También podría gustarte
- EBMDocumento25 páginasEBMsferrand100% (1)
- 30 Glosario de Aluminio Raquel DubrovskyDocumento36 páginas30 Glosario de Aluminio Raquel DubrovskyAgustinTraduccionesAún no hay calificaciones
- Simulacion de Laminado en Caliente en ComsolDocumento9 páginasSimulacion de Laminado en Caliente en Comsolcepi suaveAún no hay calificaciones
- Guías educativas: para el procesamiento, caracterización y aplicaciones de recubrimientos-capas delgadasDe EverandGuías educativas: para el procesamiento, caracterización y aplicaciones de recubrimientos-capas delgadasAún no hay calificaciones
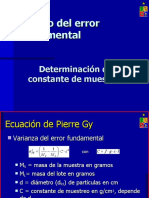
- Constante de Muestreo PIERRE GYDocumento43 páginasConstante de Muestreo PIERRE GYManuel Aguirre80% (5)
- Protección de superficies. TMVL0509De EverandProtección de superficies. TMVL0509Aún no hay calificaciones
- Soldadura MAG de chapas de acero al carbono. FMEC0210De EverandSoldadura MAG de chapas de acero al carbono. FMEC0210Aún no hay calificaciones
- NTC 3320 GalvanizadoDocumento22 páginasNTC 3320 GalvanizadoomarAún no hay calificaciones
- Manual Inspector de Construcciones SoldadasDocumento13 páginasManual Inspector de Construcciones SoldadasoaperuchenaAún no hay calificaciones
- Como Evitar La Oxidacion en MetalesDocumento8 páginasComo Evitar La Oxidacion en MetalesJenny Garcia67% (6)
- Interpretación MetalografiaDocumento309 páginasInterpretación Metalografiadaniel_maldonado23100% (1)
- Aluminio y Sus AleacionesDocumento44 páginasAluminio y Sus AleacioneschristianAún no hay calificaciones
- Inspección de SoldaduraDocumento17 páginasInspección de SoldaduraBeba1919Aún no hay calificaciones
- Barras de Acero Al Carbono Lisas y Corrugadas para RefuerzoDocumento24 páginasBarras de Acero Al Carbono Lisas y Corrugadas para RefuerzoCristian GarciaAún no hay calificaciones
- Práctica MetalografíaDocumento11 páginasPráctica MetalografíaAlfredo Robles SánchezAún no hay calificaciones
- Manual Detector de Defectos de Revestimientos PDFDocumento69 páginasManual Detector de Defectos de Revestimientos PDFEsteban CarrizoAún no hay calificaciones
- IWE - Tema 1.5. Rev3 - DEFDocumento37 páginasIWE - Tema 1.5. Rev3 - DEFJosé SandovalAún no hay calificaciones
- Origen de Defectos en Alambron y Otros P PDFDocumento10 páginasOrigen de Defectos en Alambron y Otros P PDFsantiago gonzalezAún no hay calificaciones
- ZincDocumento37 páginasZincFrank CaritasAún no hay calificaciones
- HEA Adicional - Mantenimiento de PanelesDocumento37 páginasHEA Adicional - Mantenimiento de PanelesJorge Madias100% (1)
- Introduccion A Cienia Ingenieria de Materiales 2011-CorregidoDocumento104 páginasIntroduccion A Cienia Ingenieria de Materiales 2011-CorregidoKarla AncoAún no hay calificaciones
- Metales Resistentes A La CorrosiónDocumento5 páginasMetales Resistentes A La CorrosiónFELIXRODRIGUEZ12Aún no hay calificaciones
- Control de La Corrosión y Como EvitarlaDocumento3 páginasControl de La Corrosión y Como EvitarlaGabriela CalzadillaAún no hay calificaciones
- Modelación Matemática Del Proceso Tempcore para La Producción de Varillas de Acero de Alta ResistenciaDocumento138 páginasModelación Matemática Del Proceso Tempcore para La Producción de Varillas de Acero de Alta Resistencialorena14Aún no hay calificaciones
- Proceso de GalvanizadoDocumento24 páginasProceso de GalvanizadoRaizer RodriguezAún no hay calificaciones
- Buenas Practicas Del Proceso de Galvanizacion en CalienteDocumento78 páginasBuenas Practicas Del Proceso de Galvanizacion en Calienteguibian100% (1)
- Particulas Magneticas Nivel II - Mario MontenegroDocumento47 páginasParticulas Magneticas Nivel II - Mario Montenegromario9andres9monteneAún no hay calificaciones
- Acero InoxidableDocumento10 páginasAcero Inoxidablechilenotapia100% (1)
- ENAS0110Documento45 páginasENAS01101147forAún no hay calificaciones
- Guia para La Inspeccion Visual de Soldaduras AWS B1.11Documento19 páginasGuia para La Inspeccion Visual de Soldaduras AWS B1.11Antonio Juantok100% (1)
- Aspectos Tecnicos de Fibra CeramicaDocumento11 páginasAspectos Tecnicos de Fibra CeramicaCarlos Raúl Díaz OrtegaAún no hay calificaciones
- Diseno de Plantas de Procesos Quimicos LDocumento191 páginasDiseno de Plantas de Procesos Quimicos LRobert Willy Candela CamposAún no hay calificaciones
- Aceros InoxidablesDocumento13 páginasAceros InoxidablesJosé FernándezAún no hay calificaciones
- Diseño y Fabricacion de Un Cuadro de BicicletaDocumento18 páginasDiseño y Fabricacion de Un Cuadro de BicicletaGUSTAVO ANGEL PEREZ OCANAAún no hay calificaciones
- Pract 4. Teoría Lab. MacroDocumento10 páginasPract 4. Teoría Lab. MacrorosamelAún no hay calificaciones
- Soldadura de AluminioDocumento18 páginasSoldadura de Aluminioapi-118986524Aún no hay calificaciones
- Tratamientos TermicosDocumento14 páginasTratamientos TermicosjesusAún no hay calificaciones
- Ensayo - Proceso de Fundicion en Espuma Perdida para La Fabricacion de AutopartesDocumento1 páginaEnsayo - Proceso de Fundicion en Espuma Perdida para La Fabricacion de AutopartesJuan Fernando Cano LarrotaAún no hay calificaciones
- Lab 1 FracturaDocumento16 páginasLab 1 FracturaBryam Jesus Salvador VejaranoAún no hay calificaciones
- MetalografiaDocumento8 páginasMetalografiaRicardoModestoNúñezVásquezAún no hay calificaciones
- Soldabilidad de Los Aceros Al CarbonDocumento36 páginasSoldabilidad de Los Aceros Al CarbonangelAún no hay calificaciones
- Extrusion de Perfiles de AluminioDocumento92 páginasExtrusion de Perfiles de Aluminioelmarda0% (1)
- Soldadora Inverter EleccionDocumento29 páginasSoldadora Inverter EleccionYurka YurkkaAún no hay calificaciones
- MetalografiaDocumento6 páginasMetalografiaYsfranny SantaellaAún no hay calificaciones
- CLASE, Colada, DefectologíaDocumento18 páginasCLASE, Colada, DefectologíaJose Jonas AlfaroAún no hay calificaciones
- E18 4861-EspDocumento38 páginasE18 4861-EspMariela Belén100% (2)
- Tesis GalvanizadoDocumento265 páginasTesis Galvanizadoivan10204100% (4)
- Norma Astm b117Documento22 páginasNorma Astm b117Mostri MostriAún no hay calificaciones
- Discontinuidad y Defectos en SoldaduraDocumento10 páginasDiscontinuidad y Defectos en SoldaduraEduardo NarvaezAún no hay calificaciones
- Corrosión en La Industria PetroleraDocumento6 páginasCorrosión en La Industria PetroleraSebastian Gonzalez LoperaAún no hay calificaciones
- Articulo Galvanizado PDFDocumento64 páginasArticulo Galvanizado PDFPedro Barcelo100% (1)
- Normas para Productos de Aceros-CompendioDocumento71 páginasNormas para Productos de Aceros-CompendioDavid Galindo BaronAún no hay calificaciones
- Manual GalvanoDocumento61 páginasManual Galvanoarmando bobadillaAún no hay calificaciones
- Carbono EquivalenteDocumento6 páginasCarbono EquivalenteEl PatonAún no hay calificaciones
- Acabados de Superficies EduardoalejandrocastillochavezDocumento45 páginasAcabados de Superficies Eduardoalejandrocastillochavezdante170889Aún no hay calificaciones
- Ensayos de Corrosión en LaboratorioDocumento44 páginasEnsayos de Corrosión en LaboratorioSandra AriasAún no hay calificaciones
- Guia Galvanizado 24nov14+ (1) Completo EspañolDocumento64 páginasGuia Galvanizado 24nov14+ (1) Completo EspañolventasmedAún no hay calificaciones
- Informe FundiciónDocumento5 páginasInforme FundiciónErickGonzalezFrancoAún no hay calificaciones
- TRATAMIENTO TERMOQUICO Borurado y SulfunizacionDocumento19 páginasTRATAMIENTO TERMOQUICO Borurado y SulfunizacionCardenas Donay KinAún no hay calificaciones
- Sensores electroquímicos: Teoría y aplicacionesDe EverandSensores electroquímicos: Teoría y aplicacionesAún no hay calificaciones
- Estructura de Los MineralesDocumento6 páginasEstructura de Los MineralesArmandoVillavicencioCalcina100% (2)
- Lab 9Documento6 páginasLab 9Miguel VilcaAún no hay calificaciones
- Etapas de ClinckerizacionDocumento8 páginasEtapas de ClinckerizacionAnonymous PSYFnpcAún no hay calificaciones
- Corrosions Por Ataque SelectivoDocumento10 páginasCorrosions Por Ataque SelectivoAnlles ChicaizaAún no hay calificaciones
- Metales No Ferrosos AluminioDocumento48 páginasMetales No Ferrosos AluminioJuan José VisentinAún no hay calificaciones
- Mallqui 1Documento8 páginasMallqui 1Aldo Alvarez SalvadorAún no hay calificaciones
- Examen Parcial - Semana 4 - INV - PRIMER BLOQUE-PROCESOS INDUSTRIALES - (GRUPO5) PDFDocumento10 páginasExamen Parcial - Semana 4 - INV - PRIMER BLOQUE-PROCESOS INDUSTRIALES - (GRUPO5) PDFricardoAún no hay calificaciones
- Angulo de RemateDocumento2 páginasAngulo de RemateLIZ ALCUDIA ALCUDIAAún no hay calificaciones
- Presentación ManufacturaDocumento20 páginasPresentación Manufacturadaniel2056Aún no hay calificaciones
- Lista de Equipos para LaboratorioDocumento2 páginasLista de Equipos para LaboratorioJose Jarol Mirano SoplaAún no hay calificaciones
- Ensayo de Doblez - ANGIE MELISSADocumento6 páginasEnsayo de Doblez - ANGIE MELISSAYan GuerreroAún no hay calificaciones
- Zinc y ZamakDocumento6 páginasZinc y ZamakAlberto Morales LópezAún no hay calificaciones
- Hidrometalurgia - Planta Concentradora Santa MariaDocumento12 páginasHidrometalurgia - Planta Concentradora Santa MariaOliviet Wilfredo Roca CuyubambaAún no hay calificaciones
- Trabajo Forja 2.6-1Documento11 páginasTrabajo Forja 2.6-1Carlos DZ VargasAún no hay calificaciones
- Amalgam ADocumento6 páginasAmalgam AMirya Sanchez SalazarAún no hay calificaciones
- LabsDocumento21 páginasLabsElvis Alonso Diaz VizcardoAún no hay calificaciones
- 8.1 Ejercicio Propuesto 2 Al 5-Valorizacion de Minerales y ConcentradosDocumento2 páginas8.1 Ejercicio Propuesto 2 Al 5-Valorizacion de Minerales y ConcentradosBrian TeranAún no hay calificaciones
- 7.-SolucionNomenclatura 1º BachilleratoDocumento19 páginas7.-SolucionNomenclatura 1º BachilleratoFoxGirleAún no hay calificaciones
- Aisi 5050Documento2 páginasAisi 5050Dimas Rodriguez100% (1)
- Todo Sobre El AluminioDocumento10 páginasTodo Sobre El AluminioJordan Garcia CruzAún no hay calificaciones
- Infografia AleacionesDocumento2 páginasInfografia AleacionesJuan Carlos Cuevas MoralesAún no hay calificaciones
- Ensayo U7Documento16 páginasEnsayo U7EDREI GAMALIEL DEL ANGEL GONZALEZAún no hay calificaciones
- Proceso PirometalúrgicoDocumento67 páginasProceso PirometalúrgicoFrancisco100% (1)
- Sistemas CristalinosDocumento11 páginasSistemas CristalinosJhean Pierre FuentesAún no hay calificaciones
- Tabulador de Salarios 16.04.2019Documento22 páginasTabulador de Salarios 16.04.2019Marcel AntonioAún no hay calificaciones
- Fórmula #202 Esmaltes Crudos de Muy Baja TemperaturaDocumento6 páginasFórmula #202 Esmaltes Crudos de Muy Baja TemperaturaAndrea Garrone100% (1)
- YACIMIENTOS TIPO IOCGpdfDocumento39 páginasYACIMIENTOS TIPO IOCGpdfAlejandro CaceresAún no hay calificaciones
- AntaminaDocumento6 páginasAntaminaHenry VasquezAún no hay calificaciones
- Excel Repaso GeneralDocumento505 páginasExcel Repaso GeneralNADIA JULIANA SANCHEZ VILLALOBOSAún no hay calificaciones