Cristhian Yovan Canchari GonzalesAún no hay calificaciones
- Sistema de Freno: Breik SihsduhmDocumento4 páginasSistema de Freno: Breik SihsduhmCristhian Yovan Canchari GonzalesAún no hay calificaciones
- Jefe. Área de Compra (Cristhian) : Como La Carrera Universitaria deDocumento1 páginaJefe. Área de Compra (Cristhian) : Como La Carrera Universitaria deCristhian Yovan Canchari GonzalesAún no hay calificaciones
- "Gabriel René Moreno": Universidad AutónomaDocumento113 páginas"Gabriel René Moreno": Universidad AutónomaCristhian Yovan Canchari GonzalesAún no hay calificaciones
- Español Ingles PronunciacionDocumento3 páginasEspañol Ingles PronunciacionCristhian Yovan Canchari GonzalesAún no hay calificaciones
- CatálogoDocumento61 páginasCatálogoCristhian Yovan Canchari GonzalesAún no hay calificaciones
- Sistema de LubricacionDocumento38 páginasSistema de LubricacionCristhian Yovan Canchari GonzalesAún no hay calificaciones
- Soldadura EléctricaDocumento2 páginasSoldadura EléctricaCristhian Yovan Canchari GonzalesAún no hay calificaciones
- Carne: 4 KG Carne 1 KG Carne Molida 1kg Chuleta 2kg Costilla 8kg PolloDocumento10 páginasCarne: 4 KG Carne 1 KG Carne Molida 1kg Chuleta 2kg Costilla 8kg PolloCristhian Yovan Canchari GonzalesAún no hay calificaciones
- CatálogoDocumento60 páginasCatálogoCristhian Yovan Canchari GonzalesAún no hay calificaciones
- "Gabriel René Moreno": Universidad AutónomaDocumento110 páginas"Gabriel René Moreno": Universidad AutónomaCristhian Yovan Canchari GonzalesAún no hay calificaciones
- Cristhian Yovan Canchari Gonzales: Nombre CompletoDocumento1 páginaCristhian Yovan Canchari Gonzales: Nombre CompletoCristhian Yovan Canchari GonzalesAún no hay calificaciones
- Carne: 4 KG Carne 1 KG Carne Molida 1kg Chuleta 2kg Costilla 8kg Pollo ChorizoDocumento10 páginasCarne: 4 KG Carne 1 KG Carne Molida 1kg Chuleta 2kg Costilla 8kg Pollo ChorizoCristhian Yovan Canchari GonzalesAún no hay calificaciones
- Instituto Tecnológico Simón Bolívar: Mecánica AutomotrizDocumento22 páginasInstituto Tecnológico Simón Bolívar: Mecánica AutomotrizCristhian Yovan Canchari GonzalesAún no hay calificaciones
- CARATULASDocumento3 páginasCARATULASCristhian Yovan Canchari GonzalesAún no hay calificaciones
- Herminia Gonzales Aguayo: Nombre CompletoDocumento1 páginaHerminia Gonzales Aguayo: Nombre CompletoCristhian Yovan Canchari GonzalesAún no hay calificaciones
- ¿Qué Pasa Si Falla El Sensor MAF?Documento3 páginas¿Qué Pasa Si Falla El Sensor MAF?Cristhian Yovan Canchari GonzalesAún no hay calificaciones
- Carne: 4 KG Carne 1 KG Carne Molida 1kg Chuleta 2kg Costilla 8kg PolloDocumento9 páginasCarne: 4 KG Carne 1 KG Carne Molida 1kg Chuleta 2kg Costilla 8kg PolloCristhian Yovan Canchari GonzalesAún no hay calificaciones
- Trabajo de Ecpocion CaudalDocumento4 páginasTrabajo de Ecpocion CaudalCristhian Yovan Canchari GonzalesAún no hay calificaciones
- Texto Sist. Carga y ArranqueDocumento91 páginasTexto Sist. Carga y ArranqueCristhian Yovan Canchari GonzalesAún no hay calificaciones
- Agua de AlimentacionDocumento13 páginasAgua de AlimentacionMateo YanceAún no hay calificaciones
- Facturas PruebaDocumento1 páginaFacturas PruebaJuan ChimarroAún no hay calificaciones
- Metales PreciososDocumento147 páginasMetales PreciososAnthony Sanchez100% (2)
- Catálogo 2022: GrupoDocumento82 páginasCatálogo 2022: GrupoJose Eduardo Adriano De HoyosAún no hay calificaciones
- Mapa Conceptual Referido A La Importancia y Clasificación de Las Materias Primas para El Proceso de Obtención Del Hierro.Documento3 páginasMapa Conceptual Referido A La Importancia y Clasificación de Las Materias Primas para El Proceso de Obtención Del Hierro.sarita valladolid lauraAún no hay calificaciones
- Cap 17 ORIDocumento11 páginasCap 17 ORISUGEY HEYDI CALLO HUANACOAún no hay calificaciones
- Taller 3Documento4 páginasTaller 3elias muñoz100% (2)
- Informe de AECTIR para FRITERMOL PDFDocumento15 páginasInforme de AECTIR para FRITERMOL PDFPedro Luis FernandezAún no hay calificaciones
- SOLDARGEN - Tratamiento de Precalentamiento y PoscalentamientoDocumento5 páginasSOLDARGEN - Tratamiento de Precalentamiento y PoscalentamientoLuis AAún no hay calificaciones
- S9 - Material Teórico - Fertilizantes Minerales y MicroabonosDocumento16 páginasS9 - Material Teórico - Fertilizantes Minerales y MicroabonosJERIKA LILETH CHUMACERO GARCIAAún no hay calificaciones
- Constancia de Envio A SunarpDocumento2 páginasConstancia de Envio A Sunarpnaaraarones14100% (2)
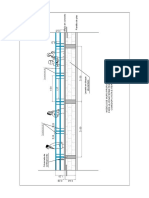
- Diseño Barandas ComedorDocumento3 páginasDiseño Barandas ComedorFERNAN BELTRANAún no hay calificaciones
- EmulsionesDocumento3 páginasEmulsioneskike100% (1)
- Laboratorio 1. Métodos de SeparaciónDocumento6 páginasLaboratorio 1. Métodos de SeparaciónAdriano Silva CoahilaAún no hay calificaciones
- Informe Corte 2 - Materiales LABDocumento2 páginasInforme Corte 2 - Materiales LABJOHN STEVEN RONDON MONTEROAún no hay calificaciones
- Glenium 3020 - MasterGlenium 3020Documento3 páginasGlenium 3020 - MasterGlenium 3020Jose ReyesAún no hay calificaciones
- Documento Tecnico Programa MOES en Contacto en Alimentos VF 30-09-2015Documento31 páginasDocumento Tecnico Programa MOES en Contacto en Alimentos VF 30-09-2015Jeferson Sadridh ContrerasAún no hay calificaciones
- Trabajo Drywall y SuperboardDocumento4 páginasTrabajo Drywall y SuperboardRosvi Gomez TenorioAún no hay calificaciones
- Clase Práctica No 4Documento1 páginaClase Práctica No 4Victor Garcia100% (1)
- Ct. 2 Nomenclatura Inorganica AcidosDocumento43 páginasCt. 2 Nomenclatura Inorganica Acidosluis enrique salguero orellenaAún no hay calificaciones
- M. AluminioDocumento6 páginasM. Aluminiojuanlu s.r.Aún no hay calificaciones
- 4 Concreto Con Aire Incluido PDFDocumento11 páginas4 Concreto Con Aire Incluido PDFHansc Condori100% (1)
- GUIA LABORATORIO #01 - Propiedades Físicas Del CementoDocumento13 páginasGUIA LABORATORIO #01 - Propiedades Físicas Del CementoFlor De Maria Nuñonca CcapaAún no hay calificaciones