También podría gustarte
- Simpro 1Documento30 páginasSimpro 1Polt SilvaAún no hay calificaciones
- Simpro 1Documento30 páginasSimpro 1amolinaalAún no hay calificaciones
- Informe Final Simpro - CompressDocumento49 páginasInforme Final Simpro - CompressJesús CerezoAún no hay calificaciones
- Ts303 Control y Planeamiento de ProduccionDocumento38 páginasTs303 Control y Planeamiento de ProduccionMARIA KUMANAún no hay calificaciones
- Informe Del Periodo#7Documento8 páginasInforme Del Periodo#7Michelle ArriagaAún no hay calificaciones
- Estudio TecnicoDocumento12 páginasEstudio TecnicoAlex Gavilanes AlvarezAún no hay calificaciones
- Tren LPPDocumento44 páginasTren LPPDiego Pullotasig100% (1)
- Auditoria FuncionalDocumento11 páginasAuditoria FuncionalLeonardo Casas JImenez0% (1)
- Ejemplo Proyecto CompletoDocumento230 páginasEjemplo Proyecto CompletoRICHARD ROMOAún no hay calificaciones
- Proyecto de Gestion Automatizacion Del ADocumento293 páginasProyecto de Gestion Automatizacion Del AGustavo Sunta100% (1)
- Simpro 2do 12 UNADocumento22 páginasSimpro 2do 12 UNAJadiye Carpio AbsiAún no hay calificaciones
- Simpro Firma 2Documento29 páginasSimpro Firma 2GHANDY ALLIZON RENGIFO CALVANAPONAún no hay calificaciones
- Ejemplo Proyecto Completo Pmbok 140708202032 Phpapp02Documento290 páginasEjemplo Proyecto Completo Pmbok 140708202032 Phpapp02alejandro86% (7)
- Rubrica 4 Barry SNKRSDocumento46 páginasRubrica 4 Barry SNKRSQuez Alvarez ReynosoAún no hay calificaciones
- Presentacion Simpro 2010Documento50 páginasPresentacion Simpro 2010Marcos Vazqz100% (1)
- Simulador Grupo 7Documento25 páginasSimulador Grupo 7Miguel MantillaAún no hay calificaciones
- Ejemplo Proyecto Completo PmbokDocumento247 páginasEjemplo Proyecto Completo PmbokMaria Paz AltamirandaAún no hay calificaciones
- Maquina Despulpadora de Piña 69Documento5 páginasMaquina Despulpadora de Piña 69Chris SalasAún no hay calificaciones
- Caso ManPerDocumento4 páginasCaso ManPerRosa FerrerAún no hay calificaciones
- Informe Grupo Alfa Flujo de Una PiezaDocumento10 páginasInforme Grupo Alfa Flujo de Una PiezaKellyCamachoAún no hay calificaciones
- Simpro 15p 2Documento34 páginasSimpro 15p 2roggerz8Aún no hay calificaciones
- Iop Concremax TFDocumento17 páginasIop Concremax TFJuliosCSpAún no hay calificaciones
- Practica 4 Ind3216dDocumento4 páginasPractica 4 Ind3216dSergio FloresAún no hay calificaciones
- 2do Lugar Simpro UpnDocumento24 páginas2do Lugar Simpro UpnJunior Yoel Iturriaga Chacon100% (2)
- Analisis Del Problema de Una EmpresaDocumento6 páginasAnalisis Del Problema de Una EmpresaAlejandro RubianoAún no hay calificaciones
- Caso ManPerDocumento4 páginasCaso ManPerVerónika TrullenAún no hay calificaciones
- Diseño y Construcción de Un Sistema Automático Prototipo para Etiquetar Latas Pequeñas de LecheDocumento61 páginasDiseño y Construcción de Un Sistema Automático Prototipo para Etiquetar Latas Pequeñas de LecheYessy MendozaAún no hay calificaciones
- SIMPRO InformeDocumento20 páginasSIMPRO InformeF̶r̶a̶n̶c̶o̶ N̶a̶v̶a̶r̶r̶o̶ ̶q̶u̶i̶s̶p̶e̶0% (1)
- Incremento de La Producción A Través de Rátio Oee: Un Estudio de Caso en Una Empresa Del Ramo Metal MecánicoDocumento13 páginasIncremento de La Producción A Través de Rátio Oee: Un Estudio de Caso en Una Empresa Del Ramo Metal MecánicodarwinAún no hay calificaciones
- Dario Ezequiel - Estrada Trujillo - 1er Puesto - Presentación de Las Decisiones Del Simulador SIMPRO - UPN SCRIBDDocumento6 páginasDario Ezequiel - Estrada Trujillo - 1er Puesto - Presentación de Las Decisiones Del Simulador SIMPRO - UPN SCRIBDDario Ezequiel Estrada TrujilloAún no hay calificaciones
- Decision 4Documento9 páginasDecision 4Brian Ricardo Flores OrellanaAún no hay calificaciones
- MA SMED y KAIZENDocumento18 páginasMA SMED y KAIZENDiego818Aún no hay calificaciones
- Trabajo Grupal - S01 - INGMETDocumento7 páginasTrabajo Grupal - S01 - INGMETjulio albitresAún no hay calificaciones
- Procedimiento de BobinadoDocumento9 páginasProcedimiento de BobinadoCesar ProAún no hay calificaciones
- Tecnica SMEDDocumento8 páginasTecnica SMEDYoOselin SiilvaaAún no hay calificaciones
- Informe Metodos 2Documento26 páginasInforme Metodos 2JULIO CESAR MARIN MARTINEZAún no hay calificaciones
- Firma 6 - PPT Simpro CostosDocumento30 páginasFirma 6 - PPT Simpro CostosAna Leyla YupanquiAún no hay calificaciones
- Mantenimiento ChancadorDocumento23 páginasMantenimiento Chancadorkelver100% (1)
- Trabajo Practico Tarea 5 212028 21Documento16 páginasTrabajo Practico Tarea 5 212028 21Breiner S MurilloAún no hay calificaciones
- Informe Simpro Casi Completo 1Documento17 páginasInforme Simpro Casi Completo 1Andriu ShigesoAún no hay calificaciones
- Tarea - 2010Documento9 páginasTarea - 2010Selannys Santiago MoralesAún no hay calificaciones
- Formato - Guia.llenado - Decisiones SimproDocumento20 páginasFormato - Guia.llenado - Decisiones SimproMARIA FERNANDA RAMOS MACALUPU100% (1)
- Caso Práctico Administración de Operaciones IiDocumento5 páginasCaso Práctico Administración de Operaciones IiPierina CordovaAún no hay calificaciones
- Sesion 01 Simulador SimproDocumento54 páginasSesion 01 Simulador SimproArnaldoTrinidadMacedo100% (3)
- PDFDocumento318 páginasPDFgeniusjoaAún no hay calificaciones
- VSM Promadersol.Documento11 páginasVSM Promadersol.Angel GrajedaAún no hay calificaciones
- ImpresoraDocumento73 páginasImpresoraMaria Fernanda ConchaAún no hay calificaciones
- Guia Ejercicios - Unidad VDocumento7 páginasGuia Ejercicios - Unidad VVictorAún no hay calificaciones
- Capacidad de ProducciónDocumento20 páginasCapacidad de ProducciónEliabeth Georgeth Yalli CondoriAún no hay calificaciones
- P4 Proyectos (I-2020) ADocumento5 páginasP4 Proyectos (I-2020) AjosephAún no hay calificaciones
- Trabajo Final U3 de La RosaDocumento18 páginasTrabajo Final U3 de La RosaEddgar TorresAún no hay calificaciones
- Unidad 3Documento25 páginasUnidad 3Alexendy Condado SotoAún no hay calificaciones
- GRUPO 7.CLASE 3455.SimproPresentacionDocumento28 páginasGRUPO 7.CLASE 3455.SimproPresentacionJesus Burgos HuancaAún no hay calificaciones
- Actividad 4 Practico 3 Proyectos I G-I-23 UpdsDocumento2 páginasActividad 4 Practico 3 Proyectos I G-I-23 UpdsEduardo Negrete BecerraAún no hay calificaciones
- Caso AutolivDocumento23 páginasCaso AutolivJaffetGalindoAún no hay calificaciones
- Aplicación de La Metodología Smed para El Cambio de Bobina de Semielaborado en Una Maquina Rebobinadora de Papel Higiénico en La Empresa Papeles Nacionales SDocumento3 páginasAplicación de La Metodología Smed para El Cambio de Bobina de Semielaborado en Una Maquina Rebobinadora de Papel Higiénico en La Empresa Papeles Nacionales SJulissa SantanaAún no hay calificaciones
- Residencias Mas CompletoDocumento42 páginasResidencias Mas CompletoMiguel Angel Chaparro HernandezAún no hay calificaciones
- Informe Final SimproDocumento53 páginasInforme Final SimproJose Ruiz100% (7)
- PDF Ejemplo de Proyecto Pmbok Word Convert CompressDocumento267 páginasPDF Ejemplo de Proyecto Pmbok Word Convert Compressinty vacaAún no hay calificaciones
- Silabo SCM 222513supp1402aDocumento4 páginasSilabo SCM 222513supp1402aDario Ezequiel Estrada TrujilloAún no hay calificaciones
- Simpro-1ER PUESTODocumento20 páginasSimpro-1ER PUESTODario Ezequiel Estrada TrujilloAún no hay calificaciones
- Simpro-12p-2do Puesto Mayo 2019Documento22 páginasSimpro-12p-2do Puesto Mayo 2019Dario Ezequiel Estrada TrujilloAún no hay calificaciones
- Simpro-1er Puesto Nov 2015-Ucsg-EcDocumento27 páginasSimpro-1er Puesto Nov 2015-Ucsg-EcDario Ezequiel Estrada TrujilloAún no hay calificaciones
- Simpro-12p-1er Puesto Mayo 2019Documento24 páginasSimpro-12p-1er Puesto Mayo 2019Dario Ezequiel Estrada TrujilloAún no hay calificaciones
- T3 - ING MET II - Wed - 2205Documento5 páginasT3 - ING MET II - Wed - 2205Dario Ezequiel Estrada TrujilloAún no hay calificaciones
- ESTUDIO DE MERCADO - Sapag-Proyectos 6ta EdiciónDocumento21 páginasESTUDIO DE MERCADO - Sapag-Proyectos 6ta Ediciónsandy vgAún no hay calificaciones
- Simpro-3ER PUESTODocumento21 páginasSimpro-3ER PUESTODario Ezequiel Estrada TrujilloAún no hay calificaciones
- Dario Ezequiel - Estrada Trujillo - 1er Puesto - Presentación de Las Decisiones Del Simulador SIMPRO - UPN SCRIBDDocumento6 páginasDario Ezequiel - Estrada Trujillo - 1er Puesto - Presentación de Las Decisiones Del Simulador SIMPRO - UPN SCRIBDDario Ezequiel Estrada TrujilloAún no hay calificaciones
- Estructura Informe T1 - Simulación de Sistemas WA 2205Documento6 páginasEstructura Informe T1 - Simulación de Sistemas WA 2205Dario Ezequiel Estrada TrujilloAún no hay calificaciones
- Simpro-1er PuestoDocumento21 páginasSimpro-1er PuestoDario Ezequiel Estrada TrujilloAún no hay calificaciones
- MAGM 1305 M11 Lectura v1Documento10 páginasMAGM 1305 M11 Lectura v1Jorge Luis Aguilar AlvaAún no hay calificaciones
- Enunciado Trabajo de Campo - Simulación de Sistemas TC7Documento12 páginasEnunciado Trabajo de Campo - Simulación de Sistemas TC7Dario Ezequiel Estrada TrujilloAún no hay calificaciones
- Silabo Ing Electrica y Aut PDFDocumento3 páginasSilabo Ing Electrica y Aut PDFDario Ezequiel Estrada TrujilloAún no hay calificaciones
- Lectura - Gestión de RemuneracionesDocumento9 páginasLectura - Gestión de RemuneracionesDaniel Vargas CeliAún no hay calificaciones
- Clase01 VideoconferenciaDocumento14 páginasClase01 VideoconferenciaDario Ezequiel Estrada TrujilloAún no hay calificaciones
- EMPR 1402 219 II T1 v2Documento2 páginasEMPR 1402 219 II T1 v2Dario Ezequiel Estrada TrujilloAún no hay calificaciones
- EMPR 1402 21955 T4 v1Documento2 páginasEMPR 1402 21955 T4 v1Dario Ezequiel Estrada TrujilloAún no hay calificaciones
- Ejercicios de Estadistica IIDocumento409 páginasEjercicios de Estadistica IISamir Alexander Calvache Silva71% (21)
- Balance de Linea PDFDocumento10 páginasBalance de Linea PDFDario Ezequiel Estrada TrujilloAún no hay calificaciones
- MAGM 1305 M12 Lectura v1Documento9 páginasMAGM 1305 M12 Lectura v1Dario Ezequiel Estrada TrujilloAún no hay calificaciones
- EMPR 1402 219 II T3 v2Documento2 páginasEMPR 1402 219 II T3 v2Dario Ezequiel Estrada TrujilloAún no hay calificaciones
- EMPR 1402 219 II ES v2Documento1 páginaEMPR 1402 219 II ES v2Dario Ezequiel Estrada TrujilloAún no hay calificaciones
- A) Plantear El Modelo de PE. (0.5 Ptos) : Variables de DecisiónDocumento13 páginasA) Plantear El Modelo de PE. (0.5 Ptos) : Variables de DecisiónDario Ezequiel Estrada Trujillo100% (1)
- Clase 10 Junio Inv Op 2Documento8 páginasClase 10 Junio Inv Op 2Dario Ezequiel Estrada TrujilloAún no hay calificaciones
- Tabla DIAS-CARGODocumento1 páginaTabla DIAS-CARGOrose_2605Aún no hay calificaciones
- T4 Seguridad y Salud OcupacionalDocumento11 páginasT4 Seguridad y Salud OcupacionalDario Ezequiel Estrada TrujilloAún no hay calificaciones
- EMPR 1402 219 II T2 v2Documento3 páginasEMPR 1402 219 II T2 v2Dario Ezequiel Estrada TrujilloAún no hay calificaciones
- Tarea 2 - S7 (Indicaciones)Documento1 páginaTarea 2 - S7 (Indicaciones)jan zarasiAún no hay calificaciones
- U3 VetoDocumento35 páginasU3 VetoLeandro StagnoAún no hay calificaciones
- Manual Fiebre AmarillaDocumento60 páginasManual Fiebre AmarillaJimena CamachoAún no hay calificaciones
- Ejerciciosresueltos 02 PDFDocumento3 páginasEjerciciosresueltos 02 PDFJuanAún no hay calificaciones
- Manual JVC Ux-G60Documento208 páginasManual JVC Ux-G60Miguel Dinozzo0% (1)
- 5to IRT Clásico de La Asociación Santafesina de Ajedrez "Copa ANCA Agronegocios" Bases Del TorneoDocumento3 páginas5to IRT Clásico de La Asociación Santafesina de Ajedrez "Copa ANCA Agronegocios" Bases Del Torneoale lehmannAún no hay calificaciones
- Sistemas Industriales Eduardo Clamens PDFDocumento331 páginasSistemas Industriales Eduardo Clamens PDFPedroPerezFTWAún no hay calificaciones
- Filosofía de La CienciaDocumento4 páginasFilosofía de La CienciaMariana Gibell Alberca SirlupuAún no hay calificaciones
- Control Postural EquilibrioDocumento49 páginasControl Postural EquilibrioYetzel Lunetitta Manzanniita0% (2)
- Psicología PositivaDocumento13 páginasPsicología PositivaSofia MattiAún no hay calificaciones
- FourDocumento10 páginasFourWal FloresAún no hay calificaciones
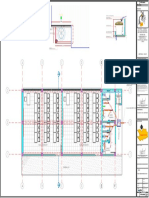
- Hidrosanitario Aulas-Inst-Aul-01aDocumento1 páginaHidrosanitario Aulas-Inst-Aul-01aFredy PereaAún no hay calificaciones
- Clase MonogeneaDocumento7 páginasClase Monogeneazael20099029Aún no hay calificaciones
- Buffer y Electrolitos ExpoDocumento15 páginasBuffer y Electrolitos ExpoManuel Angel Rivas CastilloAún no hay calificaciones
- Formato para Definir Criterios para La Evaluación de Riesgo PDFDocumento6 páginasFormato para Definir Criterios para La Evaluación de Riesgo PDFHector Fabio Marin OrozcoAún no hay calificaciones
- Resumen 5.1Documento3 páginasResumen 5.1FERNANDEZ ESCUDERO ASHLEY LICENCIATURA EN ADMINISTRACIONAún no hay calificaciones
- Demanda de Solicitud de Viaje de MenorDocumento4 páginasDemanda de Solicitud de Viaje de Menorkarlosdb grAún no hay calificaciones
- Ficha Comunicacion 24-04 Don Quijote de La ManchaDocumento5 páginasFicha Comunicacion 24-04 Don Quijote de La ManchaKarla Zapata RosalesAún no hay calificaciones
- Reparacion TisularDocumento6 páginasReparacion TisularManuel NarvaezAún no hay calificaciones
- Fernando Chacón, Tania Pérez, Jèrôme Flores y María Luisa Vecina.Documento2 páginasFernando Chacón, Tania Pérez, Jèrôme Flores y María Luisa Vecina.mari2121Aún no hay calificaciones
- Ensayo de Mario Vargas LlosaDocumento3 páginasEnsayo de Mario Vargas Llosaaudrey100% (2)
- Segunda Leccion Estudios Iglesia en Casa Febrero 2023Documento4 páginasSegunda Leccion Estudios Iglesia en Casa Febrero 2023Carlos CarcamoAún no hay calificaciones
- Legislacion Laboral Tarea 3Documento4 páginasLegislacion Laboral Tarea 3Jennifer Collado Flores100% (1)
- Led TrixDocumento7 páginasLed Trixpacofmh01Aún no hay calificaciones
- Primera Junta. Circular Acerca de Los Sucesos Revolucionarios. 1810Documento4 páginasPrimera Junta. Circular Acerca de Los Sucesos Revolucionarios. 1810BibliotecarioAún no hay calificaciones
- Sociedad Anonima AspectosDocumento16 páginasSociedad Anonima Aspectosfernanda JaramilloAún no hay calificaciones
- Tema 1. Apartado 5.1. "Recopilar La Información Necesaria para Desarrollar Una Acción Formativa de Un Contrato de Formación y Aprendizaje"Documento2 páginasTema 1. Apartado 5.1. "Recopilar La Información Necesaria para Desarrollar Una Acción Formativa de Un Contrato de Formación y Aprendizaje"Mabel Martin BarataAún no hay calificaciones
- TALLER de Inserción de Citas - Monografía-ApaDocumento50 páginasTALLER de Inserción de Citas - Monografía-ApaJosé TimanáAún no hay calificaciones
- Clase 7 - Reglas OrtograficasDocumento15 páginasClase 7 - Reglas OrtograficasJesus Alexander Becerra GonzalesAún no hay calificaciones
- Cajón Desastre.Documento11 páginasCajón Desastre.Javier JiménezAún no hay calificaciones
- Dxsanred - La Didáctica de La Literatura Una Cuestión de ContagioDocumento7 páginasDxsanred - La Didáctica de La Literatura Una Cuestión de ContagioFundamentos InvestigaciónAún no hay calificaciones