También podría gustarte
- Manual Torno HNC-21TDocumento25 páginasManual Torno HNC-21TYURLEY TATIANA VARGA TORDECILLA100% (1)
- Proyecto RoscadoDocumento13 páginasProyecto RoscadoEdmundo Lopez HernanadezAún no hay calificaciones
- Clase #5-1 Ejercicios Laminado en PDFDocumento12 páginasClase #5-1 Ejercicios Laminado en PDFQpaso MMGVo100% (1)
- Programacion Segun Codigo Iso Torno FagorDocumento9 páginasProgramacion Segun Codigo Iso Torno FagorxxtataxxAún no hay calificaciones
- Origen de Las Coordenadas CNCDocumento8 páginasOrigen de Las Coordenadas CNCalafia5Aún no hay calificaciones
- Practica No. 8 Medicion de PosicionDocumento14 páginasPractica No. 8 Medicion de PosicionMario Moreno FajardoAún no hay calificaciones
- Ejercicio Combinados de MecanizadosDocumento8 páginasEjercicio Combinados de MecanizadosLaura Emperatriz Coque GallegosAún no hay calificaciones
- Interpretación de Los Acabados Superficiales en Un PlanoDocumento3 páginasInterpretación de Los Acabados Superficiales en Un PlanoMichelle LópezAún no hay calificaciones
- Tips para Programación en CM Con Control FANUCDocumento6 páginasTips para Programación en CM Con Control FANUCCARLOSAún no hay calificaciones
- Ejercicio RefrentadoDocumento4 páginasEjercicio RefrentadoErlanDuarteAún no hay calificaciones
- Ing de Procesos Examen Parcial 2015Documento7 páginasIng de Procesos Examen Parcial 2015Said SotoAún no hay calificaciones
- G83 (Ciclo Fijo de Taladrado Profundo)Documento2 páginasG83 (Ciclo Fijo de Taladrado Profundo)Jesus MarinAún no hay calificaciones
- Manual Programacion Fanuc Ot 559bf7f32a4f3Documento17 páginasManual Programacion Fanuc Ot 559bf7f32a4f3Metalurgica VISILUAún no hay calificaciones
- Fresado de LevasDocumento6 páginasFresado de LevasBrian Sarzosa ZuletaAún no hay calificaciones
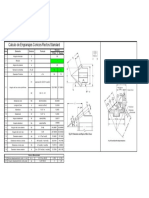
- Calculador de EngranajesDocumento1 páginaCalculador de EngranajesHERNANAún no hay calificaciones
- Pasos para El Ranurado y TaladradoDocumento7 páginasPasos para El Ranurado y TaladradoKevin Amaña FloresAún no hay calificaciones
- Fundamentacion Codigos G Y M HNC 21TDocumento8 páginasFundamentacion Codigos G Y M HNC 21TDIEGO ARMANDO VANEGAS DUQUEAún no hay calificaciones
- Resumen de Ciclos de FANUCDocumento4 páginasResumen de Ciclos de FANUCDavid ObrienAún no hay calificaciones
- Torno CNCDocumento20 páginasTorno CNClariza50% (2)
- Cuestionario CHAPA P2Documento9 páginasCuestionario CHAPA P2Jonathan Araya CarvajalAún no hay calificaciones
- Sesion Virtual: Semana 17 Operación Y Calculos Del Proceso de RectificadoDocumento11 páginasSesion Virtual: Semana 17 Operación Y Calculos Del Proceso de RectificadoIBAR SAUL MAMANI ALARCON100% (1)
- Fresadora ProblemasDocumento64 páginasFresadora ProblemasMiguel2694Aún no hay calificaciones
- Evaluacion FresadoraDocumento4 páginasEvaluacion Fresadoraretro73Aún no hay calificaciones
- TareaDocumento4 páginasTareaKairet SuloagaAún no hay calificaciones
- CNC Exercises Turning SpanishDocumento48 páginasCNC Exercises Turning Spanishjuan-dobleAún no hay calificaciones
- Plan de MaquinadoDocumento8 páginasPlan de Maquinadobrenda adrianoAún no hay calificaciones
- Tipos de VirutaDocumento31 páginasTipos de VirutaMiriam Trejo Martinez50% (2)
- c08 Plano de Ensamblaje DmacDocumento18 páginasc08 Plano de Ensamblaje DmacDavid CristhianAún no hay calificaciones
- Corte y PunzonadoDocumento3 páginasCorte y PunzonadoJulián VSAún no hay calificaciones
- TORNO Velocidad J Avance y Profundidad de CorteDocumento17 páginasTORNO Velocidad J Avance y Profundidad de CorteRicardo Maldonado100% (1)
- Engranajes Conicos Con Solid EdgeDocumento7 páginasEngranajes Conicos Con Solid EdgeoycohawkAún no hay calificaciones
- Calculo Engranajes Dientes RectosDocumento22 páginasCalculo Engranajes Dientes Rectoscabezon3Aún no hay calificaciones
- RoscadoDocumento3 páginasRoscadoDiego VegaAún no hay calificaciones
- Codigos para El Torno CNC DYNAMITEDocumento6 páginasCodigos para El Torno CNC DYNAMITEKevin Islas100% (1)
- Corokey 2007 Español ComprimidoDocumento213 páginasCorokey 2007 Español ComprimidoDiego AllendesAún no hay calificaciones
- M98 Llamado de Subprograma PDFDocumento6 páginasM98 Llamado de Subprograma PDFCasandy De Solano BallenaAún no hay calificaciones
- Codigo G para Torno CNC FanucDocumento6 páginasCodigo G para Torno CNC FanucGuille AraujoAún no hay calificaciones
- Guia Practica Torno (FINAL)Documento21 páginasGuia Practica Torno (FINAL)AlejandroAún no hay calificaciones
- Hoja de Procesos FinalizadoDocumento27 páginasHoja de Procesos FinalizadoGary TitoAún no hay calificaciones
- EMBUTIDODocumento45 páginasEMBUTIDOIkky JqAún no hay calificaciones
- Trabajo Practico No 4 - Diagrama Diente de Sierra y Variacion de VelocidadDocumento1 páginaTrabajo Practico No 4 - Diagrama Diente de Sierra y Variacion de Velocidadhgaczek-1Aún no hay calificaciones
- Ejercicios TornoDocumento12 páginasEjercicios TornoUriel RamírezAún no hay calificaciones
- Velocidad de Corte TornoDocumento3 páginasVelocidad de Corte TornoAndrewRAún no hay calificaciones
- TPN° 4 - Medición Directa e Indirecta de Ángulos PDFDocumento13 páginasTPN° 4 - Medición Directa e Indirecta de Ángulos PDFCharly MonterosAún no hay calificaciones
- Practica 9Documento7 páginasPractica 9Galilea BandaAún no hay calificaciones
- Deber Diseño 8Documento4 páginasDeber Diseño 8Roy Hidalgo67% (3)
- Torno Codigos G-MDocumento2 páginasTorno Codigos G-MJean Paul Giraldo SpatolaAún no hay calificaciones
- Cuestiones y Problemas Basicos1pp 2023 RespuestasDocumento12 páginasCuestiones y Problemas Basicos1pp 2023 Respuestasmariafe BellidoAún no hay calificaciones
- Ejercicio de Seminario Problemas FresadoDocumento13 páginasEjercicio de Seminario Problemas Fresadojhonbien1Aún no hay calificaciones
- Funciones G y M Torno Control SINUMERIK 810-820Documento2 páginasFunciones G y M Torno Control SINUMERIK 810-820Homer Texido FrangioniAún no hay calificaciones
- FRESADODocumento6 páginasFRESADOJudith CervantesAún no hay calificaciones
- EmbutidoDocumento11 páginasEmbutidoAldair Hernandez Santos100% (1)
- Hoja de Procesos CaballoDocumento2 páginasHoja de Procesos CaballogfdsacxzAún no hay calificaciones
- Proceso de Embutido v4Documento9 páginasProceso de Embutido v4César Manuel Linch PeñaAún no hay calificaciones
- Calculo - de - Engranajes - Conicos - Rectos - Standard 30-72 Dientes PDFDocumento1 páginaCalculo - de - Engranajes - Conicos - Rectos - Standard 30-72 Dientes PDFdeliaabreguAún no hay calificaciones
- Tallado Engranaje HelicoidalDocumento3 páginasTallado Engranaje HelicoidalRoberto Sanchez Rodriguez100% (1)
- Ciclo Fijo de Desbaste en Eje Z o transversal-FUSCODocumento7 páginasCiclo Fijo de Desbaste en Eje Z o transversal-FUSCOIvan FuscoAún no hay calificaciones
- CNC 012Documento29 páginasCNC 012Faustino DioAún no hay calificaciones
- CNC 012Documento29 páginasCNC 012carlosAún no hay calificaciones
- Proyecto de CajaDocumento33 páginasProyecto de Cajaangel guillen jaramilloAún no hay calificaciones
- Ejercicios de GasesDocumento3 páginasEjercicios de GasesKarol Laura Lucas0% (1)
- 40 1 - A13 EBRS 31 Matematicas Version 1Documento94 páginas40 1 - A13 EBRS 31 Matematicas Version 1Eradio Nuñez PompaAún no hay calificaciones
- 362 CaDocumento38 páginas362 CaalexisfagnoladAún no hay calificaciones
- Plano Fresado 1Documento1 páginaPlano Fresado 1Fernando Pasten FernandezAún no hay calificaciones
- Plano Eje Rosca M16Documento1 páginaPlano Eje Rosca M16Fernando Pasten FernandezAún no hay calificaciones
- Conversion UnidadesDocumento9 páginasConversion UnidadesMaría Claudia Alvarez Araut100% (1)
- 01 Concertacióndeauto-Diagnóstico PDFDocumento1 página01 Concertacióndeauto-Diagnóstico PDFHector Ariel HNAún no hay calificaciones
- Mult MetroDocumento14 páginasMult MetroFernando Pasten FernandezAún no hay calificaciones
- ExámenesDocumento19 páginasExámenesMaw SantosAún no hay calificaciones
- Plano Eje ConoDocumento1 páginaPlano Eje ConoFernando Pasten FernandezAún no hay calificaciones
- Material Omcn Progr CF g81 T ChaflanDocumento2 páginasMaterial Omcn Progr CF g81 T ChaflanFernando Pasten FernandezAún no hay calificaciones
- Alineamientonuevo ConversionDocumento100 páginasAlineamientonuevo ConversionFelix OlAún no hay calificaciones
- EJEMPLOS Programacion Fanuc OtDocumento17 páginasEJEMPLOS Programacion Fanuc Otchicho640490% (59)
- Material Omcn Progr Planeado FDocumento3 páginasMaterial Omcn Progr Planeado FFernando Pasten FernandezAún no hay calificaciones
- Plano Fresado G88Documento1 páginaPlano Fresado G88Fernando Pasten FernandezAún no hay calificaciones
- Guia Ev Oleoh 4a CbombasDocumento1 páginaGuia Ev Oleoh 4a CbombasFernando Pasten FernandezAún no hay calificaciones
- Mantenimiento IndustrialDocumento7 páginasMantenimiento IndustrialFernando Pasten FernandezAún no hay calificaciones
- Guía Rápida Del OEEDocumento2 páginasGuía Rápida Del OEEMaykAún no hay calificaciones
- Lubricant EsDocumento33 páginasLubricant EsFernando Pasten FernandezAún no hay calificaciones
- Las 5SDocumento11 páginasLas 5SFernando Pasten FernandezAún no hay calificaciones
- Calculo Veloc Corte AvanceDocumento8 páginasCalculo Veloc Corte AvanceFernando Pasten FernandezAún no hay calificaciones
- Elementos MecanicosDocumento73 páginasElementos Mecanicostimeconntrol100% (1)
- Curso AutoCAD PDFDocumento198 páginasCurso AutoCAD PDFkaskdos100% (4)
- 1851 FresadoraDocumento105 páginas1851 FresadoraJaime Luis Barrios DurangoAún no hay calificaciones
- 2020 Operador de Maquinas PDFDocumento218 páginas2020 Operador de Maquinas PDFgermanAún no hay calificaciones
- Velocidades de CorteDocumento28 páginasVelocidades de CorteFernando Pasten FernandezAún no hay calificaciones
- Plano Soporte BaseDocumento1 páginaPlano Soporte BaseFernando Pasten FernandezAún no hay calificaciones
- Electroneumática. Sena FestoDocumento167 páginasElectroneumática. Sena FestoAnonymous UYDrrKxmf0% (1)
- Diagrama de ParetoDocumento23 páginasDiagrama de ParetoFernando Pasten FernandezAún no hay calificaciones
- Descripción Del Proyecto: 3. Muro de Contencion en VoladizoDocumento16 páginasDescripción Del Proyecto: 3. Muro de Contencion en VoladizoYhon Cleder Ventocilla YarasquiAún no hay calificaciones
- Formato Diario de Produccion Ayo-Andamayo 14-10-2023Documento1 páginaFormato Diario de Produccion Ayo-Andamayo 14-10-2023sumajer JeanAún no hay calificaciones
- Funciones de EvaluadoresDocumento3 páginasFunciones de EvaluadoreselvisruizAún no hay calificaciones
- Buenas Practicas Constructivas Actuales en Las Edificaciones PDFDocumento81 páginasBuenas Practicas Constructivas Actuales en Las Edificaciones PDFjorge ochoa medinaAún no hay calificaciones
- Rubros Grafiado PDFDocumento51 páginasRubros Grafiado PDFFabian OrralaAún no hay calificaciones
- Manual de Construccion de Puentes 5Documento85 páginasManual de Construccion de Puentes 5Felipe Cahuana CastroAún no hay calificaciones
- Descripción:: Propiedades Mecanicas F R A Norma Equivalente % KG/MM KG/MMDocumento5 páginasDescripción:: Propiedades Mecanicas F R A Norma Equivalente % KG/MM KG/MMRodrigo Chauca LópezAún no hay calificaciones
- TDR Serv Encofrado DesencofradoDocumento14 páginasTDR Serv Encofrado Desencofradopaul pcAún no hay calificaciones
- Cemento TiposDocumento1 páginaCemento TiposCarlos RodilesAún no hay calificaciones
- Gaviones Y CUNETADocumento4 páginasGaviones Y CUNETAFrank CarranzaAún no hay calificaciones
- Tablas Columnas Excéntricas.1Documento39 páginasTablas Columnas Excéntricas.1Santiago Simbaqueva FigueroaAún no hay calificaciones
- Procedimiento de Trabajo Seguro Proyecto Estacion de CombustibleDocumento15 páginasProcedimiento de Trabajo Seguro Proyecto Estacion de CombustibleMarisol AmadorAún no hay calificaciones
- Lista de Chequeo para Trabajo en AlturasDocumento3 páginasLista de Chequeo para Trabajo en AlturasCarol AriasAún no hay calificaciones
- UMD Swenson Civil Engineering BuildingDocumento10 páginasUMD Swenson Civil Engineering BuildingFelipe BernalAún no hay calificaciones
- Formato Control de ExtintoresDocumento1 páginaFormato Control de ExtintoresAdministracion AndymaqAún no hay calificaciones
- Comprobación Judicial en Chile de MuertesDocumento5 páginasComprobación Judicial en Chile de Muertesryc.aitoolsAún no hay calificaciones
- S15.s1 - MATERIAL - CUESTIONAMIENTO A LA ARQUITECTURA MODERNADocumento109 páginasS15.s1 - MATERIAL - CUESTIONAMIENTO A LA ARQUITECTURA MODERNAitalym soteloAún no hay calificaciones
- Costos Unitarios Mirador TuristicoDocumento28 páginasCostos Unitarios Mirador TuristicoJose Luis Maravi Castillo100% (1)
- Exposicion San Juan Del Cap AndiaDocumento101 páginasExposicion San Juan Del Cap AndiaOscar Enrique Andia Matos100% (1)
- Sistema DiedroDocumento6 páginasSistema DiedroTwisted LowellAún no hay calificaciones
- Huella-Ecologica GwadelDocumento61 páginasHuella-Ecologica GwadelJuan Carlos Cam BernuyAún no hay calificaciones
- Calculo de Materiales Por ViviendaDocumento4 páginasCalculo de Materiales Por ViviendaFranco Mamani MaytaAún no hay calificaciones
- Sce PR 121 0003 00 Planta de Vaporizacin GLP Isomtrico de CaerasDocumento1 páginaSce PR 121 0003 00 Planta de Vaporizacin GLP Isomtrico de CaerasGasindur ValladolidAún no hay calificaciones
- Especificaciones TecnicasDocumento31 páginasEspecificaciones TecnicasTitoCoralMacedoAún no hay calificaciones
- Calculo de Dosificación de ConcretoDocumento5 páginasCalculo de Dosificación de ConcretoCursos IngenieriaAún no hay calificaciones
- JT de GaliciaDocumento15 páginasJT de GaliciaErikaSánchez-MiguelAún no hay calificaciones
- EXAMEN de APLAZADOS CP 21-1Documento2 páginasEXAMEN de APLAZADOS CP 21-1Junior SucasacaAún no hay calificaciones
- 2DA CLASE Sistema Aporticado PDFDocumento61 páginas2DA CLASE Sistema Aporticado PDFestheter0% (1)
- Lengua 1Documento6 páginasLengua 1candela gomezAún no hay calificaciones
- Calculo de Rendimeinto de Transporte de AgregadoDocumento4 páginasCalculo de Rendimeinto de Transporte de AgregadoErlins Ali Caldas Rueda100% (1)