También podría gustarte
- ASTM-A641 en EsDocumento8 páginasASTM-A641 en EsLoyola Gloria Flores VilcahuamanAún no hay calificaciones
- Leche Gloria - Avance Final-1Documento20 páginasLeche Gloria - Avance Final-1robertAún no hay calificaciones
- Transformador de Potencia TrabajoDocumento38 páginasTransformador de Potencia TrabajoThalía Cintya Mendoza CarriónAún no hay calificaciones
- Manual de Instalacion y Operacion Termosifones Solares Eurostar 2016Documento19 páginasManual de Instalacion y Operacion Termosifones Solares Eurostar 2016MAR CRAún no hay calificaciones
- Envases MetalicosDocumento25 páginasEnvases MetalicosK-ren Pao Ramos Arrieta100% (2)
- Envases MetalicosDocumento40 páginasEnvases MetalicosJesus Canencia80% (5)
- TM 085-Propymes-09Documento23 páginasTM 085-Propymes-09Guillermo TonicelliAún no hay calificaciones
- Hoja LataDocumento12 páginasHoja LataBremi BCAún no hay calificaciones
- Control de Calidad de EnlatadosDocumento33 páginasControl de Calidad de Enlatadosjenychj96Aún no hay calificaciones
- Eett Magdalena PantaDocumento6 páginasEett Magdalena PantaE Altamirano PardoAún no hay calificaciones
- Cata AlambronDocumento2 páginasCata AlambronlagunovAún no hay calificaciones
- Metalurgia de La Soldadura ReporteDocumento14 páginasMetalurgia de La Soldadura ReporterenemolinaledezmaAún no hay calificaciones
- MEDICIONESDocumento3 páginasMEDICIONESalbertoluiscalderon76Aún no hay calificaciones
- Manual Superwall Frigo PDFDocumento60 páginasManual Superwall Frigo PDFArlex Ricardo Guillen PetitAún no hay calificaciones
- Cable TripolarDocumento5 páginasCable TripolarJulian GuangaAún no hay calificaciones
- Enviando Hojalata - Ahmsa - AppDocumento6 páginasEnviando Hojalata - Ahmsa - AppGuillermoAún no hay calificaciones
- EJEMPLO 02 - Proyecto DefinitivoDocumento40 páginasEJEMPLO 02 - Proyecto DefinitivoAngel GutierrezAún no hay calificaciones
- Cifunsa Conexiones HierroDocumento21 páginasCifunsa Conexiones HierroJOSE GABRIELAún no hay calificaciones
- Qué Es El Yeso?: Mineral Roca Denominada Aljez o Piedra de Yeso. Esta Roca EstáDocumento7 páginasQué Es El Yeso?: Mineral Roca Denominada Aljez o Piedra de Yeso. Esta Roca EstáVicente Gamarra MalquiAún no hay calificaciones
- EnvasesDocumento19 páginasEnvasesRolo MedranoAún no hay calificaciones
- El Cromado y El AnodizadoDocumento6 páginasEl Cromado y El AnodizadoRamon OstaizaAún no hay calificaciones
- 01 Catálogo CAÑERIASDocumento26 páginas01 Catálogo CAÑERIAScristendoom100% (1)
- Envases de HojalataDocumento18 páginasEnvases de Hojalatakarla RamirezAún no hay calificaciones
- Bandejas Portacables Metálicas Galvanizadas en CalienteDocumento32 páginasBandejas Portacables Metálicas Galvanizadas en CalienteAgusmcarmen NosotrosAún no hay calificaciones
- Usos Del Feldespato IngemmetDocumento54 páginasUsos Del Feldespato IngemmetJosé Miguel Cuadros NietoAún no hay calificaciones
- Cifunsa Conexiones de HierroDocumento21 páginasCifunsa Conexiones de HierroValerio Ambrocio IsmaelAún no hay calificaciones
- Nte Inen 2361Documento12 páginasNte Inen 2361jorge iván gonzálezAún no hay calificaciones
- Cuadro de CargasDocumento13 páginasCuadro de CargasErvin TantallaAún no hay calificaciones
- Catálogo Tubulares - Aluminios Del UruguayDocumento34 páginasCatálogo Tubulares - Aluminios Del UruguayGabriel FranciaAún no hay calificaciones
- Lista de ProductosDocumento59 páginasLista de ProductosGabriel FranciaAún no hay calificaciones
- Longitud y Pesos de TornillosDocumento1 páginaLongitud y Pesos de TornillosDiana Margarita Vazquez RuizAún no hay calificaciones
- Cable Subterraneo de Media Tensión (N2XSY)Documento3 páginasCable Subterraneo de Media Tensión (N2XSY)Andrea MacedoAún no hay calificaciones
- Cortado de VidrioDocumento12 páginasCortado de VidrioLucy HuanacuniAún no hay calificaciones
- Características y propiedades de la hojalata para envases alimentariosDocumento37 páginasCaracterísticas y propiedades de la hojalata para envases alimentariosBriggitte A Suclupe TellesAún no hay calificaciones
- HistoriaDocumento11 páginasHistoriarodrigoAún no hay calificaciones
- Capacitación RefrigeraciónDocumento50 páginasCapacitación RefrigeraciónBelisarioAún no hay calificaciones
- aleaciones-de-aluminioDocumento102 páginasaleaciones-de-aluminioALI JAWAHARLAL MAYORGA HUERTAAún no hay calificaciones
- Abastecimiento Tub LisaPEDocumento12 páginasAbastecimiento Tub LisaPExjuanitoxAún no hay calificaciones
- Presentación Estaño-LatonDocumento23 páginasPresentación Estaño-LatonHaroldAún no hay calificaciones
- APU RejillasDocumento30 páginasAPU Rejillasciba industrialAún no hay calificaciones
- Manual Técnico Del Acero Galvanizado - ACESCODocumento47 páginasManual Técnico Del Acero Galvanizado - ACESCOVictor AcuñaAún no hay calificaciones
- Trabajo Micrografias.Documento12 páginasTrabajo Micrografias.Ana Milena Angarita AcostaAún no hay calificaciones
- Manual Tecnico Glamet AeDocumento70 páginasManual Tecnico Glamet Aerolando barritaAún no hay calificaciones
- Glamet Manual TecnicoDocumento70 páginasGlamet Manual TecnicodanielAún no hay calificaciones
- Anodizado de Aluminio PresentacionDocumento31 páginasAnodizado de Aluminio PresentacionVictorDiazMegoAún no hay calificaciones
- Memoria Tecnica Bubble Waffle City MallDocumento3 páginasMemoria Tecnica Bubble Waffle City MallAndrés AlarcónAún no hay calificaciones
- Colmac Coil. Comparando La Construccion de Los EvaporadoresDocumento31 páginasColmac Coil. Comparando La Construccion de Los EvaporadoresDanny GarciaAún no hay calificaciones
- Catalogo Miyasato 22oct09Documento116 páginasCatalogo Miyasato 22oct09nadiagutierrezg89Aún no hay calificaciones
- Niples de Tuberia AceroDocumento17 páginasNiples de Tuberia AceroAldo RojasAún no hay calificaciones
- PLanchas de LatonDocumento51 páginasPLanchas de LatonWalter Nava CaricariAún no hay calificaciones
- CIFUNSA CONEXION HIERRO MALEABLEDocumento21 páginasCIFUNSA CONEXION HIERRO MALEABLEchavasan1Aún no hay calificaciones
- Ni 54.90.01Documento6 páginasNi 54.90.01AlvaroAún no hay calificaciones
- 2 Norma Astm385Documento7 páginas2 Norma Astm385FranciscoBruceAún no hay calificaciones
- CDP Proceso SmawDocumento37 páginasCDP Proceso SmawJORGE CAICEDOAún no hay calificaciones
- ESCORIASDocumento25 páginasESCORIASedgarAún no hay calificaciones
- Acero Colombiano y VenezolanoDocumento18 páginasAcero Colombiano y VenezolanoIsabel Galeano SaavedraAún no hay calificaciones
- Tratamientos Térmicos Temple y RevenidoDocumento7 páginasTratamientos Térmicos Temple y RevenidoDAYPLAY EBOGAMEX100% (1)
- Vita Omega 900Documento27 páginasVita Omega 900Evelyn NeiraAún no hay calificaciones
- Bladesmithing: Secretos del tratamiento térmico de la forja de cuchillosDe EverandBladesmithing: Secretos del tratamiento térmico de la forja de cuchillosAún no hay calificaciones
- Métodos de unión y desunión de elementos fijos estructurales. TMVL0309De EverandMétodos de unión y desunión de elementos fijos estructurales. TMVL0309Calificación: 5 de 5 estrellas5/5 (1)
- Protección de superficies. TMVL0509De EverandProtección de superficies. TMVL0509Aún no hay calificaciones
- Ejercicio de Secado. Camacho Tito Steven.Documento2 páginasEjercicio de Secado. Camacho Tito Steven.Steven Felipe Camacho TitoAún no hay calificaciones
- Ejercico de Balance de Materia PDFDocumento8 páginasEjercico de Balance de Materia PDFSteven Felipe Camacho TitoAún no hay calificaciones
- Ejercico de Balance de Materia PDFDocumento8 páginasEjercico de Balance de Materia PDFSteven Felipe Camacho TitoAún no hay calificaciones
- Clase #06 Principios Del Proceso de Enlatados de Los AlimentosDocumento9 páginasClase #06 Principios Del Proceso de Enlatados de Los AlimentosSteven Felipe Camacho TitoAún no hay calificaciones
- Lista de Ejercicios 05Documento2 páginasLista de Ejercicios 05jhulissaAún no hay calificaciones
- Clase Nro, 1.tecnologia de Elaboracion de Conservas 6-05-2020Documento6 páginasClase Nro, 1.tecnologia de Elaboracion de Conservas 6-05-2020Steven Felipe Camacho TitoAún no hay calificaciones
- Clase #05 Efecto Del Calor Sobre Los MicroorganismosDocumento14 páginasClase #05 Efecto Del Calor Sobre Los MicroorganismosSteven Felipe Camacho TitoAún no hay calificaciones
- Ejercicio de Secado. Camacho Tito Steven.Documento2 páginasEjercicio de Secado. Camacho Tito Steven.Steven Felipe Camacho TitoAún no hay calificaciones
- Nuevo Documento de Microsoft WordDocumento50 páginasNuevo Documento de Microsoft WordSteven Felipe Camacho TitoAún no hay calificaciones
- Lista de Ejercicios 05Documento2 páginasLista de Ejercicios 05jhulissaAún no hay calificaciones
- 3 Tema Microorganismos Que3 Se Encuedntran en Nlos Alimentos Pesqueros y CarnicosDocumento11 páginas3 Tema Microorganismos Que3 Se Encuedntran en Nlos Alimentos Pesqueros y CarnicosSteven Felipe Camacho TitoAún no hay calificaciones
- 2 Reproduccion de Peces Tecnicas Histologicas Clase 2Documento4 páginas2 Reproduccion de Peces Tecnicas Histologicas Clase 2Steven Felipe Camacho TitoAún no hay calificaciones
- 2 Tema Elaboracion de Pastas y Embutidos A Base de Carne de PescadoDocumento21 páginas2 Tema Elaboracion de Pastas y Embutidos A Base de Carne de PescadoSteven Felipe Camacho TitoAún no hay calificaciones
- Clase N°04 Principios Tratamiento Termico Prod EnlatadosDocumento7 páginasClase N°04 Principios Tratamiento Termico Prod EnlatadosSteven Felipe Camacho TitoAún no hay calificaciones
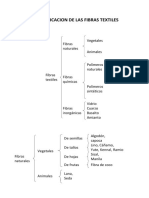
- 02 Fibras TextilesDocumento2 páginas02 Fibras TextilesjoselynAún no hay calificaciones
- 2 Tema Elaboracion de Pastas y Embutidos A Base de Carne de PescadoDocumento21 páginas2 Tema Elaboracion de Pastas y Embutidos A Base de Carne de PescadoSteven Felipe Camacho TitoAún no hay calificaciones
- 3 Tema Microorganismos Que3 Se Encuedntran en Nlos Alimentos Pesqueros y CarnicosDocumento11 páginas3 Tema Microorganismos Que3 Se Encuedntran en Nlos Alimentos Pesqueros y CarnicosSteven Felipe Camacho TitoAún no hay calificaciones
- Lenguao ReprodDocumento59 páginasLenguao ReprodSteven Felipe Camacho TitoAún no hay calificaciones
- Clase 8 Materiales y Artes de Pesca 4-7-2020Documento16 páginasClase 8 Materiales y Artes de Pesca 4-7-2020Steven Felipe Camacho TitoAún no hay calificaciones
- 4 Tema Tecnologia de Elaboracion de Productos AnchoadosDocumento11 páginas4 Tema Tecnologia de Elaboracion de Productos AnchoadosSteven Felipe Camacho TitoAún no hay calificaciones
- Eleccion de Prueba y TemaDocumento3 páginasEleccion de Prueba y TemaSteven Felipe Camacho TitoAún no hay calificaciones
- Prueba de WilcoxonDocumento12 páginasPrueba de WilcoxonSteven Felipe Camacho Tito0% (1)
- Conceptos GeneralesDocumento36 páginasConceptos Generalesalexander den storeAún no hay calificaciones
- Clase 10 Materiales y Artes de Pesca 18-7-2020Documento19 páginasClase 10 Materiales y Artes de Pesca 18-7-2020Steven Felipe Camacho TitoAún no hay calificaciones
- Prueba de WilcoxonDocumento12 páginasPrueba de WilcoxonSteven Felipe Camacho Tito0% (1)
- Exposición de TemodinámicaDocumento38 páginasExposición de TemodinámicaSteven Felipe Camacho TitoAún no hay calificaciones
- Actividad 3Documento4 páginasActividad 3luis_lopez_1990Aún no hay calificaciones
- Periodico MuralDocumento2 páginasPeriodico MuralFrancy Yineth Patiño MorenoAún no hay calificaciones
- Practica 1Documento2 páginasPractica 1Monrroy Choque KevinAún no hay calificaciones
- Tarea 2 - Análisis de La Carga BorradorDocumento23 páginasTarea 2 - Análisis de La Carga BorradorAlfredo Jose Pertuz Vega100% (1)
- Dynaflex 18Documento2 páginasDynaflex 18bendersurrenderAún no hay calificaciones
- Instalacion industria conservasDocumento40 páginasInstalacion industria conservaslizAún no hay calificaciones
- Trabajo Fundamentos de La Administracion Eje4.Documento12 páginasTrabajo Fundamentos de La Administracion Eje4.LEIDY YULIANA VELEZ LEONAún no hay calificaciones
- Proyectos Enero, FebreroDocumento10 páginasProyectos Enero, FebreroMaestra MonyAún no hay calificaciones
- Lata de AluminioDocumento9 páginasLata de Aluminiodaniela100% (1)
- Lab. Conservas de Papayas 2013Documento13 páginasLab. Conservas de Papayas 2013Diego Fernando Toro FloresAún no hay calificaciones
- Taller Análisis de Sensibilidad InduDocumento2 páginasTaller Análisis de Sensibilidad InduYuli VelasquezAún no hay calificaciones
- Letreros de Punto Limpio en PHDocumento6 páginasLetreros de Punto Limpio en PHbardont caballeroAún no hay calificaciones
- PROYECTO CompactadoraDocumento11 páginasPROYECTO Compactadoraeder rojasAún no hay calificaciones
- 2°grado-Eda7-A2-Arte y Cultura-30-09Documento2 páginas2°grado-Eda7-A2-Arte y Cultura-30-09m8n region surAún no hay calificaciones
- UNIDAD 4 Maquinaria para ConserveraDocumento21 páginasUNIDAD 4 Maquinaria para ConserveraLucy BaoAún no hay calificaciones
- Elaboracion de Piñas en AlmibarDocumento3 páginasElaboracion de Piñas en AlmibarMaria Lorenza Martinez PuertaAún no hay calificaciones
- Enlatado de FrutillaDocumento5 páginasEnlatado de FrutillaDIEGO ENRIQUE POZO ROCHAAún no hay calificaciones
- El Enlatado Como Método Idóneo de Conservación de AlimentosDocumento3 páginasEl Enlatado Como Método Idóneo de Conservación de AlimentosNaly Pérez GamarraAún no hay calificaciones
- ManualidadesDocumento107 páginasManualidadesCristina SamanamudAún no hay calificaciones
- Informe #6 Control de Calidad de Barnices en Embalajes MetálicosDocumento11 páginasInforme #6 Control de Calidad de Barnices en Embalajes Metálicoskaterin gregoria marquez yaltaAún no hay calificaciones
- Alsur Peru SacDocumento13 páginasAlsur Peru SacMILAGROS LORENA BENITES CASTILLOAún no hay calificaciones
- Tamaño óptimo proyectoDocumento12 páginasTamaño óptimo proyectoLu Edua PacoAún no hay calificaciones
- Maximos y Minimos 220134 2020 1Documento10 páginasMaximos y Minimos 220134 2020 1matias tapiaAún no hay calificaciones
- Actividad Colaborativa Fase 5 - Grupo - 9.Documento31 páginasActividad Colaborativa Fase 5 - Grupo - 9.Jorge Roldan SanchezAún no hay calificaciones
- Tarea 2 - Ejercicio 2Documento7 páginasTarea 2 - Ejercicio 2Yeison Camargo100% (1)
- 2023-1 T6 Productividad Guía de EjerciciosDocumento18 páginas2023-1 T6 Productividad Guía de Ejercicioskillur mirakataAún no hay calificaciones
- Ciclo de Vida de La LataDocumento24 páginasCiclo de Vida de La LataLordBlack_87Aún no hay calificaciones
- Brief - Latas de VinoDocumento34 páginasBrief - Latas de VinodanielAún no hay calificaciones
- Costos estándar de producción de frijolesDocumento33 páginasCostos estándar de producción de frijolesAlejandra PerezAún no hay calificaciones