También podría gustarte
- Glosario Terminos VeterinariosDocumento32 páginasGlosario Terminos VeterinariosLino Aldo Trujillo54% (24)
- Cálculo y diseño de estructuras de materiales compuestos de fibra de vidrioDe EverandCálculo y diseño de estructuras de materiales compuestos de fibra de vidrioAún no hay calificaciones
- NCh0703 1971Documento9 páginasNCh0703 1971Luis Andres Pradenas FuentesAún no hay calificaciones
- S 102-87 Obras Medianas de Hormigón Simple Y Armado (ICH - Especificaciones Técnicas)Documento10 páginasS 102-87 Obras Medianas de Hormigón Simple Y Armado (ICH - Especificaciones Técnicas)julion1985Aún no hay calificaciones
- Aws Manual PDFDocumento28 páginasAws Manual PDFfelipe romo vargasAún no hay calificaciones
- NCh0702-71 ACEROS - PLANCHAS PDFDocumento9 páginasNCh0702-71 ACEROS - PLANCHAS PDFJohn Alejandro De La Cruz MejiasAún no hay calificaciones
- 2012norma1090-UNE EN 1090 2 y 3 JesusGrijalvo PDFDocumento67 páginas2012norma1090-UNE EN 1090 2 y 3 JesusGrijalvo PDFdavih007Aún no hay calificaciones
- Astm B 633-98 EspDocumento8 páginasAstm B 633-98 EspBeto HurtadoAún no hay calificaciones
- Delincuente LocoDocumento7 páginasDelincuente LocoCamila Jimenez100% (1)
- Bbosch GalvanizadoDocumento20 páginasBbosch GalvanizadoGonzalo ContrerasAún no hay calificaciones
- Visuales SSPCDocumento2 páginasVisuales SSPCdietersima100% (1)
- ACI 318S-05 Requisitos de Rglamento para Concreto Estructural y ComentarioDocumento2 páginasACI 318S-05 Requisitos de Rglamento para Concreto Estructural y ComentarioNelson Saul RoblesAún no hay calificaciones
- NCh0207 56 ACERO RemachesDocumento7 páginasNCh0207 56 ACERO RemachesjaimeAún no hay calificaciones
- Discontinuidad en SoldadurasDocumento37 páginasDiscontinuidad en Soldaduraslavm0041Aún no hay calificaciones
- STUD - EnsayoDocumento1 páginaSTUD - EnsayoSergio Meza0% (1)
- Equivalencia de AcerosDocumento5 páginasEquivalencia de AcerosmetalstratoAún no hay calificaciones
- NCh0206-56 ACEROS - Pernos PDFDocumento9 páginasNCh0206-56 ACEROS - Pernos PDFjaimeAún no hay calificaciones
- NCh0501-70 ACEROS ENSAYOS...Documento11 páginasNCh0501-70 ACEROS ENSAYOS...John Alejandro De La Cruz MejiasAún no hay calificaciones
- Traduccion DVSDocumento3 páginasTraduccion DVScesarAún no hay calificaciones
- Normas GalvanizacionDocumento3 páginasNormas GalvanizacionFernando LedesmaAún no hay calificaciones
- Aws D1.5 PDFDocumento13 páginasAws D1.5 PDFsergioAún no hay calificaciones
- Twilight Catalogo Corrosion 2013Documento94 páginasTwilight Catalogo Corrosion 2013Francisco RenteriaAún no hay calificaciones
- PE715 Proceso Reparacion de Soldaduras Rev 1Documento8 páginasPE715 Proceso Reparacion de Soldaduras Rev 1Carlos Cesar Rosas PuyoAún no hay calificaciones
- Normas Astm 1 PDFDocumento66 páginasNormas Astm 1 PDFWilman Avila SanmartínAún no hay calificaciones
- Cuadro TorqueDocumento1 páginaCuadro TorqueEsteban AyalaAún no hay calificaciones
- NCh0223-99 Planchas AcanaladasDocumento7 páginasNCh0223-99 Planchas AcanaladasjaimeAún no hay calificaciones
- TES Pintura Intumescentes (Tabla) PDFDocumento152 páginasTES Pintura Intumescentes (Tabla) PDFjalburqu8502100% (1)
- Procedimiento AwsDocumento27 páginasProcedimiento AwsAndres Eloy Castro VillaltaAún no hay calificaciones
- NCH 209 Of72 Acero - Planchas Gruesas - Especif PDFDocumento11 páginasNCH 209 Of72 Acero - Planchas Gruesas - Especif PDFMarioAún no hay calificaciones
- NCH 170Documento106 páginasNCH 170Javier Fernando Morales BuhlAún no hay calificaciones
- Calificacion Paso A Paso Del Soldador CoDocumento16 páginasCalificacion Paso A Paso Del Soldador CoOsly Alvarez cruz100% (1)
- NCh0215 - 1979Documento9 páginasNCh0215 - 1979Francisco Javier Vasquez ChacanaAún no hay calificaciones
- D.sumidero InstalacionDocumento14 páginasD.sumidero InstalacionRodrigoAún no hay calificaciones
- Programa Del Curso para Inspector de Soldadura, Modulo 1-InTIDocumento3 páginasPrograma Del Curso para Inspector de Soldadura, Modulo 1-InTINelson AzinAún no hay calificaciones
- 041 NCh205 1969Documento13 páginas041 NCh205 1969esaraviaAún no hay calificaciones
- ASME SECCION V ARTÍCULO 7 - 2015, en EspañolDocumento41 páginasASME SECCION V ARTÍCULO 7 - 2015, en EspañolDiego DiazAún no hay calificaciones
- Astm c33 03 EspaolDocumento15 páginasAstm c33 03 Espaolvictor zeronAún no hay calificaciones
- SPG 3 Vehiculo de Inspección FerroviarioDocumento2 páginasSPG 3 Vehiculo de Inspección FerroviarioA Ed CardAún no hay calificaciones
- Nch0208 56 Acero TuercasDocumento9 páginasNch0208 56 Acero TuercasjaimeAún no hay calificaciones
- Ficha Técnica Resina HIT HY 200Documento43 páginasFicha Técnica Resina HIT HY 200Jheisson Andres Rodriguez ZambranoAún no hay calificaciones
- Puentes Aws D1.5Documento8 páginasPuentes Aws D1.5HM Innovametal100% (2)
- NCh292 1960 PDFDocumento27 páginasNCh292 1960 PDFNabucodonosor6969Aún no hay calificaciones
- Traduccion ASTM A36 08 PDFDocumento4 páginasTraduccion ASTM A36 08 PDFHéctor AtzinAún no hay calificaciones
- Tecnologia Sika Grout PDFDocumento12 páginasTecnologia Sika Grout PDFkerenAún no hay calificaciones
- ASTM A385 EspañolDocumento13 páginasASTM A385 EspañolFelipe Alterado100% (2)
- Dvs 2203-2 EspañolDocumento3 páginasDvs 2203-2 EspañolLuis Mauricio Astudillo100% (1)
- Soldadura ExotérmicaDocumento12 páginasSoldadura ExotérmicaYustiz AngelAún no hay calificaciones
- Astm 385-03Documento13 páginasAstm 385-03pilo111Aún no hay calificaciones
- Patologías de Las Uniones SoldadasDocumento48 páginasPatologías de Las Uniones SoldadasDouglas Misael EscobarAún no hay calificaciones
- NCH 0201 of 1968 Acero - Ensayo de Doblado de Planchas de Espesor Superior o Igual A 3mm, BarrasDocumento13 páginasNCH 0201 of 1968 Acero - Ensayo de Doblado de Planchas de Espesor Superior o Igual A 3mm, BarrasJulio CesarAún no hay calificaciones
- Ultrasonidos: Nivel IIDe EverandUltrasonidos: Nivel IICalificación: 5 de 5 estrellas5/5 (1)
- Dureza Galvanizado Hot-DipDocumento8 páginasDureza Galvanizado Hot-Dipifree spiritAún no hay calificaciones
- Norma Galvanizado Caliente ASTM-A123Documento9 páginasNorma Galvanizado Caliente ASTM-A123Vincent Conco VegaAún no hay calificaciones
- Reparación GalvanizadoDocumento3 páginasReparación GalvanizadoCarlos Maldonado SalazarAún no hay calificaciones
- Bandejas Portacables Metálicas Galvanizadas en CalienteDocumento32 páginasBandejas Portacables Metálicas Galvanizadas en CalienteAgusmcarmen NosotrosAún no hay calificaciones
- Requisitos de RevestimientoDocumento13 páginasRequisitos de RevestimientoFabian Hernandez MartinezAún no hay calificaciones
- Astm A123-17 EspañolDocumento23 páginasAstm A123-17 Españolvargas35Aún no hay calificaciones
- Cincado y CorrosionDocumento10 páginasCincado y Corrosionfreeware free100% (1)
- TRABAJO FINAL Proceso GalvanizadoDocumento22 páginasTRABAJO FINAL Proceso GalvanizadoSUSANA ORTEGAAún no hay calificaciones
- Defectos en Piezas Galvanizadas Muy GrandesDocumento4 páginasDefectos en Piezas Galvanizadas Muy GrandesJuan Ayala ValdebenitoAún no hay calificaciones
- Galvanizado - CapacitacionDocumento34 páginasGalvanizado - Capacitacionalexander100% (1)
- Procedimiento de Galvanizado en Caliente Según La Norma Astm A 123Documento6 páginasProcedimiento de Galvanizado en Caliente Según La Norma Astm A 123mariaAún no hay calificaciones
- Analisis Estructural - Juan TomasDocumento698 páginasAnalisis Estructural - Juan TomasXaVi Lugo100% (21)
- Mecanica de Los Suelos en La Practica de La Geologia Aplicada A La IngenieriaDocumento130 páginasMecanica de Los Suelos en La Practica de La Geologia Aplicada A La IngenieriaMartin Hugo GiacomazziAún no hay calificaciones
- Compendio de Tecnologia Del Hormigón PDFDocumento135 páginasCompendio de Tecnologia Del Hormigón PDFChristian Sepulveda Rebolledo100% (4)
- Curso Básico de Calculo y Diseño de Estructuras MetálicasDocumento256 páginasCurso Básico de Calculo y Diseño de Estructuras MetálicasMartin Hugo GiacomazziAún no hay calificaciones
- Lectio DivinaDocumento23 páginasLectio DivinaCésar Augusto González CaballeroAún no hay calificaciones
- Economía de La Salud - Apuntes Clases Parte 1 - ParajeDocumento12 páginasEconomía de La Salud - Apuntes Clases Parte 1 - ParajeMarcelo Rodrigo RiffoAún no hay calificaciones
- Tec. Del ConcretoDocumento20 páginasTec. Del ConcretoCesarAugustoGonzálezHernándezAún no hay calificaciones
- Endress-Hauser Unifit H CPA442 ESDocumento5 páginasEndress-Hauser Unifit H CPA442 ESalejandroAún no hay calificaciones
- GenoiseDocumento5 páginasGenoiseJULYAún no hay calificaciones
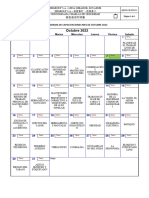
- Cronograma Charlas Mes de Oct-2022Documento1 páginaCronograma Charlas Mes de Oct-2022John Paucar RamosAún no hay calificaciones
- ConclusionDocumento2 páginasConclusionAlejandro HernandezAún no hay calificaciones
- Barrutia AlDocumento76 páginasBarrutia AlFidel TupanoAún no hay calificaciones
- El Caracol Que Crece en Los VolcanesDocumento15 páginasEl Caracol Que Crece en Los VolcanesNestor LopezAún no hay calificaciones
- 3 Entrevista Socioemocional 2022 B. MediaDocumento8 páginas3 Entrevista Socioemocional 2022 B. MediaVictoria SolorzanoAún no hay calificaciones
- Guía de Aves Air-EDocumento160 páginasGuía de Aves Air-ELebanah RosalesAún no hay calificaciones
- Fuerza MuscularDocumento13 páginasFuerza MuscularAnaKarelya Bermudez BittarAún no hay calificaciones
- Recal Ficha Termoestufa A Pellet Uniclima SofiaDocumento1 páginaRecal Ficha Termoestufa A Pellet Uniclima SofiaPabloRuizOlivaAún no hay calificaciones
- Cuento ImportanDocumento125 páginasCuento ImportanMari Carmen Martínez MongeAún no hay calificaciones
- Elaboración Del Informe Médico de Lesiones PDFDocumento4 páginasElaboración Del Informe Médico de Lesiones PDFNubia Valdez Ordoñez100% (1)
- Tema 2 Niveles de Organizacion BiologicaDocumento28 páginasTema 2 Niveles de Organizacion BiologicaMauricio AmtAún no hay calificaciones
- Fisiopatologia de La IctericiaDocumento21 páginasFisiopatologia de La IctericiaJessica Zuñiga100% (3)
- Tarea 5 Teoria de Los TestDocumento8 páginasTarea 5 Teoria de Los TestDarlenySueroAún no hay calificaciones
- Fibrilacion Auricular en UrgenciasDocumento3 páginasFibrilacion Auricular en Urgenciasww.pacourgencias.blogspot.comAún no hay calificaciones
- Monografia Causas y Consecuencias Del Narcotrafico en El PeruDocumento41 páginasMonografia Causas y Consecuencias Del Narcotrafico en El PeruVictorManuelAún no hay calificaciones
- Evolución Histórica de Las Formas FarmacéuticasDocumento32 páginasEvolución Histórica de Las Formas FarmacéuticasJeeniffer CookieeAún no hay calificaciones
- Auditoria en SaludDocumento14 páginasAuditoria en SaludAkeimy StylinsonAún no hay calificaciones
- Informe de Intro. Equipos IndustrialesDocumento8 páginasInforme de Intro. Equipos Industrialesjhamer rivera nuñezAún no hay calificaciones
- ETS Secrecion VaginalDocumento42 páginasETS Secrecion VaginalTarin Dariana mosqueraAún no hay calificaciones
- Charlas 5 Minutos (Supervisores y Jefes de Terreno)Documento294 páginasCharlas 5 Minutos (Supervisores y Jefes de Terreno)oscarAún no hay calificaciones
- Medidas de Proteccion (Dipam)Documento35 páginasMedidas de Proteccion (Dipam)Katherin StephanieAún no hay calificaciones
- Objetivos Del MilenioDocumento3 páginasObjetivos Del Milenioasesorias acconttarAún no hay calificaciones
- Seguridad para El Personal de Bomberos - Nfpa 1500Documento20 páginasSeguridad para El Personal de Bomberos - Nfpa 1500jaimeAún no hay calificaciones