También podría gustarte
- NACE SP 0207-2007 Realización de Relev. de Potenciales de Intervalo Cerc...Documento67 páginasNACE SP 0207-2007 Realización de Relev. de Potenciales de Intervalo Cerc...Pablo BarrosAún no hay calificaciones
- Nom 020 STPS 2011Documento16 páginasNom 020 STPS 2011Estefani Castillo Garcia100% (1)
- Guías educativas: para el procesamiento, caracterización y aplicaciones de recubrimientos-capas delgadasDe EverandGuías educativas: para el procesamiento, caracterización y aplicaciones de recubrimientos-capas delgadasAún no hay calificaciones
- FiatDocumento456 páginasFiatlufranju84% (32)
- Ondas GuiadaDocumento22 páginasOndas GuiadaCesar Torres100% (1)
- Deflexion, Pandeo y SoldaduraDocumento19 páginasDeflexion, Pandeo y SoldaduraJeferson Calderon YalleAún no hay calificaciones
- Propiedades Mecanicas-FracturasDocumento203 páginasPropiedades Mecanicas-FracturasFher GVAún no hay calificaciones
- Modelo Api RP 581 para El Calculo Del Riesgo Financiero en El Mantenimiento Del Equipo EstaticoDocumento17 páginasModelo Api RP 581 para El Calculo Del Riesgo Financiero en El Mantenimiento Del Equipo EstaticoLUISAún no hay calificaciones
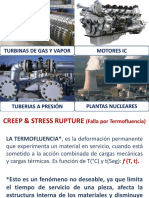
- Creep and Stress RuptureDocumento27 páginasCreep and Stress RuptureJORGE FREJA MACIAS100% (1)
- MetalografiaDocumento3 páginasMetalografiaJorge Enrique Cardenas Garcia100% (1)
- Tipos de CorrosiónDocumento12 páginasTipos de CorrosiónGerardo AndresAún no hay calificaciones
- Rociado TérmicoDocumento10 páginasRociado TérmicoEmilio Daniel Villalba LozanoAún no hay calificaciones
- Metalografía y MicroestructuraDocumento2 páginasMetalografía y MicroestructuraFernanda GHAún no hay calificaciones
- Capitulo 11-1 FatigaDocumento75 páginasCapitulo 11-1 FatigaJeNzy VpAún no hay calificaciones
- Montero, R ReplicasmetalograficasDocumento0 páginasMontero, R Replicasmetalograficaslast1973Aún no hay calificaciones
- Monel 400 Con GtawDocumento10 páginasMonel 400 Con GtawmonikitismonikitisAún no hay calificaciones
- Descripción Fallas de Los RecubrimientosDocumento2 páginasDescripción Fallas de Los RecubrimientosJesus De la Rosa100% (1)
- PSST-CIA-4.4.6-502 - SOLDADURA EN REPARACION DE TANQUES - Rev02Documento34 páginasPSST-CIA-4.4.6-502 - SOLDADURA EN REPARACION DE TANQUES - Rev02Alam Pierre Grau CorreaAún no hay calificaciones
- Aceros CR MoDocumento14 páginasAceros CR MoAriel Linder Ureña MontenegroAún no hay calificaciones
- GammagrafiaDocumento11 páginasGammagrafiaMauricioELopezAún no hay calificaciones
- Homologacion de Procedimiento de SoldaduraDocumento106 páginasHomologacion de Procedimiento de SoldaduraAlvaro GapAún no hay calificaciones
- DurezasDocumento7 páginasDurezasKarla FloresAún no hay calificaciones
- Aceros Inoxidables MartensíticosDocumento3 páginasAceros Inoxidables MartensíticosAquino AntonioAún no hay calificaciones
- Recomendaciones para Diseño de Sistemas de OxigenoDocumento1 páginaRecomendaciones para Diseño de Sistemas de Oxigenocarlos37Aún no hay calificaciones
- NRF 032 PemexDocumento4 páginasNRF 032 PemexKatia Sandoval GuillenAún no hay calificaciones
- 08 Metodo para Calcular El Largo de EsparragosDocumento1 página08 Metodo para Calcular El Largo de Esparragosangel onofre castelanAún no hay calificaciones
- Presentación Legislación Nacional 2017Documento58 páginasPresentación Legislación Nacional 2017amelialapuenteAún no hay calificaciones
- Calculo Vida RemanenteDocumento25 páginasCalculo Vida RemanenteFredd BustamantAún no hay calificaciones
- Traduccion API 571 Mecaniscos de Degradacion Sulfidacion, Corrosion Por Acidos NaftenicosDocumento20 páginasTraduccion API 571 Mecaniscos de Degradacion Sulfidacion, Corrosion Por Acidos NaftenicosGabriel LobatonAún no hay calificaciones
- Unidad 3.3 Integridad Mecanica ProteccionDocumento33 páginasUnidad 3.3 Integridad Mecanica Proteccionleo hernandezAún no hay calificaciones
- Defectos de Fundición - USDocumento37 páginasDefectos de Fundición - USFélix Luis Ramos Vilaró100% (1)
- Precentacion Informe Sobre Valvula CheckDocumento6 páginasPrecentacion Informe Sobre Valvula CheckJulian David100% (1)
- H01.02.03.01.02 - PR - 02 Inspeccion Con Flujo Magnético Continuo Norma API STD 635 (v01)Documento8 páginasH01.02.03.01.02 - PR - 02 Inspeccion Con Flujo Magnético Continuo Norma API STD 635 (v01)Roberto SilvaAún no hay calificaciones
- Soldadura TIG GENERALDocumento80 páginasSoldadura TIG GENERALsullana.marvisurAún no hay calificaciones
- Especificaciones de VálvulasDocumento88 páginasEspecificaciones de VálvulasCésar SantanaAún no hay calificaciones
- Riesgos Higienicos de La SoldaduraDocumento37 páginasRiesgos Higienicos de La SoldaduraDemp GarciaAún no hay calificaciones
- Aleaciones Cromo-MolibdenoDocumento51 páginasAleaciones Cromo-Molibdenolakarabin100% (2)
- 02 Manometro ETSA Modelo 643Documento2 páginas02 Manometro ETSA Modelo 643Omar BecerrilAún no hay calificaciones
- Product Brochure Pressure Relief Valves Product Overview Europe Anderson Greenwood Crosby Marston Sempell Es Es 5473618Documento24 páginasProduct Brochure Pressure Relief Valves Product Overview Europe Anderson Greenwood Crosby Marston Sempell Es Es 5473618CarlosAlbertoBerbeoMurallasAún no hay calificaciones
- Código de Normas TécnicasDocumento9 páginasCódigo de Normas TécnicasaleosgarAún no hay calificaciones
- Resortes de TensiónDocumento17 páginasResortes de TensiónCristian MosqueraAún no hay calificaciones
- Astm b117 RecubrimeintoDocumento9 páginasAstm b117 RecubrimeintoSiles Limberds100% (1)
- 23 Sigma Fase de Fragilidad DF MECANISMO de DAÑO 23Documento9 páginas23 Sigma Fase de Fragilidad DF MECANISMO de DAÑO 23Anonymous 5IFjxk3Aún no hay calificaciones
- Propiedades MecanicasDocumento5 páginasPropiedades MecanicasChristian Chavez PereyraAún no hay calificaciones
- Evaluación de La Condición y de Aptitud para El Servicio de Circuitos de TuberiaDocumento30 páginasEvaluación de La Condición y de Aptitud para El Servicio de Circuitos de TuberiaGRANRICKYAún no hay calificaciones
- L 214 PRDocumento11 páginasL 214 PRnoxleekAún no hay calificaciones
- Manual UT NII 20.02.2009 PDFDocumento144 páginasManual UT NII 20.02.2009 PDFalonsoAún no hay calificaciones
- Máquina Portatil NDT de Rayos XDocumento17 páginasMáquina Portatil NDT de Rayos XArsenio FuentesAún no hay calificaciones
- T13.03 Influencias Electricas Sobre Tuberias de AceroDocumento10 páginasT13.03 Influencias Electricas Sobre Tuberias de AceroCristian Stuardo GaticaAún no hay calificaciones
- Informe I :corrosión en Probetas de Cold RolledDocumento8 páginasInforme I :corrosión en Probetas de Cold RolledAldemar Alejandro Tutalchá GuerrónAún no hay calificaciones
- PDFDocumento1177 páginasPDFJR RZAún no hay calificaciones
- Analisis MetalograficosDocumento42 páginasAnalisis MetalograficosRodrigo CarizAún no hay calificaciones
- Mecanica de Fractura y Analisis de Falla 4 PDF FreeDocumento81 páginasMecanica de Fractura y Analisis de Falla 4 PDF FreeSAENZ PAUCAR MIGUEL MELANIOAún no hay calificaciones
- ExamenDocumento14 páginasExamenAlexander Becerra MartínezAún no hay calificaciones
- Guia OperativaDocumento5 páginasGuia OperativaSAMUELAún no hay calificaciones
- Imperfecciones en Soldadura Tipos de DiscontinuidadesDocumento3 páginasImperfecciones en Soldadura Tipos de Discontinuidadeswgomez_175543Aún no hay calificaciones
- 03-Aparejos de ProductosDocumento25 páginas03-Aparejos de ProductosCzv Nadircita100% (2)
- Aparejo de ProduccionDocumento22 páginasAparejo de Producciongerar36100% (2)
- 4 Informe de Laboratorio de ProcesosDocumento41 páginas4 Informe de Laboratorio de ProcesosBrian Doyle100% (3)
- Ensayo No.6 Esfuerzos VerdaderosDocumento15 páginasEnsayo No.6 Esfuerzos VerdaderosTito FGAún no hay calificaciones
- Tarea 1 BustosbrennieDocumento16 páginasTarea 1 BustosbrenniebenjaminulisesAún no hay calificaciones
- Sistemas de Control de Marcha MinimaDocumento4 páginasSistemas de Control de Marcha MinimaEver AcAún no hay calificaciones
- Hass - Bomba Mecánica de Lubricación Bijur PDFDocumento4 páginasHass - Bomba Mecánica de Lubricación Bijur PDFjuanchavarri_22Aún no hay calificaciones
- BRN Com SPN PDFDocumento32 páginasBRN Com SPN PDFLarry Detú CorazonAún no hay calificaciones
- Sintesis Del Sulfonato de Alquilbenceno Lineal - LabsDocumento5 páginasSintesis Del Sulfonato de Alquilbenceno Lineal - LabsLUIS XVAún no hay calificaciones
- Calidad de Leche Fresca - PPT (Autoguardado)Documento52 páginasCalidad de Leche Fresca - PPT (Autoguardado)Vanessa Paulino GarciaAún no hay calificaciones
- Problemario de Física MecánicaDocumento43 páginasProblemario de Física MecánicaPEDRO ANDRES PEREZAún no hay calificaciones
- Comp Dom San Gabriel 47 - FDocumento1 páginaComp Dom San Gabriel 47 - FMony NuñezAún no hay calificaciones
- Lab 4 de HidraúlicaDocumento21 páginasLab 4 de HidraúlicaJonathan Alejandro Pineda MedinaAún no hay calificaciones
- Topología 03Documento5 páginasTopología 03kevin rojasAún no hay calificaciones
- Tabla Periódica de Los ElementosDocumento29 páginasTabla Periódica de Los ElementosDiego MartinezAún no hay calificaciones
- Actividades Recuperacion Fyq 3 ESODocumento9 páginasActividades Recuperacion Fyq 3 ESOjrb759Aún no hay calificaciones
- 2.electrcidad - Campo Electrico - OkDocumento14 páginas2.electrcidad - Campo Electrico - OkAlmii PinedaAún no hay calificaciones
- Drenaje en Tuneles, Metodos de Drenaje en TunelesDocumento69 páginasDrenaje en Tuneles, Metodos de Drenaje en TunelesDeivi HuChAún no hay calificaciones
- Normas Transporte Residuos PeligrososDocumento20 páginasNormas Transporte Residuos PeligrososAna Patricia VillegasAún no hay calificaciones
- Estática FolletoDocumento94 páginasEstática FolletoYenny Rojas peraltaAún no hay calificaciones
- Condiciones Geomecanicas de La RocaDocumento22 páginasCondiciones Geomecanicas de La RocaJunior VasquezAún no hay calificaciones
- Quimica - Quiz 1 - Semana 3Documento3 páginasQuimica - Quiz 1 - Semana 3Lina Marcela Calderón RondónAún no hay calificaciones
- Calculo Multivariado Tarea 1 Funciones de VariablesDocumento39 páginasCalculo Multivariado Tarea 1 Funciones de VariablesIvan BolañoAún no hay calificaciones
- Diseño Estructural Del Tanque Con FiltroDocumento10 páginasDiseño Estructural Del Tanque Con FiltroDavid Cano PerezAún no hay calificaciones
- Implementación y Control de Un Mecanismo de Dos Grados de LibertadDocumento6 páginasImplementación y Control de Un Mecanismo de Dos Grados de LibertadISmael MEdina LOpezAún no hay calificaciones
- MateDocumento5 páginasMateSarai MorenoAún no hay calificaciones
- Proyecto Embalse MaracaiboDocumento73 páginasProyecto Embalse MaracaiboJuanGonzálezAún no hay calificaciones
- 3.1 - Termoquímica - Cuestiones Resueltas de Acceso A La UniversidadDocumento82 páginas3.1 - Termoquímica - Cuestiones Resueltas de Acceso A La Universidadpeloncyclon100% (3)
- CIM Tema 1 05 Teoria de Conjuntos Leyes de MorganDocumento8 páginasCIM Tema 1 05 Teoria de Conjuntos Leyes de MorganYomerGargateAún no hay calificaciones
- Memoria de CálculoDocumento49 páginasMemoria de CálculoMarco AmadorAún no hay calificaciones
- Trabajo Final de Predimensionamieto de Vigas y ColumnasDocumento12 páginasTrabajo Final de Predimensionamieto de Vigas y ColumnasCesar JuradoAún no hay calificaciones
- Preinforme 2 Laboratorio de ElectrotecniaDocumento7 páginasPreinforme 2 Laboratorio de ElectrotecniaMiguelAún no hay calificaciones
- Reemplazo Capacitor No Polarizado 6Documento3 páginasReemplazo Capacitor No Polarizado 6segundo zapataAún no hay calificaciones
- Exergia S AbiertosDocumento77 páginasExergia S AbiertosjuanferAún no hay calificaciones