También podría gustarte
- Operaciones de máquinas-herramientas para punzonado y plegado. FMEH0209De EverandOperaciones de máquinas-herramientas para punzonado y plegado. FMEH0209Aún no hay calificaciones
- Unidad Ii ManufacturaDocumento83 páginasUnidad Ii ManufacturaJessica SalgueroAún no hay calificaciones
- Practica #3 LaminadoDocumento12 páginasPractica #3 LaminadoEmerson SivinchaAún no hay calificaciones
- Laminacion y ForjadoDocumento15 páginasLaminacion y ForjadoAlegil90Aún no hay calificaciones
- Procesos de Laminado InformeDocumento17 páginasProcesos de Laminado InformeMichael TuarezAún no hay calificaciones
- Laboratorio N°4Documento20 páginasLaboratorio N°4Joseth Revilla OchoaAún no hay calificaciones
- Proceso de LaminadoDocumento15 páginasProceso de LaminadoUber Andres Mora100% (1)
- Erazo Daniel LaminadoDocumento3 páginasErazo Daniel LaminadoXavi LirioAún no hay calificaciones
- LAMINADO y TrefiladoDocumento14 páginasLAMINADO y TrefiladoedsonAún no hay calificaciones
- Laboratorio 6Documento16 páginasLaboratorio 6Sergio Fernandez quispeAún no hay calificaciones
- 5 Clases V-1 Mecanismo de EndurecimientoDocumento28 páginas5 Clases V-1 Mecanismo de EndurecimientoRAMOS QUISPE FranAún no hay calificaciones
- Deformación en FríoDocumento9 páginasDeformación en FríoCarlos Cepeda LópezAún no hay calificaciones
- LaminadoDocumento15 páginasLaminadojorgeAún no hay calificaciones
- MONOGRAFIADocumento38 páginasMONOGRAFIAbrandoAún no hay calificaciones
- Ensayo de LaminacionDocumento6 páginasEnsayo de Laminacionlaura bolanos0% (1)
- 2 Proceso de LaminacionDocumento9 páginas2 Proceso de LaminacionLic. Carmelo MaytaAún no hay calificaciones
- Preinforme LaminadoDocumento7 páginasPreinforme LaminadoJulian GalindoAún no hay calificaciones
- Resumen Proceso y Equipos para La Laminación de MetalesDocumento9 páginasResumen Proceso y Equipos para La Laminación de MetalesDaniel Vargas TrujilloAún no hay calificaciones
- Proceso de Laminacion PDFDocumento9 páginasProceso de Laminacion PDFCarlos Mario Barreto PadillaAún no hay calificaciones
- Mecanismo de EdurecimientoDocumento27 páginasMecanismo de Edurecimientojesus torresAún no hay calificaciones
- Cuestionario, Crucigrama y Sopa de LetrasDocumento5 páginasCuestionario, Crucigrama y Sopa de Letrasleonardoreyes2808Aún no hay calificaciones
- Informe N°4 - Laminado y Trefilado - MC216-CDocumento20 páginasInforme N°4 - Laminado y Trefilado - MC216-Cenrique AlcarrazAún no hay calificaciones
- Práctica de Laboratorio 3. Conformado de Metales LaminaciónDocumento6 páginasPráctica de Laboratorio 3. Conformado de Metales LaminaciónKatherineBurbanoAún no hay calificaciones
- Mecanismos de EndurecimientoDocumento30 páginasMecanismos de EndurecimientokewallAún no hay calificaciones
- Lamina DoDocumento34 páginasLamina DoGómez Pérez AdrianAún no hay calificaciones
- 2.formato-Guia-De-Laboratorio-Metalúrgica ValeDocumento54 páginas2.formato-Guia-De-Laboratorio-Metalúrgica ValeGabriela BedregalAún no hay calificaciones
- Foro Procesos de ConformadoDocumento6 páginasForo Procesos de ConformadoSelva MolinaAún no hay calificaciones
- Resumen Capitulo 13Documento4 páginasResumen Capitulo 13Daniel MaximilianAún no hay calificaciones
- Laminado, Extrusión y TrefiladoDocumento12 páginasLaminado, Extrusión y TrefiladoDiego MartinezAún no hay calificaciones
- Taller de Procesos Industriale1Documento6 páginasTaller de Procesos Industriale1Andrés MoraAún no hay calificaciones
- Actividad 3 EquipoDocumento9 páginasActividad 3 EquipoYesenia Guiomar G.AAún no hay calificaciones
- Trabajo en Frío-Laminación y Ensayo de Dureza-1Documento11 páginasTrabajo en Frío-Laminación y Ensayo de Dureza-1Carlos Andres RamirezAún no hay calificaciones
- Informe 4 ProcesosDocumento12 páginasInforme 4 ProcesosMARCOS ERICK RAVICHAGUA CASTROAún no hay calificaciones
- Estirado y CompresionDocumento9 páginasEstirado y CompresionMiguel CañasAún no hay calificaciones
- Informe de Laboratorio LaminacionDocumento12 páginasInforme de Laboratorio LaminacionErick Moreira Valdez100% (1)
- Proceso de ForjaDocumento6 páginasProceso de ForjaCinthia Santisteban GranadosAún no hay calificaciones
- Press Brake Trabajo FinalDocumento10 páginasPress Brake Trabajo Finalpaula vergaraAún no hay calificaciones
- Laminado Y TrefiladoDocumento13 páginasLaminado Y TrefiladoRICHARD JOEL HUARACA RAMIREZAún no hay calificaciones
- Laminado y Doblado en FrioDocumento16 páginasLaminado y Doblado en FrioArthur UracahuaAún no hay calificaciones
- Mencione Ventajas y Desventajas Del Trabajo en Frió: Métodos LaminadosDocumento2 páginasMencione Ventajas y Desventajas Del Trabajo en Frió: Métodos LaminadosFredy PeñaAún no hay calificaciones
- LaminaciónDocumento13 páginasLaminaciónJhon Breiner Arevalo OrozcoAún no hay calificaciones
- Informe TrefiladoDocumento13 páginasInforme TrefiladoLucia Valeria Calderon NogueraAún no hay calificaciones
- Ensayo de LaminacionDocumento6 páginasEnsayo de Laminacionlaura bolanosAún no hay calificaciones
- Resumen Proceso de LaminacionDocumento3 páginasResumen Proceso de LaminacionRodrigo AquipuchoAún no hay calificaciones
- Universidad Nacional Del AltiplanoDocumento4 páginasUniversidad Nacional Del Altiplanomadrid numeritosAún no hay calificaciones
- Manu 1Documento56 páginasManu 1gabos23kaAún no hay calificaciones
- RUBENDocumento11 páginasRUBENGiovanni Alexandro Bailon GodoyAún no hay calificaciones
- Práctica 3 LaminaciónDocumento10 páginasPráctica 3 LaminaciónBryan MujicaAún no hay calificaciones
- Manufacturas de Procesamientos MecanicosDocumento7 páginasManufacturas de Procesamientos Mecanicosluis carlos jimenez gamerosAún no hay calificaciones
- UNIDAD 7 Laminado MC216-AB-2021 - 2Documento7 páginasUNIDAD 7 Laminado MC216-AB-2021 - 2ANTONY MARINAún no hay calificaciones
- Laboratorio N°6 LaminadoDocumento5 páginasLaboratorio N°6 LaminadoLeonardo VillanuevaAún no hay calificaciones
- Área Técnica, CLASE 4 CLASEDocumento59 páginasÁrea Técnica, CLASE 4 CLASEelunapAún no hay calificaciones
- Laminado TrefiladoDocumento17 páginasLaminado TrefiladoJerson Jose Artezano RojasAún no hay calificaciones
- MC216 - Informe 5Documento28 páginasMC216 - Informe 5nickAún no hay calificaciones
- Guia Laboratorio Laminado UNDocumento5 páginasGuia Laboratorio Laminado UNMargarita Palacios VargasAún no hay calificaciones
- Lab 6 Manu CasiDocumento26 páginasLab 6 Manu CasiJulio OruéAún no hay calificaciones
- Láminado. Juan Fernández. 28 221 732 (Autoguardado)Documento21 páginasLáminado. Juan Fernández. 28 221 732 (Autoguardado)juanAún no hay calificaciones
- Laminacion Extruccion TrefilacDocumento8 páginasLaminacion Extruccion TrefilacOscar Marq DistAún no hay calificaciones
- Resumen LaminadoDocumento7 páginasResumen LaminadoFabricio Churata CasazolaAún no hay calificaciones
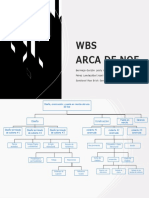
- Construcción WBSDocumento2 páginasConstrucción WBSerick sandovalAún no hay calificaciones
- Construcción WBSDocumento2 páginasConstrucción WBSerick sandovalAún no hay calificaciones
- GFPI-F-015 Formato Compromiso Del Aprendiz V2Documento2 páginasGFPI-F-015 Formato Compromiso Del Aprendiz V2erick sandovalAún no hay calificaciones
- Sofiaplus 1Documento2 páginasSofiaplus 1erick sandovalAún no hay calificaciones
- Taller Mat Fin y An Decisión FDGPDocumento4 páginasTaller Mat Fin y An Decisión FDGPNicolás AguileraAún no hay calificaciones
- GUIA 2. Requisitos de DiseñoDocumento12 páginasGUIA 2. Requisitos de Diseñoerick sandovalAún no hay calificaciones
- GUIA 2. Requisitos de DiseñoDocumento12 páginasGUIA 2. Requisitos de Diseñoerick sandovalAún no hay calificaciones
- Extrusion 1Documento6 páginasExtrusion 1erick sandovalAún no hay calificaciones
- Informe 2Documento4 páginasInforme 2erick sandovalAún no hay calificaciones
- Informe 2Documento4 páginasInforme 2erick sandovalAún no hay calificaciones
- Cementacion, Tratamiento TérmoquímicoDocumento11 páginasCementacion, Tratamiento TérmoquímicowaldoAún no hay calificaciones
- Informe 2Documento4 páginasInforme 2erick sandovalAún no hay calificaciones
- Proyecto MelfDocumento44 páginasProyecto Melferick sandovalAún no hay calificaciones
- Libro 1Documento5 páginasLibro 1erick sandovalAún no hay calificaciones
- Logica Matematica 1Documento6 páginasLogica Matematica 1mari vergaraAún no hay calificaciones
- Absorción y DesorciónDocumento4 páginasAbsorción y DesorciónCamila BarzolaAún no hay calificaciones
- Clase 2 Cholesky PorimprimirDocumento18 páginasClase 2 Cholesky Porimprimiryordan aguilar ruizAún no hay calificaciones
- Seleccion de La MuestraDocumento16 páginasSeleccion de La Muestragabriel rodrigoAún no hay calificaciones
- 310sk Pruebas de PresionDocumento18 páginas310sk Pruebas de PresionYerson Sanjinez Rodriguez100% (1)
- IntroducciónDocumento16 páginasIntroducciónyanibel altagracia monegroAún no hay calificaciones
- Diseño de Muro en Voladizo Carret Campo Bello-SaucoDocumento17 páginasDiseño de Muro en Voladizo Carret Campo Bello-SaucoJerson Salvatierra GarciaAún no hay calificaciones
- Práctica 3. DETERMINACIÓN SIMULTÁNEA DE MEZCLAS BINARIASDocumento9 páginasPráctica 3. DETERMINACIÓN SIMULTÁNEA DE MEZCLAS BINARIASaridaiqmAún no hay calificaciones
- Informe AltimetriaDocumento8 páginasInforme AltimetriaByron LeonAún no hay calificaciones
- Teledisparo - Teleprotección - ArevaDocumento79 páginasTeledisparo - Teleprotección - ArevaHar HarAún no hay calificaciones
- Reporte de Gestión - Informe EléctricoDocumento8 páginasReporte de Gestión - Informe EléctricoMERCA FRUVERAún no hay calificaciones
- Trabajo de Estadistica Problemas de DistribuccionDocumento7 páginasTrabajo de Estadistica Problemas de DistribuccionFrancisco LazcanoAún no hay calificaciones
- PSA5 PD II Sobredentadura CompletaDocumento41 páginasPSA5 PD II Sobredentadura CompletaPilar MunozAún no hay calificaciones
- Lab 8. Viscosidad Del AguaDocumento3 páginasLab 8. Viscosidad Del AguaDiego VillasmilAún no hay calificaciones
- Tippens Fisica 7e Diapositivas 37Documento34 páginasTippens Fisica 7e Diapositivas 37Ma Yolanda Trinidad TiradoAún no hay calificaciones
- Electro 4 Unidad FinalDocumento26 páginasElectro 4 Unidad FinalJonathan Hernandez100% (1)
- Estadística BidimensionalDocumento3 páginasEstadística BidimensionalArturo ChamorroAún no hay calificaciones
- Ensayo FísicaDocumento8 páginasEnsayo FísicaAndres ElDbeisiAún no hay calificaciones
- Laboratorio de Fisica IDocumento3 páginasLaboratorio de Fisica IcarlosAún no hay calificaciones
- TORSION1Documento4 páginasTORSION1lides fernandez saldivarAún no hay calificaciones
- Diapositivas Ensayos para Determinar Densidades de Agregados PétreosDocumento13 páginasDiapositivas Ensayos para Determinar Densidades de Agregados PétreosLisbeth Ticona AndradeAún no hay calificaciones
- 4-Maquina de VaporDocumento29 páginas4-Maquina de VaporYanela GRAún no hay calificaciones
- Imagenologia Convencional Fundamentos y ConceptualizacionDocumento12 páginasImagenologia Convencional Fundamentos y ConceptualizacionMayra RiosAún no hay calificaciones
- Tabla Periodica N de OxDocumento1 páginaTabla Periodica N de OxFabAún no hay calificaciones
- Hallo La Distancia Entre Los Puntos DadosDocumento2 páginasHallo La Distancia Entre Los Puntos DadosJonathan Florez UAún no hay calificaciones
- Física ModernaDocumento20 páginasFísica ModernaGael HinojosaAún no hay calificaciones
- Pertenencia de Conjuntos para Segundo Grado de PrimariaDocumento4 páginasPertenencia de Conjuntos para Segundo Grado de PrimariaYenifer Gerena100% (2)
- Mantenimientos y Ensayos en EiDocumento9 páginasMantenimientos y Ensayos en EiNelson LopezAún no hay calificaciones
- Trabajo NeveraDocumento6 páginasTrabajo NeveraJean PerezAún no hay calificaciones
- Practica 1 Determinación de La Aceleración GravitacionalDocumento11 páginasPractica 1 Determinación de La Aceleración GravitacionalEduardo QuintanaAún no hay calificaciones