También podría gustarte
- Ejercicios OEEDocumento6 páginasEjercicios OEEDomenica Coral100% (2)
- Gestion de Mantenimiento - Guía de Problemas 2Documento6 páginasGestion de Mantenimiento - Guía de Problemas 2fran vela0% (1)
- EJERCICIOS CURSO KPIsDocumento8 páginasEJERCICIOS CURSO KPIsLuis Miguel Fernández BejaranoAún no hay calificaciones
- Taller OEEDocumento5 páginasTaller OEEDaniel AndresAún no hay calificaciones
- Cálculo de costes en procesos de mecanizado por arranque de viruta. fmeh0109De EverandCálculo de costes en procesos de mecanizado por arranque de viruta. fmeh0109Aún no hay calificaciones
- Ejercicios Oee Gestion de La Produccion 1Documento12 páginasEjercicios Oee Gestion de La Produccion 1Carlos Ruiz100% (2)
- U2. Auditoria de Mantenimiento - Rev.aDocumento37 páginasU2. Auditoria de Mantenimiento - Rev.aFrank Silva SaldañaAún no hay calificaciones
- Ejemplos de Calculo de Efectividad Global de EquiposDocumento5 páginasEjemplos de Calculo de Efectividad Global de Equiposdiego capera75% (8)
- Guia de Ejercicios Oee - DosDocumento3 páginasGuia de Ejercicios Oee - DosJuan Pino0% (1)
- Fábrica de Cajas de EmpaqueDocumento2 páginasFábrica de Cajas de EmpaqueJacqueline Calvillo86% (7)
- Manejo de maquinaria de corte de bloques de piedra. IEXD0108De EverandManejo de maquinaria de corte de bloques de piedra. IEXD0108Aún no hay calificaciones
- GS Pro User Manual v2.0 EN 201811espanolDocumento36 páginasGS Pro User Manual v2.0 EN 201811espanolJosé Fernando75% (4)
- U3. Estrategia de MantenimientoDocumento54 páginasU3. Estrategia de MantenimientoFrank Silva Saldaña100% (1)
- Ejercicio de OEEDocumento1 páginaEjercicio de OEEfcarlostorres100% (1)
- Ejemplos de Calculo de Efectividad Global de EquiposDocumento5 páginasEjemplos de Calculo de Efectividad Global de EquiposantonioAún no hay calificaciones
- Elaboración de productos finales de piedra natural: técnicas y procesos operativos. IEXD0108De EverandElaboración de productos finales de piedra natural: técnicas y procesos operativos. IEXD0108Aún no hay calificaciones
- Cálculo de Efectividad Global de Equipos OEE (Overall Equipment Efficiency) Ejemplo de CálculoDocumento5 páginasCálculo de Efectividad Global de Equipos OEE (Overall Equipment Efficiency) Ejemplo de CálculoTati_980% (2)
- Gestión de RepuestosDocumento66 páginasGestión de RepuestosFrank Silva Saldaña0% (1)
- OEEDocumento6 páginasOEERaúl Reaño Villalobos0% (1)
- Ejercicios de OeeDocumento3 páginasEjercicios de Oeejuan salazar50% (2)
- 6.2 Ejercicios - OEE (TPM)Documento13 páginas6.2 Ejercicios - OEE (TPM)Oscar Lavado Tueros100% (1)
- Sem12 - Ejemplos A Desarrollar OEEDocumento7 páginasSem12 - Ejemplos A Desarrollar OEEelizabeth0% (1)
- A7-Taller de Capacidad 2Documento2 páginasA7-Taller de Capacidad 2Ebarol E.A.TAún no hay calificaciones
- Calculo de La Efectividad Global Del Equipo Datos de Una Fabrica de Botellas PlasticasDocumento3 páginasCalculo de La Efectividad Global Del Equipo Datos de Una Fabrica de Botellas PlasticasEfrain GómezAún no hay calificaciones
- Programación del funcionamiento, mantenimiento y adquisición de equipos e instalaciones. AGAJ0308De EverandProgramación del funcionamiento, mantenimiento y adquisición de equipos e instalaciones. AGAJ0308Aún no hay calificaciones
- U1. Enfoque Estrategico Del Mantenimiento - Rev.1Documento116 páginasU1. Enfoque Estrategico Del Mantenimiento - Rev.1Frank Silva SaldañaAún no hay calificaciones
- Calculo de La Efectividad Global Del Equipo Datos de Una Fabrica de Botellas PlasticasDocumento3 páginasCalculo de La Efectividad Global Del Equipo Datos de Una Fabrica de Botellas PlasticasRafael PimentelAún no hay calificaciones
- Ejercicios OEEDocumento3 páginasEjercicios OEEjoseygaspar1615Aún no hay calificaciones
- Semana 9Documento11 páginasSemana 9falcuberAún no hay calificaciones
- Ejercicios OEEDocumento4 páginasEjercicios OEEAzael Roldan100% (1)
- Actividad de Ejercicios OEEDocumento2 páginasActividad de Ejercicios OEEGonzález Méndez RicardoAún no hay calificaciones
- Ejercicio OEE - 2021-1Documento2 páginasEjercicio OEE - 2021-1JORGE IVAN ATENCIO RAMOSAún no hay calificaciones
- Problemas Propuestos OeeDocumento2 páginasProblemas Propuestos Oeejandy garzonAún no hay calificaciones
- HTRHDocumento2 páginasHTRHlauraAún no hay calificaciones
- Calculo de La Efectividad Global Del Equipo Datos de Una Fabrica de Botellas PlasticasDocumento10 páginasCalculo de La Efectividad Global Del Equipo Datos de Una Fabrica de Botellas PlasticasRafael PimentelAún no hay calificaciones
- Ejercicios Oee 2022 1Documento3 páginasEjercicios Oee 2022 1jose ordoñezAún no hay calificaciones
- Ejercicios Oee 28.10.22Documento5 páginasEjercicios Oee 28.10.22Marcos Grimaldi AvilesAún no hay calificaciones
- EJERCICIOS Y PROBLEMAS - CURSO GESTION DE OPERACIONES Semana 17Documento2 páginasEJERCICIOS Y PROBLEMAS - CURSO GESTION DE OPERACIONES Semana 17Mayra Abigail Paucar RomeroAún no hay calificaciones
- Overall Equipment EfectivenessDocumento6 páginasOverall Equipment EfectivenessYoshirita EsquivelAún no hay calificaciones
- OEEDocumento8 páginasOEEandreAún no hay calificaciones
- Examen Final 2023 2 B v1Documento1 páginaExamen Final 2023 2 B v1JABSTEINAún no hay calificaciones
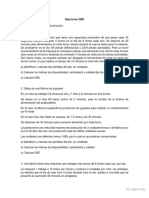
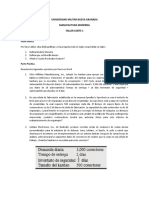
- Taller N 1 Manufactura ModernaDocumento3 páginasTaller N 1 Manufactura ModernaSERGIO SANDOVAL GAMBOAAún no hay calificaciones
- 3er Corte Diseño de Plantas IufrontDocumento7 páginas3er Corte Diseño de Plantas IufrontAsly MejiaAún no hay calificaciones
- Practico de Mantenimiento IndustrialDocumento3 páginasPractico de Mantenimiento IndustrialKioshy SalvatierraAún no hay calificaciones
- Ejercicios-Oee - CuatroDocumento2 páginasEjercicios-Oee - CuatroJuan PinoAún no hay calificaciones
- Ejercicios de InidcadoresDocumento2 páginasEjercicios de InidcadoresAquiles BoyAún no hay calificaciones
- GM 16P - Practica Dirigida OeeDocumento5 páginasGM 16P - Practica Dirigida OeeJulia Vilma Huaylinos RojasAún no hay calificaciones
- PDF Ejemplos de Calculo de Efectividad Global de Equipos - CompressDocumento5 páginasPDF Ejemplos de Calculo de Efectividad Global de Equipos - CompressMiluska TacillaAún no hay calificaciones
- CLASE 19 Tarea OEEDocumento2 páginasCLASE 19 Tarea OEEROBINSON WILLIAN URRUTIA ORELLANAAún no hay calificaciones
- Ejercicios de InidcadoresDocumento2 páginasEjercicios de InidcadoresEDWIN EDWARD CAPCHA TINOCOAún no hay calificaciones
- S07.s1 - Poner en Práctica - Actividad de Aprendizaje 07Documento2 páginasS07.s1 - Poner en Práctica - Actividad de Aprendizaje 07Claudia CadenillasAún no hay calificaciones
- A7-Taller de Capacidad 2Documento2 páginasA7-Taller de Capacidad 2Ebarol E.A.TAún no hay calificaciones
- Guia de Ejercicios Indicadores de GestiónDocumento8 páginasGuia de Ejercicios Indicadores de GestiónDiego galazAún no hay calificaciones
- Practico de Mantenimiento IndustrialDocumento3 páginasPractico de Mantenimiento IndustrialVictor ManuelAún no hay calificaciones
- CorrecionDocumento8 páginasCorrecionlucero falcon camayoAún no hay calificaciones
- Practica Calculo Del OEE - EjerciciosDocumento6 páginasPractica Calculo Del OEE - EjercicioslosoresdAún no hay calificaciones
- Oee 1Documento3 páginasOee 1Omar Fisher CamachoAún no hay calificaciones
- Ejercicios Oee Gestion de La Produccion 1Documento13 páginasEjercicios Oee Gestion de La Produccion 1Carlos RuizAún no hay calificaciones
- Taller N 1 Manufactura ModernaDocumento4 páginasTaller N 1 Manufactura ModernaKaren Ximena Villarraga CardenasAún no hay calificaciones
- Pv-Enunciado 10-16-2020Documento8 páginasPv-Enunciado 10-16-2020Medaly T Marquez0% (1)
- Ejemplos de Analisis y Planeacion de La Capacidad Vacacional Produccion Ii Iip2022Documento11 páginasEjemplos de Analisis y Planeacion de La Capacidad Vacacional Produccion Ii Iip2022jesus montesAún no hay calificaciones
- Practica Calificada 02 - Rodas Vilela Jairo FabianDocumento10 páginasPractica Calificada 02 - Rodas Vilela Jairo FabianJairo Fabian Rodas VilelaAún no hay calificaciones
- Sesion 12 Oee Casos PropuestosDocumento8 páginasSesion 12 Oee Casos PropuestosAntonio FeriaAún no hay calificaciones
- Practico 3 Problemas de Productividad e InventariosDocumento3 páginasPractico 3 Problemas de Productividad e InventariosJuan Carlos Loza Rodriguez0% (1)
- Mecanizado de madera y derivados. MAMD0209De EverandMecanizado de madera y derivados. MAMD0209Aún no hay calificaciones
- Fundamentos de La Gestión de ActivosDocumento37 páginasFundamentos de La Gestión de ActivosFrank Silva SaldañaAún no hay calificaciones
- Ejercicios de Indicadores 2Documento4 páginasEjercicios de Indicadores 2Frank Silva SaldañaAún no hay calificaciones
- U2 y U3. Benchmarking y ExternalizaciónDocumento71 páginasU2 y U3. Benchmarking y ExternalizaciónFrank Silva SaldañaAún no hay calificaciones
- NCh285 1957 PDFDocumento7 páginasNCh285 1957 PDFFSAAVEDRAFAún no hay calificaciones
- Sofiaalejandraoñaoña M1A1Documento11 páginasSofiaalejandraoñaoña M1A1Sofia Alejandra Oña OñaAún no hay calificaciones
- LAPTOPSDocumento1 páginaLAPTOPSpaul torres melgarejoAún no hay calificaciones
- Hi Road AT200S44Documento6 páginasHi Road AT200S44flacupsAún no hay calificaciones
- Guía 2 Función Lineal y CuadráticaDocumento7 páginasGuía 2 Función Lineal y CuadráticaMAURICIO ALEXIS MUÑOZAún no hay calificaciones
- TareaaDocumento10 páginasTareaaPG BAAún no hay calificaciones
- AP03-AA4-EV04. Inglés - Elaboración de Resúmenes para Comprender Textos Básicos en Inglés.Documento3 páginasAP03-AA4-EV04. Inglés - Elaboración de Resúmenes para Comprender Textos Básicos en Inglés.mateo kingAún no hay calificaciones
- Circuito Ventilador Laptop Casero PDFDocumento1 páginaCircuito Ventilador Laptop Casero PDFDany Pamo QuirogaAún no hay calificaciones
- Politica para El Emprendimiento y Las Industrias Culturales - ResumenDocumento2 páginasPolitica para El Emprendimiento y Las Industrias Culturales - Resumenvalentina Rocha valenciaAún no hay calificaciones
- Tema06-Modelos de Agrupamiento 2015-16Documento42 páginasTema06-Modelos de Agrupamiento 2015-16karen dejoAún no hay calificaciones
- Avances Tecnologicos en El CiclismoDocumento18 páginasAvances Tecnologicos en El Ciclismotv boxAún no hay calificaciones
- Esaú León Gómez Salas - ProductorDocumento2 páginasEsaú León Gómez Salas - ProductorEsau Leon Gomez SalasAún no hay calificaciones
- MODULO 2 EJERCICIO 6 - Matriz Valoracion Actividades y Proyectos Propuesta de ValorDocumento20 páginasMODULO 2 EJERCICIO 6 - Matriz Valoracion Actividades y Proyectos Propuesta de Valorssramirez.arroyoAún no hay calificaciones
- Evidencia 7 - Presentación Brief ClienteDocumento11 páginasEvidencia 7 - Presentación Brief ClienteOscar MaderoAún no hay calificaciones
- Alerta Fuga de Aceite en Tapa de InspeccionDocumento2 páginasAlerta Fuga de Aceite en Tapa de Inspeccionfelipe castellanosAún no hay calificaciones
- Tiristor de Cortocircuito TotaDocumento4 páginasTiristor de Cortocircuito TotaFreddy Jonathan Condori TurpoAún no hay calificaciones
- Inteligencia ArtificialDocumento6 páginasInteligencia ArtificialJulio CastilloAún no hay calificaciones
- Gth-f-55 Formato Sst-Reporte de Incidente, Acto Inseguro o Condición Insegura 3.0Documento3 páginasGth-f-55 Formato Sst-Reporte de Incidente, Acto Inseguro o Condición Insegura 3.0Montenegro ArielAún no hay calificaciones
- Casos de ReflexionDocumento3 páginasCasos de ReflexionJose Luis PortoAún no hay calificaciones
- Silabo Soldadura 5to Sem 2020 JaimeAlegreM PDFDocumento3 páginasSilabo Soldadura 5to Sem 2020 JaimeAlegreM PDFAlexander0% (1)
- Curso Redes Sociales PDFDocumento10 páginasCurso Redes Sociales PDFLucia Orozco RamosAún no hay calificaciones
- CHINT - Póliza de Garantía CPSDocumento5 páginasCHINT - Póliza de Garantía CPSHumberto CeballosAún no hay calificaciones
- Joseph SchumpeterDocumento6 páginasJoseph SchumpeterMaria Gabriela Morera MurciaAún no hay calificaciones
- Formato 1Documento3 páginasFormato 1Jose Maria Camargo JaimesAún no hay calificaciones
- Guía de Trabajo Del Tema 3. Evaluación Del AprendizajeDocumento3 páginasGuía de Trabajo Del Tema 3. Evaluación Del AprendizajeKuskunku Makiruray100% (1)
- Maha LC4 U1 Sub04Documento2 páginasMaha LC4 U1 Sub04uzumaki.00.konanAún no hay calificaciones
- Diseño Experimental D-Optimal y Taguchi TareaDocumento7 páginasDiseño Experimental D-Optimal y Taguchi Tareaviri93Aún no hay calificaciones
- La Informática en El Desarrollo Logístico de Las EmpresasDocumento26 páginasLa Informática en El Desarrollo Logístico de Las EmpresasMassy RodriguezAún no hay calificaciones
- Analisis de Compañia EBAYDocumento7 páginasAnalisis de Compañia EBAYJose M Navarro DAún no hay calificaciones