También podría gustarte
- Lean certification. Certificación de un sistema de gestión leanDe EverandLean certification. Certificación de un sistema de gestión leanAún no hay calificaciones
- El método Seis Sigma: Mejore los resultados de su negocioDe EverandEl método Seis Sigma: Mejore los resultados de su negocioCalificación: 4 de 5 estrellas4/5 (24)
- Presentacion Six SigmaDocumento14 páginasPresentacion Six SigmaCarlos Eduardo Bocanegra AlbanAún no hay calificaciones
- Procesos para Ingenieria - Semana 8 (Unidad 2)Documento22 páginasProcesos para Ingenieria - Semana 8 (Unidad 2)Perez AldairAún no hay calificaciones
- Ensayo U1 SM 7i1 Eq5Documento14 páginasEnsayo U1 SM 7i1 Eq5rosa colli gilAún no hay calificaciones
- Sexta Actividad Unidad DosDocumento6 páginasSexta Actividad Unidad DosJUAN MANUEL RODRIGUEZ ROMEROAún no hay calificaciones
- P - 3 - Investigación de La Aplicación de CasosDocumento10 páginasP - 3 - Investigación de La Aplicación de CasosRoman Cruz GamezAún no hay calificaciones
- Introduccion Ala Seis SigmaDocumento25 páginasIntroduccion Ala Seis SigmaChel MartinezAún no hay calificaciones
- Six Sigma CuestionarioDocumento10 páginasSix Sigma CuestionarioCisneros BrisaAún no hay calificaciones
- SEM 2 6to J EQ 1Documento8 páginasSEM 2 6to J EQ 1Miguel RamosAún no hay calificaciones
- Investigacion Enfoque SistemicoDocumento14 páginasInvestigacion Enfoque SistemicoPedro RochaAún no hay calificaciones
- TOPS, 8D ́S, FMEA, HERRAMIENTAS ESTADÍSTICAS Y DE PROCESODocumento17 páginasTOPS, 8D ́S, FMEA, HERRAMIENTAS ESTADÍSTICAS Y DE PROCESOCARLOS YASSIF CHALE CANCHEAún no hay calificaciones
- Apuntes CalidadDocumento87 páginasApuntes CalidadAlbertury KreshAún no hay calificaciones
- EnsayoDocumento6 páginasEnsayoAlejandro Rodriguez CoronaAún no hay calificaciones
- Meta 1.2 - AguayoBandaEstebanDocumento8 páginasMeta 1.2 - AguayoBandaEstebanEsteban Aguayo BandaAún no hay calificaciones
- Tarea 3, Unidad 2, SSDocumento30 páginasTarea 3, Unidad 2, SSJuan Jesus RiveraAún no hay calificaciones
- Cuestionario Sobre AMEFDocumento9 páginasCuestionario Sobre AMEFMariely Echeverria50% (2)
- En Línea 8 Integradora IIDocumento17 páginasEn Línea 8 Integradora IIomegapunk 97Aún no hay calificaciones
- Informe 2 Gestion de CalidadDocumento9 páginasInforme 2 Gestion de CalidadJunior PilozoAún no hay calificaciones
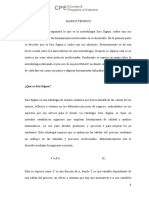
- Marco Teorico Six SigmaDocumento15 páginasMarco Teorico Six SigmaItalo CalvinoAún no hay calificaciones
- Six SigmaDocumento22 páginasSix SigmaEve Abrego100% (3)
- Tema ViDocumento27 páginasTema ViLISMAR ROMEROAún no hay calificaciones
- La Metodología Justo A TiempoDocumento16 páginasLa Metodología Justo A TiempoCristhian FrancoAún no hay calificaciones
- Solución de Problemas de ManufacturaDocumento35 páginasSolución de Problemas de ManufacturaOmar García MoralesAún no hay calificaciones
- DSDM (Dynamic Systems Development Method)Documento30 páginasDSDM (Dynamic Systems Development Method)Maritza CarrascoAún no hay calificaciones
- Six SigmaDocumento20 páginasSix SigmayoliAún no hay calificaciones
- Cómo Funciona Seis SigmaDocumento3 páginasCómo Funciona Seis SigmaDANIELA PAOLA PEREZ TOMEAún no hay calificaciones
- JuranDocumento9 páginasJurancsrAún no hay calificaciones
- Marco Teórico 2DO AVANCEDocumento7 páginasMarco Teórico 2DO AVANCEAbril HuertaAún no hay calificaciones
- 3.2. Seis Sigma PDFDocumento45 páginas3.2. Seis Sigma PDFPepe CeballosAún no hay calificaciones
- FMECADocumento48 páginasFMECAJersson Camacho100% (1)
- Seig SigmaDocumento14 páginasSeig SigmaJose Antonio Olais ReyesAún no hay calificaciones
- Seis SigmaDocumento92 páginasSeis SigmarafitovegaAún no hay calificaciones
- Padres de La Calidad, Teorias, Principios y MetodosDocumento19 páginasPadres de La Calidad, Teorias, Principios y MetodosNicolle FernandezAún no hay calificaciones
- Módulo ControlarDocumento17 páginasMódulo ControlarPablo MarinAún no hay calificaciones
- AMEF UNAM análisis fallas mejora continuaDocumento6 páginasAMEF UNAM análisis fallas mejora continuaAngmirezAún no hay calificaciones
- Las Herramientas de Planificación Son Metodologías Usadas en Las Organizaciones para Planificar La Forma de Gestionar Procesos o ProyectosDocumento85 páginasLas Herramientas de Planificación Son Metodologías Usadas en Las Organizaciones para Planificar La Forma de Gestionar Procesos o ProyectosWilbert PalmaAún no hay calificaciones
- Resultado Del Aprendizaje Unidad - 6Documento34 páginasResultado Del Aprendizaje Unidad - 6Ana VargasAún no hay calificaciones
- Análisis de Modos de Fallo y EfectosDocumento6 páginasAnálisis de Modos de Fallo y EfectosLEIDER TOSCANOAún no hay calificaciones
- Marco TeoricoDocumento9 páginasMarco TeoricoYahaira VerduguezAún no hay calificaciones
- Resumen de Six Sigma RDocumento13 páginasResumen de Six Sigma RAngie Lizeth Fernandez VargasAún no hay calificaciones
- Six SigmaDocumento32 páginasSix SigmaDaniela HernándezAún no hay calificaciones
- Qué Es 6 Sigma ExposicionDocumento5 páginasQué Es 6 Sigma ExposicionDilma ManzanaresAún no hay calificaciones
- Introduccion y Panorama de La ManufacturaDocumento5 páginasIntroduccion y Panorama de La ManufacturaLizeth VzAún no hay calificaciones
- UC06 Analisis Modal Fallos y Efectos AMFEDocumento20 páginasUC06 Analisis Modal Fallos y Efectos AMFERichard SuarezAún no hay calificaciones
- Investigación Unidad 2. Lean Six SigmaDocumento10 páginasInvestigación Unidad 2. Lean Six SigmaRicardo Valencia RojasAún no hay calificaciones
- 3 Tópicos Selectos de MecatrónicaDocumento5 páginas3 Tópicos Selectos de MecatrónicaLuisAún no hay calificaciones
- Herramientas Lean ManufacturingDocumento7 páginasHerramientas Lean ManufacturingSaaiid Aalbeertoo100% (1)
- AMEFDocumento4 páginasAMEFmariacatalinaperezaguayo854Aún no hay calificaciones
- Iso TopsDocumento12 páginasIso TopsManuel Alejandro Cordero PenagosAún no hay calificaciones
- El Ciclo de Deming y Cómo Aplicarlo en Una PymeDocumento3 páginasEl Ciclo de Deming y Cómo Aplicarlo en Una Pymepatricia bazalar chingaAún no hay calificaciones
- TECNICAS KAICEN (5 S, 9 S, Justo A Tiempo, Etc)Documento6 páginasTECNICAS KAICEN (5 S, 9 S, Justo A Tiempo, Etc)Ivan Hidalgo ZapiaìnAún no hay calificaciones
- Ciclo de DemingDocumento11 páginasCiclo de DemingNavarrete Garduño Martin AlejandroAún no hay calificaciones
- Mejorar Unidad 5 PPDocumento52 páginasMejorar Unidad 5 PPIvan SoteloAún no hay calificaciones
- Six SigmaDocumento44 páginasSix SigmaKushal Bhanushali100% (1)
- 2 SigmaDocumento33 páginas2 SigmaROSA MARIAAún no hay calificaciones
- UntitledDocumento9 páginasUntitledSergioAAún no hay calificaciones
- Gestión de La CalidadDocumento40 páginasGestión de La CalidadAlexis Campo QuesquenAún no hay calificaciones
- Semana 6 AmfeDocumento37 páginasSemana 6 AmfeJUNIOR FRANCISCO RODRIGUEZ ALFAROAún no hay calificaciones
- Desarrollo de Software Ágil. Extremme Programming y ScrumDe EverandDesarrollo de Software Ágil. Extremme Programming y ScrumCalificación: 3.5 de 5 estrellas3.5/5 (2)
- Perfil de la enfermera quirúrgicaDocumento286 páginasPerfil de la enfermera quirúrgicaElianna Silva87% (198)
- Perfil de la enfermera quirúrgicaDocumento286 páginasPerfil de la enfermera quirúrgicaElianna Silva87% (198)
- APUNTES Enfermeria Materno InfantilDocumento238 páginasAPUNTES Enfermeria Materno InfantilMvm LakmirAún no hay calificaciones
- PMI Semana 2 Septiembre 2021 TEMPLATEDocumento72 páginasPMI Semana 2 Septiembre 2021 TEMPLATEOscar UribeAún no hay calificaciones
- Pmi Semana1 Sept 2021 TemplateDocumento78 páginasPmi Semana1 Sept 2021 TemplateOscar UribeAún no hay calificaciones
- Ejemplo Parte 2Documento4 páginasEjemplo Parte 2Oscar UribeAún no hay calificaciones
- Análisis de costos totales para seleccionar la mejor ubicación de una nueva instalaciónDocumento5 páginasAnálisis de costos totales para seleccionar la mejor ubicación de una nueva instalaciónOscar Uribe100% (1)
- Ejemplo Parte 3Documento3 páginasEjemplo Parte 3Oscar UribeAún no hay calificaciones
- A) 30 B) 40 C) 50 D) 60: Asociación Educativa BLASÓN 22 de Setiembre Del 2018 S.J.LDocumento1 páginaA) 30 B) 40 C) 50 D) 60: Asociación Educativa BLASÓN 22 de Setiembre Del 2018 S.J.LJOSUE ESPINOZA PORRASAún no hay calificaciones
- Estructura capas Tierra TEORIA PLACAS TECTONICASDocumento8 páginasEstructura capas Tierra TEORIA PLACAS TECTONICASKael'ThasYovanyAún no hay calificaciones
- DISEÑO TECHO METALICO-PerfilesDocumento9 páginasDISEÑO TECHO METALICO-PerfilesBxa KeplerAún no hay calificaciones
- GomiDocumento13 páginasGomiEnrique AgAún no hay calificaciones
- Difusión Facilitada e Inhibición CompetitivaDocumento13 páginasDifusión Facilitada e Inhibición CompetitivaKevin TorresAún no hay calificaciones
- El Método Electromagnético de Fuente Controlada Marina - GeoquímicaDocumento12 páginasEl Método Electromagnético de Fuente Controlada Marina - Geoquímicakristiano97Aún no hay calificaciones
- Ejercicio 3.12 y 3.16 TreybalDocumento4 páginasEjercicio 3.12 y 3.16 Treybalfernando martinezAún no hay calificaciones
- Trabajo de Goniometria 111Documento28 páginasTrabajo de Goniometria 111Jimmy Usurin CanchariAún no hay calificaciones
- PRG-SST-012 Programa de Prevención de Riesgo EléctricoDocumento29 páginasPRG-SST-012 Programa de Prevención de Riesgo EléctricoJuan Alberto Rimarachin AltamiranoAún no hay calificaciones
- Circuitos eléctricos básicos con resistencias variablesDocumento13 páginasCircuitos eléctricos básicos con resistencias variablesDavid ArboledasAún no hay calificaciones
- Calculo de Costo Unitario para VoladuraDocumento29 páginasCalculo de Costo Unitario para VoladuraJhair ToledoAún no hay calificaciones
- Investigación Momento de Inercia. Mario LagosDocumento10 páginasInvestigación Momento de Inercia. Mario LagosWalter Meneses CordobaAún no hay calificaciones
- Aislar intervalos probados con taponesDocumento16 páginasAislar intervalos probados con taponesmarianoAún no hay calificaciones
- Ynoub Cap 1 PP 25-44Documento10 páginasYnoub Cap 1 PP 25-44VaLentina AquilanoAún no hay calificaciones
- Memoria de Cálculo de Una Línea de Vida Horizontal de Factor 0Documento14 páginasMemoria de Cálculo de Una Línea de Vida Horizontal de Factor 0cetarveAún no hay calificaciones
- PRÁCTICA 7: "Método de Purificación: Recristalización": Espol - FCNM - Dcqa Laboratorio de Química Orgánica PAO Il 2022Documento5 páginasPRÁCTICA 7: "Método de Purificación: Recristalización": Espol - FCNM - Dcqa Laboratorio de Química Orgánica PAO Il 2022Santi Marcelo RíosAún no hay calificaciones
- 15 Taller Virtual Festival de Cupcakes 02Documento12 páginas15 Taller Virtual Festival de Cupcakes 02Valeria LurquinAún no hay calificaciones
- Asbel - Taha Tarea3 2019Documento5 páginasAsbel - Taha Tarea3 2019Asbel Taha Y-Katy Vera0% (1)
- Guia de Ciencias Naturales Carlos Amador 2021Documento12 páginasGuia de Ciencias Naturales Carlos Amador 2021shellhay argaezAún no hay calificaciones
- Utilización Del Modo de Programación Labview Fpga Interferance Con El Módulo Ni 9219Documento38 páginasUtilización Del Modo de Programación Labview Fpga Interferance Con El Módulo Ni 9219Sergio CázaresAún no hay calificaciones
- Cap 64Documento16 páginasCap 64Claudia Vargas AndinoAún no hay calificaciones
- Pendulo Simple (Laboratorio de Fisica General Ula)Documento11 páginasPendulo Simple (Laboratorio de Fisica General Ula)arellanostevens100% (1)
- NSCL 291901017Documento3 páginasNSCL 291901017jefferssonAún no hay calificaciones
- Guía Metodológica para La Gestión de La Geodatabase de Las AmeaDocumento71 páginasGuía Metodológica para La Gestión de La Geodatabase de Las AmeayadiomAún no hay calificaciones
- Ejercicio Word 3Documento2 páginasEjercicio Word 3Hemily PérezAún no hay calificaciones
- Preguntas UnsaDocumento6 páginasPreguntas UnsaAngel SalamancaAún no hay calificaciones
- Defectos GMAW PDFDocumento7 páginasDefectos GMAW PDFWilmer Ramírez MerejildoAún no hay calificaciones
- 11.3.7 WS Computer ComponentsDocumento5 páginas11.3.7 WS Computer Componentsaugustorm88Aún no hay calificaciones
- El Método BattelleDocumento11 páginasEl Método BattelleCarlos Antonio Guerrero Muñoz100% (1)